


基於伺服電機(jī)的C61100 車床(chuáng)數(shù)控化改造
2015-1-31 來(lái)源: 南通紡織職業技術學院(yuàn) 作者:丁錦宏
摘要: 闡述了車床數控化改造的方案與工作原理。詳細論述了C61100 車床的進給係統和電氣係統的數控化改造過程。改造後的數(shù)控車床實現(xiàn)了自(zì)動加工,零件的加工質量穩定,加工(gōng)工效大大提高(gāo),為企業進(jìn)行數控化技(jì)術改造提供了途徑。
C61100 車床的回轉直徑為1 100 mm,兩頂尖間距離為1 500 mm,主軸功率為22 kW,主要用於對較(jiào)大回轉體零件(jiàn)的大功率強力切削加工。雖然有切削自動走刀和自動快進、快退功能,但機床(chuáng)的對刀、尺寸的控製、主軸的控製等(děng)仍需要操作人員進行手動操作,非(fēi)常吃力,在勞動力緊缺和(hé)自動(dòng)化水平大大提高的今天(tiān),已經不太適應形(xíng)勢的發展。需要對該設備進行數控(kòng)化(huà)改造的企業十分多(duō)。
1 、數控化改(gǎi)造方案
加工零件時,要求機床應完成的工作(zuò)內容有: 能夠控製(zhì)主軸正反轉,實(shí)現不同切削(xuē)速度的變(biàn)速; 刀具能實現縱向、橫向(xiàng)的進給運動; 具有螺紋加(jiā)工功能;可安裝4 個刀具(jù),並在轉動刀架後夾緊。為此,主要從4 個方麵進行改造 :
( 1) 進(jìn)給係統
縱向進給(gěi)係(xì)統改造方(fāng)案(àn)為: 拆除原機床的掛輪係統、進給箱、溜板箱、快(kuài)速進退裝置、絲杠、光杠和操作杆。以伺服電(diàn)機作為驅動元件,安裝減速箱、經同步帶輪減速(sù)( 2 ∶ 1) 增大轉矩後,由滾珠絲杠傳(chuán)動。
橫向進給係統改造方案為: 拆除原機床的普通絲杠、安裝電(diàn)機座,以伺服電機(jī)作為驅動元件,將滾(gǔn)珠絲杠與伺服電機直接聯接,由滾珠絲杠傳動。
( 2) 主傳動係統
原車床主軸速度的變化是通過複雜的液壓係統手動操作進行的。考慮到加工過程中需(xū)要進行變速(sù),手動操作變速需要機床停止運行,會直接影響加工效率,不利於(yú)發揮數(shù)控(kòng)的效(xiào)果。為(wéi)此,在(zài)主軸上增加變頻器,實現主軸自(zì)動(dòng)無級變速。同時,安裝編碼器,向數控係(xì)統(tǒng)反饋主軸的實際轉(zhuǎn)速(sù),使機床具有螺蚊切(qiē)削功能。
( 3) 自動(dòng)換刀(dāo)
自動換刀功能是數控車床與普通車床的顯著區別之一(yī)。為此,必(bì)須拆除原普通刀架(jià),安裝四工位電動刀架。
( 4) 數控(kòng)係統
數控係統(tǒng)在能滿(mǎn)足實際所需(xū)功能的前(qián)提下,改造時有多種方(fāng)案可供選擇: ( 1) 采用國產品牌步進(jìn)電機數控係統; ( 2) 采用國產品牌(pái)伺服電機數控係統;( 3) 采用國外品牌步進電機數控係統; ( 4) 采用國外品牌伺服電機數控係統。經對比(bǐ)分析國內外數控係統在性能、檔次、價格等的不同(tóng)後,C61100 車床的(de)數(shù)控化改造采用第2 方案(àn)。確定選(xuǎn)用國內知名品(pǐn)牌華興WA-901XT 數控係統,配以伺服(fú)電機作為進給驅動的方案。
2、 進給傳動係統的改造
縱向進給係統( Z 向) 以伺服電機作(zuò)為驅(qū)動元件,通過同步帶輪(lún)箱(xiāng)體安裝在原走刀箱的位(wèi)置,經一級同步帶輪減速( 2. 5∶ 1) 後,由滾珠絲杠傳動(dòng)。滾珠絲杠螺母副通過托架安裝在床鞍底(dǐ)部,滾珠絲杠兩端分別支承在前端同步帶輪箱體和尾部(bù)絲杠托架內。
