



基於灰色係統的小型精密機床熱誤差模型
2016-11-7 來源:上海工程技術大學 作者:徐洋,茅健
摘要: 為減少熱誤差對數控機床加工精度的影響,文章利用灰色係(xì)統研究熱誤(wù)差建模。初步(bù)分析機床熱(rè)源後,應用灰色關聯度分析結合模糊分(fèn)類方法優化得到13 組關鍵溫度測點,結(jié)合小型精密五軸機床處(chù)於實(shí)際加工狀態時(shí)的實驗數據,應用GM( 1,N) 灰色結構進行建模。將實際數據與擬合(hé)數據進行對比分析,結果表明此灰色(sè)係(xì)統模型具有計算方法(fǎ)成熟、魯棒性強的特點,適(shì)用(yòng)於機床熱誤差研究。
關鍵詞: 數控機床; 灰色係統; 測點優化; 熱誤差(chà)建模
近年來,高精密加工零件(jiàn)市(shì)場的需(xū)求量(liàng)日益提高,精密及高精密數控(kòng)機床加工中心的精度要求也逐年增長。在影響機床精度因素中,熱誤差所占比例隨著加工(gōng)精(jīng)度的提高,可達到(dào)60% ~ 70%[1],成為影響零件精(jīng)度的主要(yào)誤差因(yīn)素。因此,快速(sù)有效地(dì)控製熱(rè)誤差(chà)是提高機床加工精度的重要方法[2]。目前,國內外學者對如(rú)何控製機床的(de)加工誤差作了大量(liàng)的研究,並提出了許(xǔ)多有效控製機床(chuáng)誤差(chà)的方法: J. Lee 提出將神經(jīng)網絡應用(yòng)於機床(chuáng)熱誤(wù)差(chà)建模(mó)中,使得機床(chuáng)誤差(chà)補償(cháng)技術更進一步[3-4]。Srivastava 在五軸加(jiā)工中心上(shàng)建立了基於HTM 方法的誤差模型[5]。Hong 提出了基於係(xì)統(tǒng)模型適應方法的熱誤差模型[6]。但對於處理複雜(zá)機械零件的加工(gōng)過程中,機床的溫度變(biàn)量會產生耦合,給熱(rè)誤(wù)差分析的精度和魯棒性帶來困難,此外精密機床的熱誤差變化(huà)較為複雜,多數(shù)變量具有非線性的特征(zhēng),所需的熱(rè)誤(wù)差建模方法要求具(jù)有處(chù)理非線性數據的能力。
灰色係統模型對於處理熱(rè)誤差建模中普遍存在的不(bú)確定性問題和隨機現象具有理(lǐ)論指導意義[7]。對於解決已有信息和未知信息的建模問題,有著很好的擬合和預測效果,彌(mí)補了傳統(tǒng)離散模型的不足,並且具有較快的建(jiàn)模和計算速度。本文將對基於灰色係統理論應用於小型精密機床的熱誤差建模進行分析,並結合實際測(cè)量對比擬合結(jié)果。
1. 基於灰色係統的熱誤差模型建立(lì)
1. 1 機床溫度(dù)測(cè)點的優化
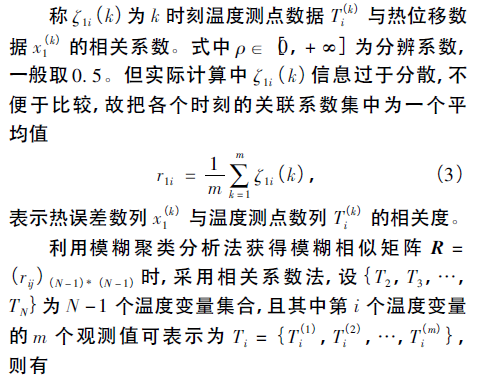
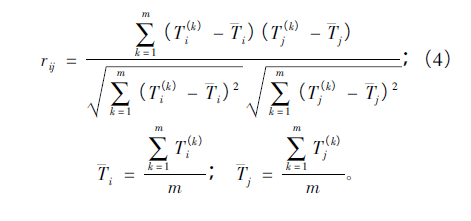
