


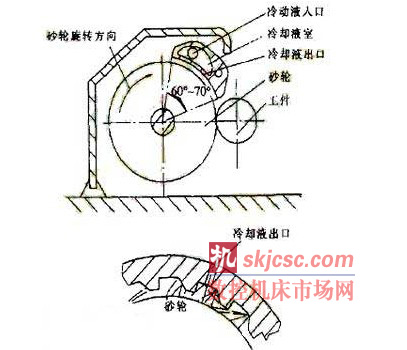
在磨削加工中(zhōng),怎樣使冷(lěng)卻液(yè)能(néng)進(jìn)入砂輪與工件的交界麵;使砂輪保持清潔而沒有廢屑等堵塞表麵孔隙,這(zhè)是一直(zhí)未能解決的問題。由於砂輪高速旋轉時產生的氣流阻礙了冷卻液流入工作界麵,以及修整(zhěng)砂輪(lún)並不(bú)能有效地清潔砂輪表麵,且會降低加工效率和增加砂輪損耗。為此,我們(men)研製了一種冷卻液導流裝置。其工作原理是利用液(yè)體流動來(lái)清潔(jié)砂輪表麵並使冷卻液進入砂輪孔(kǒng)隙,使磨削(xuē)區域保持有冷卻液。如附(fù)圖所示,該裝置由多塊擋板組成,裝在工件的前方,頂蓋範圍約為(wéi)6O°~70°(相對於砂輪外圓弧線)。導流器擋板(bǎn)的端部應與砂輪頂部和兩側保持0.64~1.27mm的間隙。冷卻液從擋板頂部(bù)不斷進入液腔(室),使導流器不斷(duàn)地向砂輪供給冷卻液。旋轉著的砂輪(lún)將冷卻液按切線(xiàn)方(fāng)向拋射到導流器擋板上,擋板砂輪(lún)旋轉方向將離心拋(pāo)出的冷卻(què)液以更(gèng)快的速度反射(shè)到(dào)砂輪表麵上,衝掉堵塞砂輪的廢屑(xiè)並射入砂輪(lún)孔隙,冷卻液則(zé)進人工(gōng)件與砂輪的交(jiāo)界麵。冷卻液導流(liú)器(qì)的製造要求精(jīng)確,必須根據(jù)所用(yòng)砂輪的寬度和外形配製。裝置應裝有自動調節機構,使之(zhī)能隨著砂輪(lún)直徑的減少(shǎo)而向下移動,直(zhí)到砂輪直徑減少到原砂輪的20%~25%為止。
由於導(dǎo)流裝置(zhì)衝掉了可能堵塞砂輪表麵孔隙的(de)細小異物,磨床(chuáng)必(bì)須配備良(liáng)好的冷卻液(yè)過濾係統,以保持冷卻液的(de)清潔。所用冷卻液可以是水溶液也(yě)可以是合成潤滑液。常用的壓力為(wéi)2.1MPa的(de)冷(lěng)卻液泵足以驅(qū)動冷卻液進入(rù)導流裝置。控製與砂(shā)輪(lún)自動修整循環聯動的(de)導流器調整裝置需(xū)要使用6.2~7MPa的壓縮空氣。
這種導流(liú)器實際冷卻效果大大超過普通導流器和高壓(yā)冷卻泵,附表是根據G值對新舊裝置進行對比的結果(guǒ)。

使用冷卻液導流裝置後的工件表麵質量得以明(míng)顯改善.工件(jiàn)的尺寸誤差、燒傷、波紋和裂紋等都明顯減少,而且(qiě)冷卻液溫升很小。
如果您有機床行業、企業(yè)相關(guān)新(xīn)聞稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年(nián)11月 基本型乘用車(轎車(chē))產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽(qì)車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲(sī)線切割機床的(de)發展趨勢
- 國產數(shù)控(kòng)係統和數控機床何去何從(cóng)?
- 中國的技術工(gōng)人都去哪(nǎ)裏了?
- 機械老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己!不(bú)倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智(zhì)造,多談點製造(zào)
- 現實麵(miàn)前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳統(tǒng)鑽(zuàn)削(xuē)與螺旋銑孔(kǒng)加工工藝的區別