



多軸車床非圓車削加工的實現
2016-8-12 來源(yuán):中國工(gōng)程物(wù)理研(yán)究院機械製造工藝研究所 作者:李廣正 李佳偉 周茂書
摘要:創新性(xìng)的提出了一種非圓車削加工方法。非圓車削相比與銑削加(jiā)工方式具(jù)有刀具適應性強的特(tè)點,加(jiā)工特殊(shū)結構零件時能極大(dà)的提高加工(gōng)效率、降(jiàng)低成本。該方法利用多軸車床現(xiàn)有功能,通過增加Y軸運動,解決了傳統非圓(yuán)車削中不可避免的刀具工作角度變化的問題,同時討論了非圓規(guī)則截麵車削的編程方(fāng)法,通過加工驗證該方法是可行的。
關鍵詞:非(fēi)圓車削;多軸車床;偏心(xīn)圓弧(hú);刀具工作角度
0、引言
車削加工和銑削加工是機械(xiè)加工中最常用的兩種(zhǒng)加工方式,其各自有明確(què)的加(jiā)工對象、刀具以及編程方法(fǎ)。傳統的車削方法隻能加工回轉類結構的零件。對於非圓截麵(如凸輪)或是回轉體(tǐ)上有凸台等結構的零,件,傳統車床是(shì)無(wú)法加工(gōng)的。

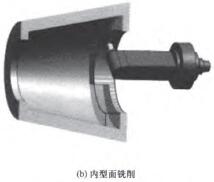
圖l典型的非回(huí)轉體零件加工
如圖1所示,若(ruò)采用側刃銑削外型麵,則要求刀具具有(yǒu)較(jiào)長(zhǎng)的刃長,而在對工件內腔進行銑(xǐ)削時,為了避免刀具幹涉(shè),常采用角(jiǎo)度頭加球頭銑刀的加工方式(shì),刀具剛度減弱,切削條件惡劣,切削表麵質量差且切削效率也受到影響。而車削過程中切削路徑為連續軌跡,切削質(zhì)量通(tōng)常較高,且(qiě)車刀(dāo)不受工件(jiàn)曲率半徑約束,對零件適應性(xìng)較好。因此,對於特殊的非回轉體類零件,以車(chē)代銑是工藝優(yōu)化的方向(xiàng)。
從幾何形狀上看,非圓截麵上各處(chù)徑向尺寸隨轉角(jiǎo)連續變化,為了實現(xiàn)非圓截(jié)麵的車削,最(zuì)直接的方式就是在一(yī)個車削回(huí)轉周期上進行快速的X軸(zhóu)徑向插補,文獻中利用UG和MALAB軟(ruǎn)件生成可用(yòng)於車床的數控代碼n】,但是此時刀具的工作(zuò)前(qián)後角隨著轉角不(bú)斷變化,尤其是在非圓度較大的地方。這種切削角度不斷變化會引起切削力波動(dòng),影響(xiǎng)加工(gōng)表麵質(zhì)量,還可能存在負後角的地方,發生刀具幹涉。文獻【2】基於傳統兩軸(zhóu)機床,設(shè)計了一種複合機構,控製刀具的位置與姿態,使刀具保持理想的工(gōng)作角(jiǎo)度,但是需要額外的運動機構和控製係統,實現起來較複(fù)雜(zá)。
為了實現恒定的刀具工作角度,筆者利用(yòng)機床已有的功能,在不增加額外運動機構的情況下,提出(chū)了一種新的非圓截麵車削加工方案(àn)。
1、恒角度(dù)非圓車削實現(xiàn)
凸輪為典型的非圓零件,如果把凸輪作為驅動件(jiàn),從動件為假想刀具,接觸點(diǎn)為假想切削點,則研(yán)究凸輪機構中接觸點的(de)運動軌(guǐ)跡(jì)可以幫助理解刀具在非圓車削時(shí)的運動(dòng)軌跡與姿態。根據從動件的幾何形狀,可分為三種情況:1)尖底;2)滾子;3)平底,三種凸輪機構及其對(duì)應接觸(chù)點的法(fǎ)向矢量示(shì)意如(rú)圖2所示。
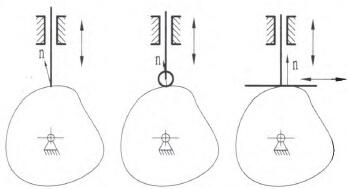
圖2凸輪機(jī)構接觸點法向矢量示意
刀具的工作基麵是根據切削速度矢量建立的,根據文獻【2】,非圓車削時的合成切削速度方向即為非圓輪廓曲線過(guò)切(qiē)削點的瞬時切線方向。在尖(jiān)底(dǐ)和滾子凸輪機構中,過接觸點的瞬時切線方(fāng)向都在不斷(duàn)變化,因此為了實現恒定刀具工作角度,需要根據非圓輪廓調整刀具的姿態。而在平底凸輪(lún)機構運動過程(chéng)中,接觸點在非圓輪廓上的切線方向保持為水平方向,此時接觸點並(bìng)不在對稱中心處,若刀具的切削點與(yǔ)凸輪接觸點重合,此時刀具有恒(héng)定的工作角度。
