



基於西門子828D係統(tǒng)控製的曲軸連杆頸數控車床的應用分析
2016-9-5 來源:德州德隆(集團)機(jī)床(chuáng)有限(xiàn)責任公司 作者: 鄭翠翠,李 樂
摘 要:曲軸連(lián)杆頸數控車床主軸驅動選用雙級同步帶(dài)減速結(jié)構,主、副主軸是由前(qián)後主副通過一根主傳動杠同步(bù)驅動(dòng),配合使用主(zhǔ)軸同(tóng)步帶張(zhāng)緊(jǐn)結(jié)構,起到消除傳動間隙的作(zuò)用。同時(shí)數控係(xì)統(tǒng)采用西門子828D配全閉環(伺服軸配海德漢光柵尺),這種結構大大降低了主軸驅動同步帶的傳動(dòng)誤差(chà),並且使得前、後主軸驅(qū)動係統誤差可調整性增強。
關鍵詞:全閉環;雙級同步帶減速;曲軸連杆頸數控車床;海德漢光柵尺
0、引言
隨著汽車行(háng)業的逐步(bù)發展,人們對汽車發動機的質量要求也逐漸提高。其中曲軸作為發動機的關鍵部(bù)件,它(tā)的精度決定著整個發動機(jī)的(de)性能。曲軸連杆頸數控加工車床(chuáng)是一款需要有著高精度、高效率的數控加工中心。這時,普通的單級同步帶主軸結構已(yǐ)經(jīng)難以解決機床的加工精度[1]。同時,普通數(shù)控係統的開環、半閉環編碼器就已經達不到加工要求[2]。所以(yǐ)改善主軸傳動節夠、提高數控係(xì)統的(de)版本、增加雙(shuāng)軸的全閉環功能(néng)成(chéng)為整個機床性能提高的關鍵。在曲軸(zhóu)連杆頸數控車床中,將主軸驅動選用雙級同(tóng)步帶減(jiǎn)速結構、數控係(xì)統采用西(xī)門子828D係統(tǒng)、係統增帶全閉環功能(配海德漢光柵尺)[3]應用其中,大大提高了整個曲軸加工的效率與精度。
1、普通的曲軸加工數控車床
1.1 傳統的主軸傳動結構
普通的曲軸(zhóu)加工機床主軸為單級傳(chuán)動(dòng)結構(gòu)(如(rú)圖1所示)。
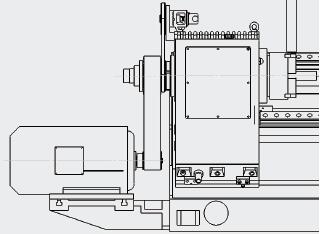
圖1 曲軸(zhóu)加工主軸傳動結構
2、數控係統及光柵尺(chǐ)功能介紹
2.1 西門子828D數控係(xì)統功能介紹(shào)
德國西門子數控係統[4],型號828D可以實現4軸聯動,基於PROFINET的輸入輸出接口可以高速傳輸數據。配西門子(zǐ)伺服主電機(jī),具有高精度、高性能轉速、扭矩及分辨(biàn)率。同時數控係統配備在線測量功能,可以在伺服軸上加入光柵尺(全閉環測量(liàng)係(xì)統),使係統反饋數據更加精確。
2.2 直(zhí)線(xiàn)光柵尺
光柵尺選擇德國生產的海德漢直線光(guāng)柵尺。LB382C距離編(biān)碼光柵尺,信號周期為(wéi)40μm,1Vpp增量信號,準確度等級(jí)為±0.1um。此型號光柵尺與西門子828D係統配合(hé)使用,伺服軸準確定位可達到0.0078˚(實測數值)[5]。機床使用的數控係統為SIEMENS 828D SL,其中係統參數設置需要注意一下參數30200是編碼器的數量;31000=1表示的是光柵尺;30240[0]=1;30240[1]=0。關於其他與光(guāng)柵尺有關的參數需要根(gēn)據實際車削精度做改動。
2.3 曲軸連杆頸數控車床(chuáng)
2.3.1 機床結構優化
本文以曲(qǔ)軸加工數控機床為研究對象,將主軸傳(chuán)動結構(gòu)進(jìn)行優化(huà),主軸傳動優化後的結構(gòu)圖如圖2所示。
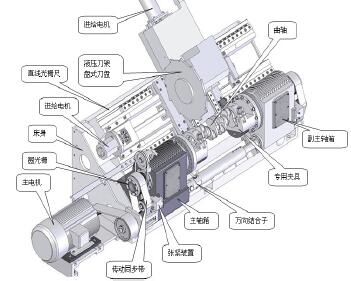
圖2 結(jié)構主視(shì)圖(tú)
在圖中,主副主(zhǔ)軸箱位於(yú)機床的前方,偏心工裝安(ān)裝在各(gè)自的主軸上,工裝之間裝(zhuāng)夾曲軸。主(zhǔ)電機通過同步帶減速驅動I軸,然後通過(guò)I軸及其傳動(dòng)杠將動力一起傳遞到主副主軸上,有效保證了兩主(zhǔ)軸的同步。專用曲軸連杆頸加工刀具安裝在其專用的液壓刀具係統上,通過伺服電機(jī)驅(qū)動滾珠絲杠在滾柱式重載直線導軌上移動(dòng)[6],對外圓、端麵、圓弧等處進行車削。
