


數控機床進給係統進給精度誤差(chà)分析(xī)及優化
2015-12-7 來源:數控機(jī)床市場網 作(zuò)者(zhě):中捷機床有限公司,洪壽福 軒廣進 張洋
摘要:數控機床為縮短(duǎn)機械加工時(shí)間,進給速度及加速度(dù)的不斷提高,對加工工件的精密性更加加強,對其進給係統(tǒng)傳動精度要求更加嚴格,直線光柵尺閉環控製傳動鏈結(jié)構,對優化進給精度(dù)誤差(chà)簡單可靠(kào)。
關鍵詞:定位誤差 進給係統 光柵尺 絲杠 支撐方式
在不斷增長的競爭壓力下,對現代化數控機床的(de)生產效率和加工精度的要求也(yě)不斷提高(gāo),同時機床的穩定性(各軸進給誤差)和使用壽命也相應變(biàn)得越來越重(chóng)要。這些變化直接導致了對(duì)機床進(jìn)給控製檢測要(yào)求的提高。機床總誤差中進給係統的定位誤差為舉足輕重。目前數控機床加工零件加(jiā)工精度要求(qiú)高時,本身機械裝配已無法滿足要求機床各進給軸。必須通過直線光柵尺直(zhí)接反饋進給(gěi)係(xì)統運(yùn)動(dòng)誤差閉環控製進而通過(guò)數控係統精細補償滿足前述高加(jiā)工精度要求。
1 進給傳動係統(tǒng)的結構
數控機床設計多種多樣,但進給係統結構大多相同(tóng)。滾珠絲杠(gàng)被用於實現伺服電機旋轉運動到滑板的直線運動的轉換。絲杠兩端支撐座內部的軸承承受進給(gěi)運動及加工的切(qiē)削軸向分力。伺(sì)服電機通過(guò)聯軸器與絲(sī)杠聯接(jiē)。而進給運動的位置值是通過直線光柵尺或電機編碼器加載(zǎi)到絲杠旋轉運動上的。單純使用(yòng)編碼(mǎ)器(qì)對滾珠絲杠進行位置控(kòng)製時腔製環檢測到(dào)的數(shù)據是(shì)電機(jī)轉子角度位置並非機床滑板的直線運動位(wèi)置。為(wéi)了從(cóng)電機轉子的角度(dù)位置精確推算出滑(huá)板的直線位置,驅動電機與滑板間一切傳動係統的性能必須 已知重複(fù)性必須高。而(ér)直(zhí)線光柵尺控製包含了整(zhěng)個進給係統。進給係統的機械傳動誤差由光(guāng)柵尺測量(liàng)通(tōng)過數控係統進行補償減少進給運動定位誤差。
1.1 運動誤差
直接采用(yòng)旋轉編碼器十絲杠係統帶來的是絲杠螺距誤差。進給係統的間隙及螺距損失(shī)。由於滾珠絲杠的螺距用來直線測量的標準珠絲(sī)杠的螺距誤差直接影響測量結果。進(jìn)給係統內部間隙(xì)會導致1到10 μm左右背隙出現。絲杠運動一定時間後可達到伸長平衡狀態(tài)。這個(gè)過程中會導致絲杠定位產生非線性誤差。
誤差補償
數控係統由螺距補償和背隙補償(cháng)。補償值需通過(guò)激光(guāng)幹涉儀等檢測測量。
進給係統的受力變形(xíng)
在使用滾珠絲杠和編(biān)碼器來進行測量時,滑板加速移動產生的慣性力、切削力、導軌內(nèi)的摩擦力等機構變形力導致滑板軸向有位置偏移。經驗值,直徑40mm 滾珠絲杠,平均(jun1)軸向偏移100/200N/μm之間。
慣性力
機床滑板的移動(dòng)加速度越來越高移(yí)動慣性力對進給係統的變形也越來越大。
切削力
機床的切削力很容易達到幾千牛不僅作(zuò)用於進給係統還作用於工件幾刀具上。而光柵尺補償小部分的變形。所以一般在進行工件精加(jiā)工時應用較小的進給力進行加工。
摩擦力
根(gēn)據(jù)導軌形式不(bú)同摩擦(cā)力(lì)僅滾動導軌垂直方向力的滑(huá)動導軌垂直(zhí)方向力的口左右。另外進給係統中最大的摩擦力產生於絲(sī)杠螺母。原因是絲杠螺母在(zài)進給(gěi)運動中進(jìn)行複雜的滾動及滑動相結合運動。
1.2 進給係統誤(wù)差來源
絲杠發(fā)熱產生(shēng)定位誤差(chà)
