



數控車床床身鑄件的鑄造工藝改進(jìn)
2016-9-1 來源(yuán):沈陽機床銀豐鑄(zhù)造有限公司 作者: 李鵬明 劉源 王(wáng)鑄 張文軍
摘要:介紹了機床床身的鑄(zhù)件結構及技術要求,詳細闡述了該件(jiàn)的原生產工藝(yì):分型麵選擇在地腳麵所在平麵,鑄件收縮率為1%,采用(yòng)開放底返式(shì)澆注係統,直澆道采用4,75 mm耐火管,橫澆道截(jié)麵積為49.5 cm2,內澆道是5根咖30 mm耐火管,內澆道之間的距離為40 mm。生產結果(guǒ)顯示(shì):內澆道附近(jìn)導軌局部表(biǎo)麵有砂眼、粘砂等缺陷,清理困難。分析其原因後,通過更改內澆道位置,擴大內澆道與橫澆道的距(jù)離,並采用雙排橫澆道,較好地消除了床身鑄件導軌產生的砂眼、粘砂等缺陷,使鑄件的出品率(lǜ)提高到89%以上。
關鍵詞:灰鑄鐵;數控車床床身;導軌;工藝改進
隨著數字技術的發展、普及和(hé)柔性化(huà)生產的需要(yào),開始研製具有高(gāo)精度、高效率、高自動化等優點的數控車床。它對國計民(mín)生的一些重要(yào)行業(IT、汽車、輕工、醫療等)的(de)發展起著越來越重要的作(zuò)用,因為這些行業所需裝備的數字化已是現代發展的大趨勢㈣。總體而(ér)言,數控車床是一種高精度、高效率的自動化機床,由數控裝置、床身、主軸(zhóu)箱、刀架進給(gěi)係統、尾座、液壓係統、冷卻係統、潤滑係統、排屑器等部分組成,床身(shēn)是其組成部(bù)分(fèn)的基礎部件,鑄件(jiàn)技術要求嚴(yán)格,不允許(xǔ)有(yǒu)氣孔、砂眼、縮孔等鑄造缺(quē)陷,鑄(zhù)件質量應符合JBn/T 3997標準,嚴格(gé)按照鑄(zhù)件驗(yàn)收技術條(tiáo)件驗收㈣。
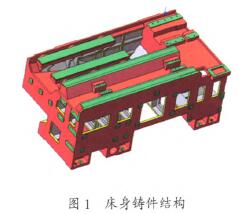
筆者公司生產的床身鑄(zhù)件形狀結構複雜(zá),材料牌號為HT300,最大輪廓尺寸1 745 mmx920minx741 mm,壁厚較厚處25 mm,壁厚較薄處(chù)18mln,平均壁厚20 mm,導軌處壁厚達41 mm,鑄(zhù)件質量1 265 kg,鑄件結(jié)構如圖1所示,其化學(xué)成分(fèn)及力學性能如表1所示。
1、工(gōng)藝難點分析
由於鑄件為床身類零件,2條導軌處壁厚41mrfl,長度1 348 mm,寬度168 mm,內腔筋板壁厚較(jiào)薄,最薄處18 mm,易產生縮孔、裂紋、澆不足等缺(quē)陷。導軌表麵質量要求嚴格,不允許有氣(qì)孔、砂眼、縮(suō)孔等鑄造缺陷,鑄件滑動導(dǎo)軌處硬度為190~255 HBW,鑄件內腔筋板交叉處熱節形成(chéng)可能性較大,極易產生粘(zhān)砂現象(xiàng)。如何設計合理的鑄造工藝,減少(shǎo)鑄件產生的缺陷,滿足(zú)鑄件內在和外在的技術要求,是床身鑄件鑄造生產中的難點。
2、鑄造工藝設計
2.1分型麵和澆注位置的選擇
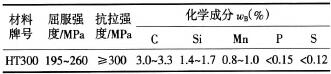
選擇(zé)呋喃(nán)樹脂砂手工木底板造型方法,考慮到鑄件的(de)使(shǐ)用要求和技術要求,鑄件遵循順序凝(níng)固的原(yuán)則,確定選用上、下2箱造型方(fāng)法(fǎ),床身的導軌麵是關鍵表麵,不允許有(yǒu)砂眼(yǎn)、氣(qì)孔、渣孔、裂(liè)紋和縮鬆等缺陷,而且要(yào)求組織致密、均勻,以保證硬度值在規定的範圍內(nèi)。床身導軌截麵比(bǐ)較厚大,最佳澆注位置是導軌麵朝下(xià),分型麵選擇在(zài)地腳麵所在(zài)平麵,如圖2所示。
