機床")



摘要: 隨著雙主軸機床在製造(zào)業中越來越廣泛地應(yīng)用,將原有機床(chuáng)升級改造為雙主軸機床成為一項新的課題。以沈陽機床廠生產(chǎn)的HTC16 型數控車床為例,進行副主軸的設計與(yǔ)計算(suàn)。用(yòng)疊加(jiā)法推導出副(fù)主軸的端(duān)部位移計算表達式(shì),並計算出結果(guǒ),在理論上保證副主軸的剛度滿足要求。利用Creo 繪(huì)圖軟件(jiàn)繪製出副(fù)主軸的(de)三(sān)維實體模型,導入(rù)ANSYS Workbench軟(ruǎn)件中建立模型,進行相關的有(yǒu)限元分析。通過靜態分析得到副主軸在特定工況(kuàng)條件(jiàn)下(xià)的靜態力學特(tè)性,通過模態分析得到(dào)副主軸的振動特性和極限轉速(sù)。這些結果驗(yàn)證出副主軸的剛度和(hé)強度滿足要求,轉速設置合理,對提高副主軸的設計質量具有一定參考(kǎo)價值。
關鍵詞: 副主軸; 有限(xiàn)元分析; ANSYS Workbench; 靜態分析; 模態分析
近些年來,隨著設計理(lǐ)念的發展進步,柔性化、複合化(huà)、高速化已成為當今國內外數控機床發展的(de)重要趨勢。雙主軸機(jī)床加工零(líng)件時,在正主軸完成工件左(zuǒ)邊部分的加工後,副主軸可在不停車狀(zhuàng)態下(xià)對已加工部位夾持轉移,然後進(jìn)行工件未加工部分的車削內容,從(cóng)而實(shí)現零件的完全加工。這樣一次裝夾完成零件的大部(bù)分甚至全部車削任務,減少了加工輔助時間,沒有再次定位的過程,提高了零件的加工精度,特別是形位精(jīng)度,很(hěn)好地體現出了複合加工理念(niàn),此種機床已經在(zài)製造工業中發揮著越來越重(chóng)要的作用[1 - 3]。本文以沈(shěn)陽(yáng)機床廠生產的HTC16 型數(shù)控車床為對象,旨在將其升級改造(zào)為雙主軸車床,進行副主軸的設計分析。
主軸是(shì)機床上非常(cháng)關鍵(jiàn)的部件,其靜、動(dòng)態特性在很大程度上決定了機床的加工質量。為了提高機床設計水(shuǐ)平,各企業研發部門在設計過程中越來越多地(dì)采用了一些現代設計方法。車床在不同激振頻(pín)率的(de)動載荷作用下(xià),各部件反映在刀具與工件(jiàn)切削處的綜合位移中主(zhǔ)軸(zhóu)組件所占的比(bǐ)重(chóng)最大(dà),主軸組件未(wèi)處於共振狀態下產生的(de)影響(xiǎng)占30% ~ 40%,
處(chù)於共振狀態下產生的(de)影響占60% ~ 80%。因(yīn)此,在機床樣機製造之前,利用有限元軟件對主軸靜、動態特性進行分析是十分必要的,這對主軸乃至機床的設計製造具有重要意義[4]。
本文采用有限元軟件ANSYS Workbenchl 4. 0,對所設計(jì)的副主軸進行靜態和動(dòng)態分析(xī)。由靜態(tài)分析得到主軸在特定工況下的最大變形量和最大應力值,用以驗證其(qí)強度和剛度是否滿足要求; 由(yóu)動態分析得到主軸的固有頻率和振型,進而可以判斷轉速設置是否合(hé)理。
1 、副主(zhǔ)軸結構設計及驗算
根據HTC16 數控機(jī)床的相關技術參數和對副主軸生產能力的設計要求(qiú),選(xuǎn)定副主軸的構造為背包式副主(zhǔ)軸,通過一定的計算過程,確定副主軸的結構尺寸,並對其進行驗算[5 - 7]。
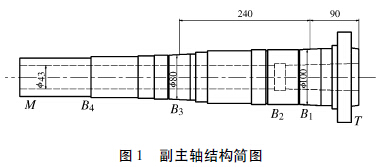
副主軸的結構如圖1 所(suǒ)示,主軸有3 個支承:前支承依靠雙列圓柱滾子軸承NN3020K( 安裝在B1處) 徑向定位,依靠雙向推力角接觸球軸承234420( 安裝在B2處) 軸向定(dìng)位,中部支承依靠雙列圓柱(zhù)滾子軸承(chéng)NN3016K( 安裝在B3處) 徑(jìng)向定(dìng)位,沒有軸向定位; 後支承依靠深溝球軸承6214( 安裝(zhuāng)在B4處) 徑向定位,沒有軸向定位。三支承(chéng)中前、中支承為主,後支承為輔助支承,主要為了承受同步帶傳動的壓(yā)軸力。同步帶輪安裝在M 處,依靠一對脹套連接緊固。電動機功率7. 5 kW,轉(zhuǎn)速依照機床主軸設(shè)定為200 ~ 4000 r /min。