傳統車削(xuē)加工一般(bān)要求刀心通過工件(jiàn)回轉中心以獲得理想的(de)工作角度,而(ér)在非圓車削中,為了實現切削過程中(zhōng)刀具(jù)恒定(dìng)的工作(zuò)角度,則要求刀(dāo)具(jù)“偏心”,這也是非圓車削中刀具恒定(dìng)工作角度實現的關鍵。
筆者利用的是一台配備有SIMENS840D係(xì)統的具有CⅪ億四(sì)軸聯動的車床,從原理上(shàng)能夠(gòu)滿足上述非圓車削的要求。然而要實現車削加工,還需要數控程序的(de)支持。
2、編程方法
常規的車削僅需要對xz軸進行編程,即對回轉體母線輪廓進行編程,主運(yùn)動為主軸回轉。而非(fēi)圓車(chē)削是對單(dān)個截麵進(jìn)行編程,即CXY軸編(biān)程,主運(yùn)動為C軸進給,車削完一個截(jié)麵C軸進給360。,編程方式(shì)類似於加工中心。
目前的數控插補以直線和圓弧(hú)插補(bǔ)為主,本文也僅討論由直(zhí)線和圓弧組成的非圓截麵的車削編程。事實上,任意曲線都能以(yǐ)給定的誤(wù)差用圓弧曲線和直線進行擬合,因此采用本文的加工方式,理論上(shàng)能夠實現任意非圓輪廓的車削【3】。
本節(jiē)首先討(tǎo)論單段直線和圓(yuán)弧輪廓的編程方(fāng)法,然後再討論各段在相切和相交(jiāo)時兩種情(qíng)況的編程。本節示意圖的視圖均為操作者朝(cháo)向主軸方向,主軸(zhóu)順時針旋轉為正。
2.1單(dān)段輪廓的編程方法
2.1.1同心圓弧的車削
圓弧圓(yuán)心位於工件回轉中心,此情況即為常規的車削,此時刀具定位到象限點,保持(chí)靜(jìng)止,C軸(zhóu)進給,其運動示意如圖3(a)所示,編程格式(shì)為(wéi):
其中X值為圓(yuán)弧半徑值,Ic為圓弧(hú)的角度增量。
2.1.2直(zhí)線的車削
由於直線的(de)法(fǎ)向矢量為恒定的,因此在直線段的車削時,刀具僅產生Y軸(zhóu)位移對工件進行(háng)拉削,此時c軸靜止,其運動示意如圖3(b)所示,編程格式為:
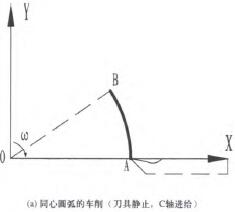
圖3非圓(yuán)車削運動(dòng)示意圖
2.1.3偏心圓弧的車削
前(qián)麵兩種情況(kuàng),或者刀具靜止或者C軸(zhóu)靜止,運動關係比較清楚,當圓心不在回轉中心時,實際運動(dòng)軌跡(jì)為C軸進給與刀具進(jìn)給的合成(chéng)運動(dòng)。
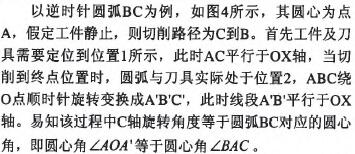
更進一步,在O X軸插入點O’,使(shǐ)得00’=AC=A’B’,由於線段Ac和A’B’均(jun1)平行於0X軸,則四邊形OACO。和OA’B’O’都構成了平行四邊形,使得0.C=OA=OA’=O’B’,則點C、B’落在圓心為O’的圓弧上,其(qí)半徑值為回轉中心距BC圓弧中心點A的距離(lí)。由於B點的任意性,因此在刀具切削圓弧BC上任意一點時,其實(shí)際切削點都(dōu)落在圓弧CB”上,則切削點(刀具)的實際運(yùn)動軌跡為圓弧cB’。
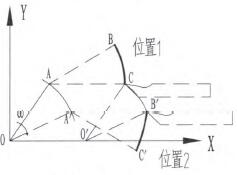
圖4偏(piān)心圓弧車削不意
在明確了工件及刀具的運動軌跡後,可以得到該類圓弧(hú)加工的編程格(gé)式為:
其中XY為終點(diǎn)B’的(de)坐標值,IC為偏(piān)心圓弧對應圓心角。
當切削圓(yuán)弧為順時針方向時,可(kě)以得到相同的結論。需要說明(míng)的是,如圖4所示(shì),切削的圓弧CB為逆時針方向,而刀具的(de)實際軌跡圓(yuán)弧CB’為順時針方向,因此在(zài)G0幼303的判斷上要與(yǔ)常規相(xiàng)反(fǎn),且CR值為回轉中心到圓弧中心距離,而非圓弧(hú)BC的(de)半徑值。
2.2輪廓間過渡
由於在任意(yì)切削點位置,該點的法向矢量都要滿足與X軸線平行,因此在每段輪廓加工開始前,工件都先進行定位,以滿足矢量(liàng)要求,通常選擇(zé)直線段作為初始(shǐ)加工輪廓。在進行下一段輪(lún)廓加工時,如果輪(lún)廓之間保持相切,切點處法向矢量保持不變,則工件不需要(yào)重新定位,加(jiā)工程序隻需把各單段輪廓連接起來即可。