2.2工藝參數的選擇
分型負數選擇2 mm,均放在下箱,其餘未注(zhù)間隙(xì)為1 mm,未注(zhù)拔模斜度+2 mm,內腔筋(jīn)板拔模斜度單側+3 mm。
2.3澆注係統(tǒng)的(de)設計
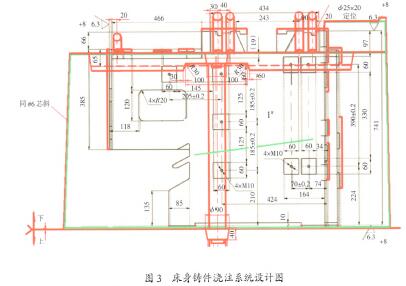
考慮到鑄件(jiàn)壁厚(hòu)較薄,為防止鑄件澆(jiāo)不(bú)足和導(dǎo)軌表麵出現砂(shā)眼等缺陷,設計成開放、底返式(shì)澆(jiāo)注係(xì)統,直澆道采用西75 mm耐火管,橫澆道截麵積為49.5 cm2,內澆道選用4,30 mm耐火(huǒ)管(guǎn)(5根),澆注係(xì)統設(shè)計如圖3所示。
3、生產質量的控製
3.1 模具製備
模具采用紅鬆和多層板製作,保證鑄件模具的整體強度和剛度(dù),在(zài)吊運(yùn)、起模過程中不得有任何變形,模具兩側做出起模裝置,保證吊運起模的安(ān)全性,模具表麵光潔度達到(dào)1級,表(biǎo)麵(miàn)刷油漆[61,鑄造圓角從外模和芯盒做出,模具(jù)采用上、下2箱,分型(xíng)負數2 mm,均在下箱。
3.2造型和製(zhì)芯(xīn)
造型時要注意上箱排(pái)氣定位,保證型腔內排(pái)氣順暢,澆注係統采用專用陶瓷(cí)耐火管,擺放澆道要認真仔細,防止散砂(shā)進入澆注係統內。製芯過程(chéng)中芯盒和(hé)附件要放(fàng)置準確,以防起芯困難,出氣棒(bàng)放在出氣(qì)定(dìng)位凹槽內(nèi),共6處,芯(xīn)頭下部要放出氣棒,防(fáng)止澆注時排氣不順,導致鑄件產生缺陷(xiàn)。
3.3鑄型裝配
鑄型裝配前要檢查芯頭、外型排氣眼是否通暢,砂型是否清理幹淨,是否有漏塗塗(tú)料,下完芯後,芯吊(diào)要用新製樹脂(zhī)砂填補,並刷2遍鋯英粉塗料,點火烘幹(gàn)後,再次檢查尺寸(cùn)形狀是否符合圖紙,澆(jiāo)冒口係統內和型腔內是否幹淨,芯頭間隙是否填(tián)嚴,防止鐵液鑽入或者跑火。在下箱(xiāng)箱口處圍一圈石棉繩和一圈耐火(huǒ)泥,壓上紙條檢查尺寸,確定合格後再合箱,箱口用型砂塞(sāi)緊,防止澆注跑火,然後放好澆口盆(pén)準備澆(jiāo)注15]。
4、生產結果
經過實際生產首件驗(yàn)證,使(shǐ)用原工(gōng)藝生產的鑄件,鑄(zhù)件導軌大部分(fèn)表麵(miàn)質(zhì)量良好,鑄件組織致密,力學性能和化學成分均達到技術要(yào)求。但在內澆(jiāo)道附近導軌局部表麵有砂眼、粘砂等缺陷,清理困難,使(shǐ)後(hòu)續加(jiā)工環節困難增大。5工藝改進及效果
5.1 工藝改進
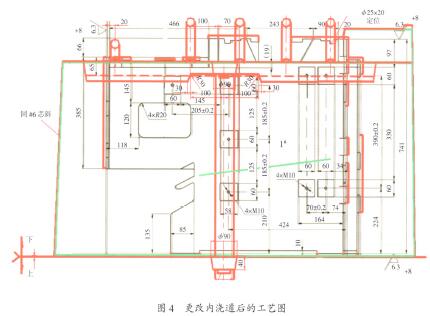
導軌表麵粘砂的主要原因是內(nèi)澆道分布比較集中,容(róng)易引起過熱(rè),造成鑄件粘砂,為(wéi)此將內澆道之間的距離從原來的40 mm改為150 mm、170 mm。改進後的新工藝如圖(tú)4所示,內澆道開設位(wèi)置和數量按照順序凝固和(hé)補縮原則來確定,因此(cǐ)將內澆道開設在厚壁處(導軌端麵處),使鑄(zhù)件厚大部分(fèn)得到較充分地補縮,避免出現縮孔、縮鬆等鑄造缺陷(xiàn)。
內澆道適當遠離(lí)橫澆道可減小鑄件的鑄造應力和變(biàn)形,為此,新工藝采用雙橫澆道,目的是(shì)控製金屬液充(chōng)填鑄型的速度及充滿鑄型所需的時間,使金屬液平穩均勻、連續地充滿型腔,阻止熔渣、氣體以及砂粒、金屬氧化物等隨金屬液進入型腔,使金屬液有合適的上升速度,使鑄件進行順序凝固。