機床的熱誤差研究中,由於溫度場分(fèn)布的複雜性和時(shí)變性,關鍵溫度測點的選取是(shì)一個難點。為獲得準確的溫(wēn)度場需要布置大(dà)量溫度傳感器,這大大增加了工作(zuò)量及試驗成本。此外機床各溫度變量之間存在耦合關係,影響了熱誤差分析中模(mó)型魯棒性。利(lì)用灰(huī)色理論建立灰(huī)色(sè)關聯模(mó)型,分析溫度對熱誤(wù)差的影響程度,按(àn)照一定的準則對溫度變量進行(háng)篩(shāi)選。並結合模糊聚類分析對所選擇的溫度測點進行(háng)相關性的篩選,避免在熱誤差模型中溫度變量產生共線問題,得到最終熱(rè)誤差模型的溫度測點。
設Ti( i = 1,2,3,…,N) 為一組原始數據,為避免數據處理時出現溫度變化(huà)大測點掩蓋小測點的情況,本文通過公式( 1) 進行量(liàng)綱化數據變換,得到新的數(shù)據
1. 2 灰色係(xì)統模型
灰色係統可以在實驗數據很少及未知係統(tǒng)概論分布的情況下通過計算得到係統內在規律。在建模過程中,利用關鍵溫度測(cè)點數據和熱誤差數據(jù)建立GM( 1,N) 模型。
2. 熱誤差模(mó)型的分析應用
灰色(sè)係統理論已經(jīng)被廣泛(fàn)應用於社會、經濟、農業、氣象(xiàng)和軍事等(děng)領(lǐng)域,能夠解決日常生活中的實際問題。隨著信息技術(shù)的快速發展,方便快捷的灰色係統軟件應(yīng)用更廣泛地推進了(le)灰色係統的發展和升級。本文將灰色係統建(jiàn)模(mó)過程(chéng)應用於小型數控機床熱誤差中,通過實測數據結合(hé)模型分析,得出擬(nǐ)合效果較為(wéi)理想的熱誤差模型。
2. 1 機床熱誤差測(cè)量
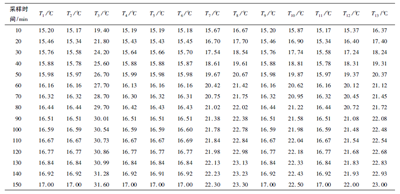
OPS650 高速加工中心(xīn)是采用固定工作台的龍門式結構的精密機床,機床可配置T 型工作台加(jiā)工大型工件( 三軸加工) ,也可配置高精度的A /C 軸工作台對中小零件的(de)複(fù)雜曲麵進行(háng)五軸加工,隻需(xū)1 天時間就可將機床從三(sān)軸加工轉為五軸加工[9],是現代精密加工機床的一個代表。本文在機床熱誤差測(cè)量中應用五軸加工狀態,對熱誤差及溫度測點進(jìn)行測量。結合灰(huī)色(sè)關聯模型和模(mó)糊聚類分析法在機床的13 個關鍵溫度測點[10]位置布置(zhì)溫度傳感器: X,Y,Z 軸螺母T1,T2,T4和導軌選取3 點溫度T5,T6,T9,電機溫(wēn)度T3,主軸前向軸承上(shàng)3 點溫度T8,T10,T12,後軸承上2 點溫度(dù)T7,T13,機床(chuáng)床身(shēn)溫度T11。為了盡可能多地獲得機(jī)床在(zài)動態工作中各個溫度(dù)測點的數值,實驗對加工過程進行測量(liàng),每分鍾(zhōng)進行1 次采樣,總(zǒng)共采集150 組數據。部分采樣(yàng)點的關鍵(jiàn)溫度輸出值如表1 所示。
表1 關鍵溫度測(cè)點的(de)部分采樣
同時,利用球杆(gǎn)儀QC20-W 對機床OPS650 進行熱誤差測量同樣獲取150 組熱誤差值用(yòng)於模(mó)型建立和比較(jiào)分析。測量結果如圖1 所示。
2. 2 灰色係統模型分析(xī)