橫向進給係統( X 向) 以伺服電機作(zuò)為驅動元件,將原來的普通(tōng)絲杠更換為滾(gǔn)珠絲杆,但需使滾珠絲杆的(de)軸(zhóu)心線與原普通絲杠的軸心線相同,以便利用原絲杆前端軸承座。伺(sì)服電機通過電機座安裝在床鞍的後(hòu)端,經過(guò)聯軸器與滾珠絲杆相聯。
3 、伺服電機的選擇
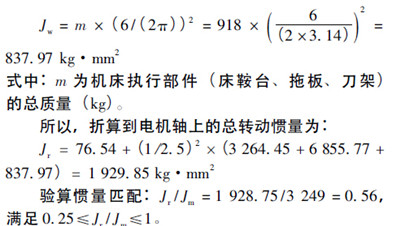
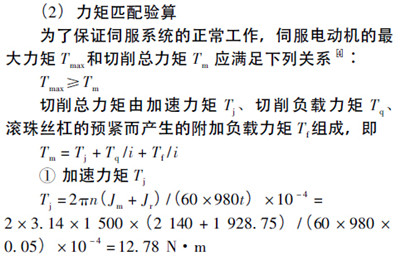
所選用的車床X 和Z 向伺服電機在轉動慣量和轉矩兩方麵需要進行計算,為了使係統的負(fù)載慣量達(dá)到(dào)較合(hé)理的匹配,折算到電機軸上的負載慣量Jr與電機(jī)本身的轉動慣量(liàng)Jm的比值,應(yīng)控製在一定範圍內,即0. 25≤Jr /Jm≤1 。
在X、Z 兩個(gè)方向的進(jìn)給係統中,由於Z 軸的行程大,工作狀況(kuàng)差,現對(duì)Z 軸(zhóu)進給係統進行轉動慣量匹配計算。方法如下:
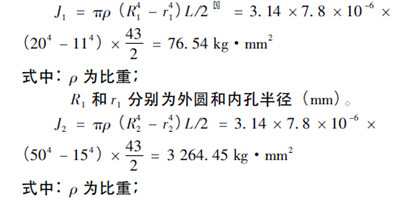
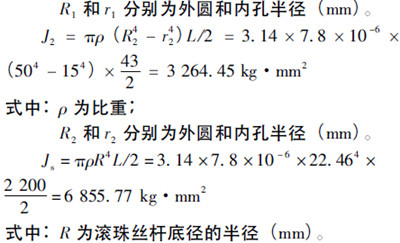
( 1) 折算到(dào)電(diàn)機軸上的負載慣(guàn)量Jr傳動係統折算到電機軸上的總轉動慣量
式中: J1為小(xiǎo)帶輪傳動慣量(liàng);J2為大(dà)帶(dài)輪轉動慣量;Js為滾珠絲杠慣量;Jw為負荷慣量。
同理,橫向伺服電機確定為110SM05030。
4 、滾(gǔn)珠絲杠的選用及(jí)驗算
采用滾珠絲杠副具有高的(de)傳動精(jīng)度、高的靈敏度及高的(de)構件剛度,工作穩定、摩擦(cā)力(lì)小,並能清(qīng)除傳(chuán)動間隙。
滾珠絲杆的選用過程(chéng)比較繁瑣。從已知的設計條件( 如定位(wèi)精度、移動速度、行程(chéng)、負荷、支撐(chēng)方(fāng)式等) 選擇適當的(de)絲杆類別,經由參考公式(shì)一步步遵循選擇程序,找出符合設計要求(qiú)的滾珠絲杠(gàng)規格 。
在(zài)滾珠絲杠選用後,應該進行承載能(néng)力校驗,包括滾珠(zhū)絲杠(gàng)螺母副屈服負荷Fc、臨界轉速nc、精度等方麵的(de)校驗,最終確定滾珠絲杠的型號。此改造使用的X 方向的滾珠絲杠型號為FFZD4006-3-P4 /1140 × 925,Z 方向的滾珠絲杠型號為FFZD5010-3-P4 /2210 × 1840。現以X 軸為(wéi)例,進行X 軸滾珠絲杠屈服負荷(hé)的校驗。
圖 1 為(wéi)C61100 車床X 向絲杠計算圖。
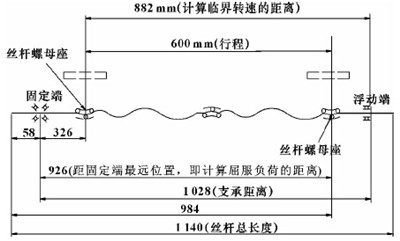
根據圖1 得滾珠絲杠螺母副的最大受壓長度L1 =926 mm。
該機床工作台滾珠(zhū)絲杠螺母(mǔ)副的最大軸向壓縮載(zǎi)荷Fxmax = 3 660 N,小於其屈服負荷Fc的值,故滿足要求。
經計算,所(suǒ)選用的滾珠絲杠(gàng)能滿足各項效(xiào)驗要(yào)求。
5 、主傳動係統的改造
( 1) 主軸變頻係統
原機(jī)床主軸(zhóu)的速度通過手動換擋進行。為提高加工(gōng)效率,充分(fèn)發揮數控機床的特(tè)點,改造時,實現主(zhǔ)軸自動無級變速,在主軸上增加(jiā)了交流異步電動機變頻調速(sù)係統。考慮到改造的經濟(jì)性,仍使用機(jī)床原有的普通三(sān)相異步交流電動機拖動,由新增加的變頻器進行控製。WA-31D 數控係統向變(biàn)頻器發出主(zhǔ)軸速度模擬控製電壓( DC0 ~ 10 V) 和正反轉控製信號,從而控製主軸的轉速和旋(xuán)向。係統選(xuǎn)用的變頻器(qì)功率與主軸電機相(xiàng)同( 22 kW) 。
( 2) 主軸編碼器的安(ān)裝