圖5相交輪廓處過渡(dù)示意
若相鄰輪廓不相切,則需要(yào)在兩段輪廓之間增加一行過渡程序段(duàn),對(duì)工件進行定位,以滿足切削起始點的法向要求。如圖5所示,在相交點B處,刀具與切削點B相對位置保持固定,C軸(zhóu)進給,因此刀具做圓(yuán)弧插補(bǔ),圓心為回(huí)轉中心,重新定位後,工件(jiàn)與刀具從位置ABC變換成位置~BIC’,該程序段(duàn)刀具實際不發(fā)生切削。過渡段編程格式如下(xià):
其中xY為定位完成後終點B’坐標值,CR為回轉中心到(dào)切削點距離,IC為上一段輪廓結束到(dào)下一段輪廓開始C軸需要定向的角度增量(liàng),若該角度值為正值(zhí),則圓弧應為順(shùn)時針,若角(jiǎo)度值(zhí)為(wéi)負值,則圓弧應為逆時針。
3、試(shì)驗結果
圖6為一非圓輪(lún)廓,輪廓關於X軸對稱,由l段直線和3段偏心圓弧組成,在點A、D處輪廓相(xiàng)交,其餘輪廓相(xiàng)切(qiē)。試驗件采用2A12硬(yìng)鋁進行車削,機床為DMG公司生(shēng)產的四軸車床,數控係統為(wéi)S玎怔(zhēng)NS840D。
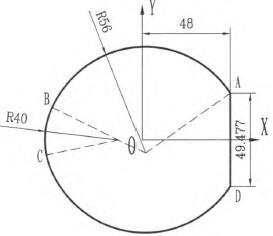
圖6非圓試驗件尺寸圖示及加工程序
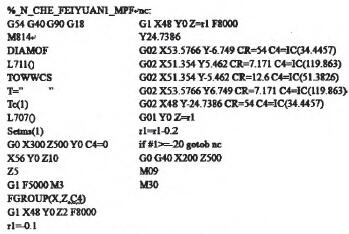
常規多軸車床中C軸的使(shǐ)用一般用於對工件進行定位和分度,即使(shǐ)在程序段中進行多軸的編程,C軸(zhóu)與各軸也是分步進給的,但本文提(tí)出的非圓(yuán)車削方法中,C軸與XYZ進給軸必須進行聯動才能實現準確的切削路徑,因此需要在程序中加入FGROuP(x,Y,z,C)程序段,此命(mìng)令(lìng)用於協同各軸進給速度,此後程序段中F值單(dān)位為度(dù)/每分鍾(zhōng),程(chéng)序尾調(diào)用F(iRouP()取消(xiāo)。
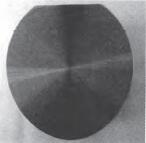

圖7非圓車削加工試驗件
試驗件(jiàn)中非圓車削等效每轉進給為0.2,車削表麵粗糙度小於Ra3.2,通過引入宏變量,還可以實現變截麵的車削,相(xiàng)比(bǐ)於銑削方式,加(jiā)工(gōng)更靈活。
4、結論
本文創新的(de)提出了一種非(fēi)圓車削加工方(fāng)法,該方法解(jiě)決了傳統非圓車削中刀具工作角度不恒定的問題,同時討論規則非圓截麵車削(xuē)的編程方法,利用手工即(jí)可實現非圓車(chē)削的編程,避免了常規非圓車削需借助CAM軟件采集離散點的繁瑣。通過加工驗(yàn)證,該方法是可行的。
該方法可應用於一般非圓輪廓截麵的車削,如凸輪軸、橢圓(yuán)軸的加工,可先利用(yòng)相切(qiē)圓弧逼近非圓曲線,再根據本文提到編程方法進行加工。也可應用於一般異形結構零件,根據零件的結(jié)構(gòu)構造規(guī)則非圓截麵曲線,通過非圓車(chē)削去除大部分加工餘量,圓(yuán)角部分用銑床進行清根(gēn),相比傳統的工藝方法,能極大提(tí)高加(jiā)工效率。
參考文獻:
【l】王少雷,梁建明,王占(zhàn)英,等.非回轉工件(jiàn)基(jī)於三(sān)軸數控車床的加工方法【J】.煤礦(kuàng)機械,2014,9(35):146.147.
【2】吳丹。王先逵,趙彤,等(děng).非圓車削中刀具運動實現(xiàn)方法【J】.清華大學(xué)學報(bào),2003,43(11):1472.1475.
【3】黃(huáng)標,李紅.用彼此相切圓弧等誤(wù)差(chà)逼近(jìn)非圓曲線fJ】.現代製造工程。2003,8:19—20.
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關(guān)信息
金(jīn)馬")
業界(jiè)視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數(shù)據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據