後支承列出(chū)靜力學方程可知,這是一個一次超靜定問題,根據文獻中(zhōng)計算三支承主軸的(de)剛度的方法(fǎ),將主軸組(zǔ)件看作是(shì)主軸剛性、支承彈性和主軸彈性、支承剛性的疊加[8],進而找到超靜定問題的變形協調條件,對本文中的副主軸進行(háng)分析計算[9],得出端部位移的(de)計算表達式為:
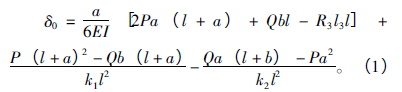
式中: E 為彈性模量(liàng),Pa; I 為主軸的慣性矩,mm4 ; a 為主軸的懸伸(shēn),mm; l 為主軸的跨距,mm; b 為主軸後(hòu)端載荷作用點與主支承之間的距離,mm; l3為輔助支承與主支承之間的距離,mm; P 為主軸前端部(bù)徑向載荷,按集中處(chù)理,N;Q 為主(zhǔ)軸後端部徑向載荷,按集中處理,N; R3為(wéi)支承3 處的支反(fǎn)力,N; k1、k2為支承1、支承2處軸承的徑向剛(gāng)度,N/mm。將公(gōng)式中各個常(cháng)量的(de)數值帶入,計算(suàn)得到副主軸端(duān)部位移(yí)為(wéi)0. 002 65 mm,這(zhè)一位移值在機床最大精度的(de)允許範(fàn)圍內(nèi),副(fù)主軸的剛度是滿足要求的。
2 、副主軸的靜態分析
2. 1 有限元模型的(de)建立
用三維軟件Creo2. 0 建(jiàn)立(lì)副主軸的三維實體模型,另存為Parasolid 文件( * . x_ t) ,並(bìng)通過此文(wén)件導入到ANSYS Workbench 的分析項目中[10]。為便於分析和提高計算效率,需要對主軸結(jié)構進行必要的簡化,在不影響最終計算精度的前提下,螺紋(wén)、鍵槽、油孔等按實體處理,忽(hū)略退刀槽、倒角等(děng)局部特征。材料為45 號鋼,默認設定為結構(gòu)鋼,利用自動網(wǎng)格對(duì)其劃分單元。網格劃分後的有限元模型如圖3 所示,合計節(jiē)點數96 434,單元數為(wéi)56 328。

2. 2 添加約束和載荷
副主軸通過(guò)4 個軸承定位,前端雙列圓柱滾子軸承和(hé)推(tuī)力球軸承組合限製主軸(zhóu)的徑向移動(dòng)和軸(zhóu)向移(yí)動(dòng),添加約束(shù)時(shí),可以將這兩個軸承當成(chéng)一個約束處理,在與圓柱滾子軸承NN3020K - w33 內圈接(jiē)觸的軸頸表麵(miàn)上添加X、Y 和Z 3 項移動約束和X、Y 兩向轉動約(yuē)束; 在與圓柱滾子軸承NN3016K- w33 和深溝球(qiú)軸承6214 內圈接觸的軸頸表麵上添加X、Y 兩項移動約束和X、Y 兩向轉動約束。主軸在工作中主要承(chéng)受5 個載荷(hé): 同步帶傳動施加在主軸後端的驅動力矩,同步帶傳動產生的壓軸力,刀具施加在主軸前端的切削阻力矩、背向力和進給力(lì)。
在電機(jī)功率恒定、低速重載時,主軸受力(lì)和變形最大,所以選擇低速加工時的情況進行分析。本(běn)文所設計的副主軸的(de)電動機功率為7. 5 kW,根據(jù)公(gōng)式nj = nminR0. 3n計算得傳(chuán)遞全功率的最低轉速即計(jì)算轉速約(yuē)為500 r /min,由此計算出副主軸最大轉矩T = 143 N·m。機床平穩切削時,主軸周向受力可視為處於平衡狀態,驅動力矩和切削阻力矩大小(xiǎo)相等方向相反,均為143N·m,各(gè)加載在主軸後端連接(jiē)脹套( M 處) 的表麵和前段最大軸徑( T 處) 表麵上。同步帶傳動的壓軸力根據公式Fτ = 1000Pd /v計算得1890N[11],加在主軸後端M 處(chù)軸頸表麵;背向力根(gēn)據公式Fp = 0. 5Fc,計算得(dé)893. 75N,加在(zài)主軸前端T 處軸頸表麵; 進給力根據公式Ff =0. 4Fc,計算得715N,加(jiā)在主軸前(qián)端麵[12 - 13]。