在主軸箱上安裝(zhuāng)主軸編碼器,使機床具(jù)有螺(luó)蚊(wén)切削功能(néng)。改裝時,需保證主軸編碼器與主(zhǔ)軸等速旋轉(zhuǎn)。該C61100 車床主傳動係統中,主軸與掛輪(lún)軸之間的轉速正好為1∶ 1,拆除掛輪留出空間,安裝主軸(zhóu)編碼器,並通(tōng)過(guò)一對傳動比為1∶ 1 的同步齒形帶(dài)與掛(guà)輪軸聯接起來。工作(zuò)時,數控係統接受主(zhǔ)軸編碼器的轉速信號,控製進給(gěi)電機準確地配合主軸的旋轉而產生進給運(yùn)動,從而進行螺紋切削。
6 、刀架的改造
選用四工位電動刀架LD4-6163。安裝時,卸掉原機床(chuáng)小拖板和方(fāng)刀架,將電動刀架(jià)置於中拖(tuō)板上,下麵墊一塊與刀(dāo)架等麵積的墊板,以使刀架上安裝40 × 40 的刀杆後,刀尖與主軸中心等高。轉動軸承蓋處的內六角螺孔(kǒng),使刀架轉動到約45°時,可以方便地裝上固定螺釘,將刀架和墊板固定。當加工過程中需(xū)要換刀時,數控係統發出換刀控製指令,刀架(jià)電機正轉,使刀架旋轉,當到達預定刀(dāo)位時,通過霍爾元件,向數控係統發(fā)出刀架(jià)到位信號,刀架電機反轉,鎖緊(jǐn)刀架後停止旋轉。
7 、數控係統電氣接口
WA-901XT 數(shù)控係統具有普及型數控應有的功能,如手輪、圖形跟(gēn)蹤(zōng)和模擬、模擬量輸出、內置固(gù)定式PLC 等。WA-901XT 數控係統(tǒng)與控製單元有關的(de)各部(bù)件(jiàn)的聯接如圖2 所示。
( 1) 緊急停機
當(dāng)數控係統運行出現緊急(jí)情況時(shí)應采取(qǔ)停機措施。在改造過程中,為確保急(jí)停功能的可靠(kào)性,在機床上增置一個緊急停機開關,接在係統XJ5 接口的P1 與P5 即可。
( 2) 參考點
該數控係統在對刀後,能將對刀時刀尖的X、Z位置設(shè)為0,該位置即為機床參(cān)考點。並在斷電後重新上電時,準確記憶該位置,保證數控係統加工的精度及可靠性(xìng)。因而,可以省去用2 個行程開關作為機床各坐標(biāo)軸參考點的檢測(cè)器件,克服了使用行程開關尋找機床各坐標軸參考點可能產生的誤差。
( 3) 坐標軸的限(xiàn)位
為了保護機床的(de)安全運行(háng),在機床(chuáng)縱橫坐標的兩個極(jí)限(xiàn)位,各設一個行程開關和機械撞塊。將各行程開關的信號線接到數(shù)控係統上,即(jí)可實現對各坐標軸的運動限位。設計時,使用限位行程開關的常閉觸點,當限位開關沒(méi)有被(bèi)壓下時,係統接收到該信號為“1”; 當限位開關被壓下時,係統接收(shōu)到該信號為“0”。這種(zhǒng)接法消除(chú)了因線路(lù)開路而產生限位失靈現象,提高了限位電路的可靠(kào)性。
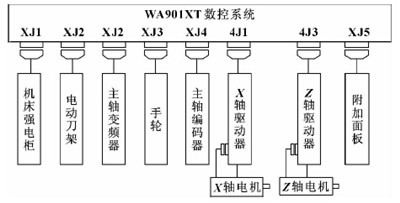
圖2 數控係統(tǒng)連接簡圖
8、 結(jié)束語
C61100 普通車床改造後,定位準確、可(kě)靠(kào),操作簡便,實現了自動加工(gōng),穩定了零件的加(jiā)工質量,大大提高了(le)加(jiā)工(gōng)工效。同時,可方便地加工多種異形件,增強了其適用性。改造後保留了原(yuán)機床的基本結構,節(jiē)約資金,縮短生產周期,為同類機床的改造提供(gòng)了參考。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視(shì)點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金(jīn)屬(shǔ)切(qiē)削機床產量(liàng)數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車(chē))產量數(shù)據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多