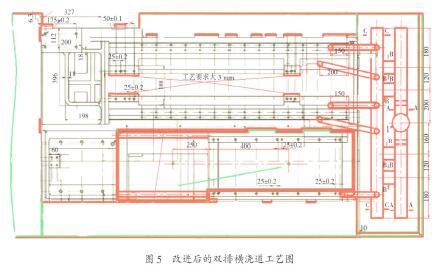
據資料(liào)分(fèn)析㈣,鐵液中(zhōng)對應直徑1 mm的渣(zhā)團,其懸浮速度為0.37 m/s,相當於0.25 kg/cmz·S的比流量,該值比實際應用的最小比流量0.35kg/cm2·S還小。因(yīn)此,要(yào)在橫澆道內捕獲更小的渣團,需要(yào)更低的流速和更大的橫澆道(dào)截麵積,將(jiāng)橫澆道截麵積擴大、做高,如F橫/F內=2~4,但橫澆道太大會浪費金屬,故采用雙(shuāng)排(pái)橫澆道,工藝如圖5所示。
5.2改進(jìn)後效果
(1)改進後,原有的鑄件導軌局部表麵粘砂現象完全消除,鑄件表麵質量滿足(zú)JBn/1’3997技術要求。
(2)導軌表(biǎo)麵的砂眼缺陷也已完全消除,雙橫澆道(dào)阻渣能力更強,更(gèng)容易阻止熔渣顆粒進入鑄(zhù)件,內澆道放(fàng)在導軌上麵(miàn),使鑄件實現順序凝固,避免(miǎn)鑄件厚大部分出現縮孔、縮鬆缺(quē)陷,提高了鑄件的出品率,使其達(dá)到(dào)89%以上。
6、結束語
針對(duì)數控車床床(chuáng)身鑄件導(dǎo)軌處易產生粘(zhān)砂、砂眼、熔渣等缺陷問題,分析其產生的原因,通過對原鑄造(zào)工藝進行改進,更改(gǎi)內澆道位置,使(shǐ)內澆道距離橫澆道(dào)更遠,並采用雙排橫澆(jiāo)道,較好地解決了床身鑄件導軌產生砂眼、粘砂等缺陷。
參考(kǎo)文獻
【1】王文(wén)清,李魁盛.鑄造工藝學【M】.北京:機械工業出版社(shè),2002.
【2】陳琦,彭兆弟.鑄造技術問題對策【M].北京(jīng):機械工業出版(bǎn)社2001,
【3】中國(guó)鑄(zhù)造(zào)協會.鑄造工程師手冊[M].北京:機械工業出(chū)版社2007
【4】郭林.破碎(suì)機前端的(de)鑄造生產【J】.鑄造技術,2011,(01):139—141
【5】林鈺傑(jié),吳寶成.鑄態QT600—10的生產(chǎn)工藝叨.現(xiàn)代鑄鐵,2014,(04):32—34.
【6】糟國睿.141氣缸蓋鑄件鑄造缺陷的防止措施叨.現代鑄鐵,2015,(03):42—45.
【7】黃政.離合器殼體鑄件缺陷分析(xī)與防止措YgO].鑄(zhù)造技術,201 1,(01):39—41.
投稿箱:
如(rú)果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
")
業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床(chuáng)產量數據(jù)
- 2024年(nián)11月 軸承出(chū)口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數(shù)據
- 2024年11月(yuè) 新能源(yuán)汽車(chē)產量數據
- 2024年11月(yuè) 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據(jù)
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬(shǔ)切(qiē)削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據(jù)
- 2028年(nián)8月 基本型乘用車(轎車)產量數據