2. 3 靜態分析結(jié)果
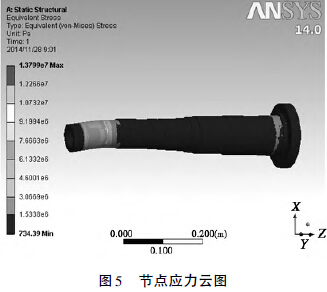
經過計(jì)算得出結果,圖4 所示為副主軸的節點位移(yí)雲圖,圖5 所示(shì)為副(fù)主軸節點(diǎn)應力雲圖。從圖中看出,副主軸最大變形量約為0. 008 mm,發生在後端連接(jiē)帶輪處,小(xiǎo)於機床設計手冊的(de)推薦值,副(fù)主軸最大應力為13. 8MPa,小於45 號鋼的(de)許用應力60MPa,應力(lì)最大點位於副主軸後端圓柱麵上,為擠壓應力。副主軸的強度和剛度均滿足要求(qiú)。

3 、副主軸的(de)模態分析
3. 1 有限(xiàn)元模型的建立及添加約束
模態分析中副主軸的建模(mó)與單元劃分與上文靜態分析中的完全相同。在施加約束時,由於阻尼對橫向振動固(gù)有特性的影響很小,所以在分析中各支撐處的阻尼忽略不計,前(qián)支撐雙向推力角接觸球軸承的剛度很大,在添加(jiā)約束時可以隻(zhī)考慮徑向剛度的影響。所以施加約束如下:
B1處表(biǎo)麵,施加z 向固定約束(shù)和彈性支撐約束;B3和B4處表(biǎo)麵(miàn),施加彈性支撐約束。軸承的(de)徑向剛度值可由此公(gōng)式計算得到:Kr = dFrdδr= 3. 39F0. 1r l0. 8
a( iz) 0. 9 cos1. 9α。( 2)式中: Fr為作用在軸承上的(de)徑向載荷; la為滾子的(de)有效(xiào)長度; i、z 為滾子(zǐ)的列數和每列的滾子數;α 為接觸(chù)角。
經計算,B1處軸承徑向剛度值為1. 88 × 109N/m,B3處軸承徑向剛度值(zhí)為1. 34 × 109 N/m,B4處軸承徑向剛度值為2. 35 × 108 N/m。
3. 2 模態(tài)分(fèn)析結果
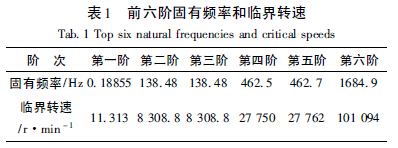
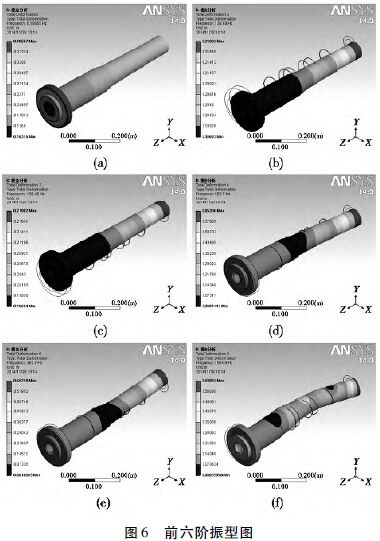
經過分析計算,得(dé)到副主軸的前六階固有頻率與振(zhèn)型圖,分別見表1,如圖6 所示。主軸臨界轉速與主軸固有(yǒu)頻率間的轉換(huàn)公式為n = 60 × f,由此可得電機主(zhǔ)軸的(de)前6 階臨界轉速。
由振動學理論知,當主軸以臨界轉速轉動時(shí),將產(chǎn)生共振,使其撓度很大,主軸將強(qiáng)烈振動,導致壽命下降。設計主軸時(shí)必須保證主軸轉速範圍不與(yǔ)共振區重合。副主軸的轉速範圍(wéi)設置為200 ~4000 r /min,從表1 看出,副主軸的工作轉速避開了(le)共振區,能使加工精度得到保證,可見轉速設(shè)置是滿足要求的。
4 、結(jié)束語
本文由機(jī)床改(gǎi)進要求和初始條件設計出HTC16 數控機床副主軸的(de)結構尺寸,通過副主軸的靜態特性分析,計算出其在極限工況條件下的應力應變值,驗證(zhèng)了主軸的強度和靜(jìng)剛度均滿足要求,通過(guò)副主軸(zhóu)的(de)模態分(fèn)析,計算出前六階的固有頻率、臨界轉速和振型,表明在設置的轉速範圍(wéi)內不會有發生共振(zhèn)的(de)危險。但由於初步設計時尺寸取了較(jiào)大(dà)盈餘,在有(yǒu)限元分析時忽略了次要矛盾,對(duì)實際模型進(jìn)行了簡(jiǎn)化處理,並且約束和載荷與實際情(qíng)況有一定差別,所以有限(xiàn)元分析的模擬結果不可能完全準確,但(dàn)能近似反映副主軸的工作(zuò)情況,對(duì)後續的設計和優化有一定(dìng)指導意義。
如果您有(yǒu)機床行業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬切削機床產(chǎn)量(liàng)數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量(liàng)數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據