



如何采用立車進(jìn)行大型工件高精度鍵槽加工
2016-11-18 來源:轉載 作者(zhě):-
介紹大型工件高(gāo)精度(dù)鍵槽因設備(bèi)及工(gōng)位的限製(zhì)而采用立車的刀架上加(jiā)裝一個(gè)銑頭工裝的加工方法,為保證精度對加工的工序(xù)進行了重點說明。
加工大(dà)型工件的高精度(dù)鍵槽通常有兩種方法:第一種,鏜床加工,將工件的鍵槽加工(gōng)部位麵向鏜床主軸進行加工;第二種,用龍門銑床進(jìn)行加工。上述兩種方法都有局限性,第一(yī)種方法需要將工件置於特定的工位(wèi),如需垂直就位,有些工件無法滿足。第二(èr)種方法受限於大型的龍門銑床加工設備,沒(méi)有配置足夠大的(de)龍門銑床就無法加工。現介紹第三種方法:用立(lì)車加工,具體方法為在立車的刀架(jià)上加裝一個銑頭進行加工。
1.實例介紹
我公司目前製作的某項目工件設置有高精度鍵槽。工件直徑8.0m、高度4.0m、質量270t。鍵槽尺寸要求為,鍵槽兩側麵與聯軸麵垂直度要求(qiú)小於0.04mm;鍵槽與內(nèi)圓基準麵對稱差值小於0.05mm。鍵槽平行度,即L1與L2差值應小於0.05mm。
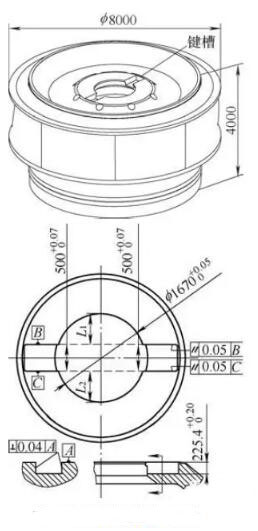
轉輪外觀及(jí)鍵槽尺寸要求
2.加工機床的選定(dìng)
常規的兩種鍵槽加工方式中, 第一種采(cǎi)用大型龍門銑床加工, 公司目前沒有適用於此工件的大型龍門銑(xǐ)床;第二種采用落地(dì)鏜(táng)床(chuáng)加工,將工(gōng)件翻身豎立後,鍵槽朝向鏜床(chuáng)主軸進行加工。但是(shì)此工件直徑8.0m,質量達270t,難以調(diào)整至鏜床加工所要求的狀態。
根據公司現有的設備,計劃鍵槽在12.5m雙立柱數控立車上進行加工。如果采用12.5m立車數控編程、花(huā)盤聯動的方(fāng)式加工,加工後的(de)精度不(bú)可能達到圖樣要求(qiú),因工(gōng)件重,花盤轉動時慣性大,效率低。
根據需加工鍵槽的形狀及要求,在12.5m車刀架上(shàng)加裝一個銑頭工裝,此工裝可以沿著Y向移動。
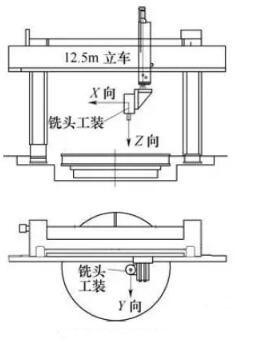
機床及工裝簡圖
3.實際加工(gōng)流程
12.5m立車加裝銑頭工裝後加工鍵槽時,因(yīn)機床本身(shēn)的精度不高,且加裝銑頭(tóu)工裝後(hòu)降低了機床(chuáng)的剛性, 影響最終加工精(jīng)度。最為明顯的是用棒銑刀加工鍵槽側(cè)麵(miàn)時,出現讓刀現象,垂直度遠遠不能滿足圖樣小於0.04mm的要(yào)求。
通過方尺檢查機床精(jīng)度發現,僅Z向移動時垂直度能達到0.01mm/300mm之內(nèi)。僅X向移動時垂直度能達到0.03mm/1 000mm之內。基於機床(chuáng)的實際狀(zhuàng)況(kuàng)以及Z方向垂直度較好的(de)情況,調整了加工方法(fǎ):①利用Z向垂直度好的情況,先鏜基準孔,保證垂直度。②采用盤銑刀加工側麵,加工過程中以鏜好的基準孔加工後的痕跡為參考(kǎo),實時調(diào)整加工兩側邊。
鍵槽先粗加工, 兩側單邊留0.5mm餘(yú)量,鍵槽底部加工到位。鍵槽側邊精加工流程如下(xià):
(1)工裝銑頭以轉(zhuǎn)輪內圓麵(φ 1 670mm)為基準校中心。
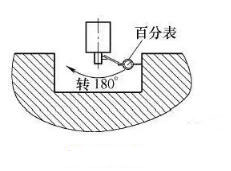
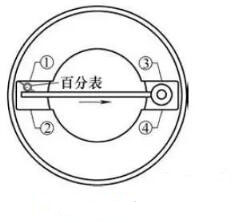