在采用編碼器(qì)進行位置控製時由於(yú)滾珠(zhū)絲杠發熱而導致定位誤差是最大的誤差來源。
原因是,廠方麵在(zài)將電機的旋轉運動(dòng)轉為線性運動時絲杠要有高剛性,另一方麵絲杠起長度標尺作用。這種雙重功能使得機床設計時必須(xū)滿足這(zhè)兩方麵要求。而絲杠的剛(gāng)性取決於絲(sī)杠的兩端固定預緊。
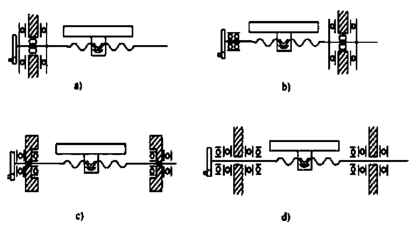
滾(gǔn)珠(zhū)絲杠支撐軸承對定位精度影響
如圖a 絲杠單邊固定安裝時,絲杠可以按溫度變化由緊固端出(chū)發自由伸長。通常用(yòng)於短絲(sī)杠和垂(chuí)直進給絲杠,承載能力小軸向剛度低。
如圖b 絲(sī)杠單邊固定安(ān)裝,一端浮動時,絲杠可以按溫度變化由緊固端出發有微量軸向(xiàng)浮動,通常用(yòng)於絲杠較長情況。
如圖c 絲杠兩端固定安裝,並對絲杠施加預緊力時,絲杠的軸向剛性大大(dà)提高但對熱變形較為(wéi)敏感。
如圖d 由絲杠兩(liǎng)端雙重支撐固定安裝,並對絲杠施加預緊力時,使絲杠有較大的剛度,還可(kě)以把絲杠(gàng)熱變形釋放到推力軸承(chéng)預緊(jǐn)中。所以必須考慮推力軸(zhóu)承的承載能力(lì)。
2 結論
機床(chuáng)進給係統因(yīn)滾珠絲杠兩(liǎng)端支撐軸承及絲(sī)杠螺母(mǔ)發熱,在采用半(bàn)閉(bì)環控製時會導致極大的定位誤差。通(tōng)過絲杠和旋(xuán)轉編碼器定位的半閉環控製最大問題是滾珠絲杠的熱身長。這類伸(shēn)長過程常見時間常數為12小時,按加工程序的不同會產生 0.1mm 數量級的誤差。而這(zhè)類誤差在數(shù)控機(jī)床整體誤差中占主(zhǔ)導地位。
綜(zōng)上述分析,為了減少進給誤差滿足機(jī)床精(jīng)度及速度要求有必要(yào)采用直線光柵尺進行閉環控製。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網(wǎng)編輯部(bù), 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網(wǎng)編輯部(bù), 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基(jī)本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能(néng)源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能(néng)源汽車(chē)產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年(nián)10月(yuè) 分(fèn)地區金(jīn)屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文(wén)選(xuǎn)萃(cuì)
| 更多
- 機械加工過程圖示
- 判斷一台(tái)加工中心精度的(de)幾種辦(bàn)法
- 中走絲線(xiàn)切割機(jī)床的發展趨勢
- 國產數控係統和數控機床何(hé)去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製(zhì)造
- 現實麵前,國(guó)人沉默。製造業的騰飛,要從(cóng)機床(chuáng)
- 一文(wén)搞懂數控車床(chuáng)加工刀具補償功(gōng)能
- 車床鑽孔攻(gōng)螺紋(wén)加工方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工(gōng)工(gōng)藝的區別