結(jié)合以上所述150 組數據,進行模型驗證,通(tōng)過公式計算,可(kě)以得出: 係統發展係數a = 0. 1707; 驅動項b = { - 1. 922 812,- 0. 473 910,0. 006 734,0. 099 840,- 0. 451 121,- 0. 038 358,0. 438 905,0. 035 987,0. 151 033,- 0. 075 800,4. 563 818,1. 794 530,- 0. 006 744} ,最後代入公式( 6) 可以(yǐ)得到灰色係統機床熱誤(wù)差擬合(hé)模型。應用MATLAB 軟件對原始數據以及灰色係統擬合模(mó)型進行對比如圖2 所示。
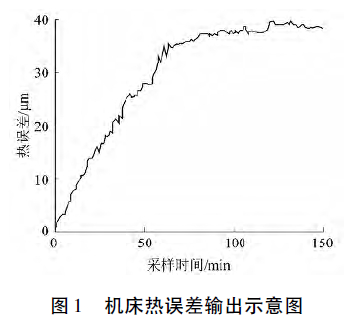
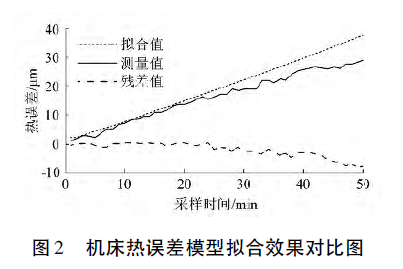
圖2 中(zhōng)取擬(nǐ)合50 組采樣點為例進行模型擬合分析(xī),不難看(kàn)出:①模型對於機床熱誤(wù)差在變化區(qū)域(yù)的擬(nǐ)合效果比較理想(xiǎng),殘(cán)差值基本圍繞零軸分布(bù)。②灰色模型從理(lǐ)論上講是建(jiàn)立一(yī)個(gè)近似的一階微分方程[11],在整體的角度上對模型進(jìn)行(háng)擬合分析。因此,在機床達到熱平衡狀態區域,模型的擬合效果不(bú)盡理想,但殘差波動(dòng)趨於平(píng)穩,對(duì)於熱誤差實際(jì)測量情(qíng)況,可以認為機床的熱誤(wù)差測(cè)量值和擬合值曲線走勢基本一致,從另(lìng)一個角度驗證了灰色係統對於(yú)機床(chuáng)熱誤差建模的(de)研究價值。
3. 結語
1) 小型五軸精密機(jī)床的熱誤差(chà)變化較為複雜,多(duō)數變量具(jù)有非線性(xìng)的特(tè)征,本文應用灰色係統處理熱誤差建模中的數據非線性、不確定係統問題和隨機過程現象,實現了“少信息建(jiàn)模”。
2) 在模型數據擬(nǐ)合後觀(guān)察可知對於上升區域的機床(chuáng)溫度場,模型的擬合效果較好; 在熱平衡狀態區域擬合效果並不理想,但(dàn)波動趨於平穩。因此模型在熱(rè)穩定區域可以考慮尋找另一優化方法相(xiàng)結合(hé),更為準確地實現熱誤差擬合(hé),此設想可在下一步研究(jiū)中進行深入探索(suǒ)。
3) 該灰色係統模型相對於其他建模方法而言,算法較為成熟,且對原始數據要求比較低,適(shì)用於各種複雜加工環(huán)境,並能夠推廣到其他機(jī)床的(de)熱誤差建模中,具有(yǒu)一定的研究價值。
投稿(gǎo)箱:
如果您有機床行(háng)業、企業(yè)相(xiàng)關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業(yè)相(xiàng)關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更(gèng)多
調查")
行(háng)業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車(chē)產(chǎn)量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據