(2)銑頭移動至一(yī)側鍵槽中心處,用(yòng)百分(fèn)表轉180°檢(jiǎn)查粗加工後的鍵(jiàn)槽,內徑千分(fèn)尺檢查槽寬,以確定鍵槽兩側的實(shí)際加工餘(yú)量。
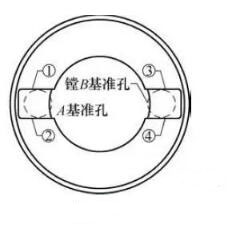
(3)按單邊留0.05mm磨削餘量鏜A基準(zhǔn)孔,檢查基準孔的垂直度及內徑值。銑出①處側邊寬度為5mm的基(jī)準,作為花盤轉180°後校正鍵槽平行度基準用。
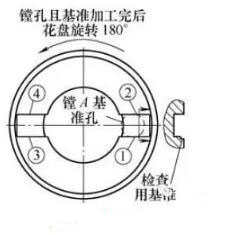
(4)花盤轉180°,校核內圓(φ 1 670mm)尺(chǐ)寸,定中心,銑頭上(shàng)接加長杆架百分表(biǎo)檢查①處加工基準的平行度,驗證機床180°分度是否準確。
(5)鏜出B基準孔,直徑也(yě)為單邊留(liú)0.05mm磨削餘量(liàng)。檢查B基準孔的垂直度、內徑值(zhí)。
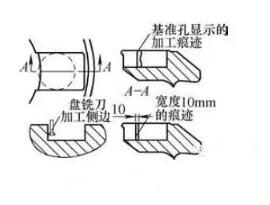
(6)用盤銑刀加工③處鍵槽側邊,鍵槽單邊留(liú)出0.1mm磨削餘量。理論上留有0.1mm餘(yú)量情(qíng)況(kuàng)下,基準孔加工痕跡(jì)寬度為10mm。
盤銑刀切削量鍵槽深度方向控(kòng)製在2mm,加工過程中(zhōng)需要觀(guān)察鍵(jiàn)槽側邊基(jī)準孔的加工痕跡寬度,要求痕跡寬度10mm,根據痕跡寬(kuān)度細(xì)微(wēi)調整盤銑刀加工量以保證(zhèng)鍵槽垂直度及尺寸。
(7)檢查鍵(jiàn)槽③側(cè)邊加工後的垂直度、平(píng)麵度。
(8)花盤轉180°,加工鍵槽① 側(cè)邊(biān), 加工的方(fāng)法同項(6)。檢查①鍵槽加工後的情況(kuàng)。
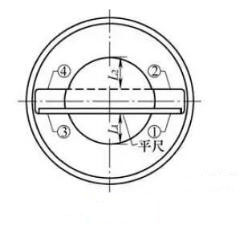
(9)用平尺確認已(yǐ)加工完成的鍵槽①、③的平行度,測量鍵槽與上冠內孔的距(jù)離L1。將內圓及(jí)L1尺(chǐ)寸計算後得出①、③鍵(jiàn)槽餘量。
(10)按上述工序(6)~(8)加工鍵槽②、④。
(11)測量鍵槽寬度尺寸(cùn)、L1、L2和垂直度,計算出鍵槽4條側(cè)邊的磨削量。
(12)車刀架上安裝風動砂(shā)帶打(dǎ)磨設備進行磨削作業,內徑(jìng)千分尺測量基準孔處尺寸(cùn),逐段磨(mó)削鍵槽,使鍵槽表麵粗糙度值及尺寸(cùn)滿足圖(tú)樣要求。
4.結語
實踐證(zhèng)明,用數控立車(chē)上加裝一個銑頭工裝的方(fāng)法加工大型工件的高精度鍵槽,加工過程中因銑頭剛(gāng)性不足可能導致(zhì)無法滿足要求,但通過調查機床的實際精度情況及調整加工工藝(yì),也能很好地保證鍵槽的加工精度及(jí)加工效率。按此方法我公司已經順利加工完成3套(tào)轉輪。
大型工件的高(gāo)精度鍵槽加工, 由於設(shè)備及工位等因素限製, 可采用立車進行加工, 開拓了一種(zhǒng)新的加工思路,對同類型工件的加工具有一定的(de)參考意義(yì)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多
調查")
行業(yè)數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷(xiāo)量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月(yuè) 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文(wén)選萃
| 更多