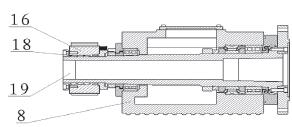
圖3 結構後視圖
圖3中,8為前(qián)主軸箱,16為(wéi)主(zhǔ)軸(zhóu)同步帶輪(lún),18為主軸帶輪漲套,19為主軸。
2.3.2 試車加工精度分析
對工件進行曲軸加工(gōng),測(cè)量隨機選擇(zé)優化前與優化(huà)後(hòu)工件經三坐標測量儀進(jìn)行(háng)檢測,需要加工零(líng)件圖如圖4所示。
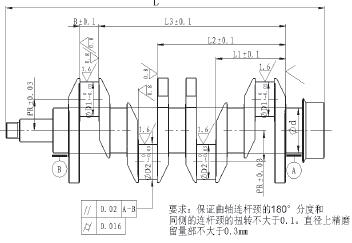
圖4 零件圖
選用特(tè)殊刀具對以上工件內弧進行加工[8],要求工件(jiàn)加工精度小於等於0.01°
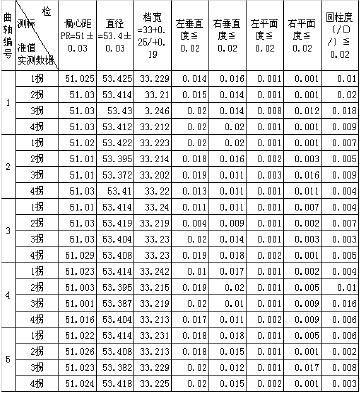
隨機(jī)挑選5件零件分別在普通機床與增加機床優化後(hòu)的機床上進行車削,前後工件精度誤差結果如表1所示。
表1 工件(jiàn)加工精度(dù)表
3、結果
從以(yǐ)上數據得出結果,工件加工左右垂直度符合尺寸公差標準,左右平麵(miàn)度在誤差範(fàn)圍內。同時有保證了工件的圓柱度,尺寸一致性良好。
4 、結(jié)論
曲軸連杆頸數控車床選用(yòng)雙級同(tóng)步帶減速結構,數控(kòng)係統采用西門子828D配全閉環(huán)(伺服軸配海德漢光柵尺),這種結構在(zài)大大降低了主軸驅動同步帶的傳動誤差的同時,又增強了前、後主軸驅動係統誤差(chà)可(kě)調整性[7]。
參考文獻:
[1] 餘峰浩.談數控加工中(zhōng)心的安裝與(yǔ)調試[J].機械工程與(yǔ)自動化.2006,02(3):17-20.
[2] 王(wáng)桂芳.現在數(shù)控機床的測量係統-光柵尺[J].機床於金屬加工2007,10(2):32-37.
[3] 周世紅.光柵尺用於角(jiǎo)度基準研(yán)究的(de)電子學設計和實踐[J].光學機(jī)械,2008,05(11):03-07.
[4] 陳(chén)林,馮偉亭.西門子828D係(xì)統在數控銑床中的應用分析[J].2014,01(18):40-43.
[5] 趙人傑,馬文(wén)禮(lǐ).利用誤(wù)差(chà)諧波補償法提高金屬(shǔ)圓光柵測角(jiǎo)精度[J].儀器儀(yí)表用戶,2009,16(3):25-29.
[6] 範繼紅(hóng),黃國輝.如何(hé)選擇數控加工中心的夾具、刀具[J].現代機械裝備,2009,01(8):57-59.
[7] 濮良貴,繼明剛.機(jī)械設計(jì)[M].8版.北京:高(gāo)等教育出版社.2006.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床(chuáng)產量數據
- 2024年11月 軸承(chéng)出(chū)口情況
- 2024年11月 基本型(xíng)乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數(shù)據
- 2024年11月(yuè) 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國(guó)產數控(kòng)係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多(duō)年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智(zhì)造,多談點製造
- 現實(shí)麵前,國(guó)人沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車(chē)床加(jiā)工(gōng)刀(dāo)具(jù)補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區別