機床")



虛擬現實技術之(zhī)宇龍軟件在數控加工運用
2016-5-30 來源:武漢理工大學工程訓練(liàn)中心 作(zuò)者:鄭衛剛
1.虛擬現實(shí)技(jì)術
虛擬現實技(jì)術(VR)是一種可以創(chuàng)建(jiàn)和體驗虛擬世界的計算機仿真係統。它利用計算機(jī)生成一種(zhǒng)模擬環境是一種多源信息融合的交互式的三維動態視景和實體行為的係統仿真使用戶沉浸到該環境中[1]。
1.1虛擬現實ABC
虛擬現實技術是仿真技術的一(yī)個重(chóng)要方向;是仿真技術與計算機圖形學人機接口技術多媒體技術傳感技術網絡(luò)技術等多種技術的集合;是一門富有挑戰性的交叉技術前沿學科(kē)和(hé)研究領域[2]。
虛擬現實技術(VR)主(zhǔ)要包括:模擬環境、感知(zhī)、自然技能和傳感設各等(děng)方麵。模擬(nǐ)環(huán)境是由計算機生(shēng)成的、實(shí)時動態的三維立體逼真圖像。感知是指理想的VR應該具有一切人所具有的(de)感(gǎn)知。除(chú)計算機圖形技術所生成的(de)視覺感知外,還有聽覺、觸覺、力覺、運動等感知,甚至還包(bāo)括嗅覺和味覺等,也稱為(wéi)多感知。自(zì)然技能是指人的頭部轉(zhuǎn)動,眼睛、手勢、或其他人(rén)體行為動作,由計算機來處理與參與者的動作相適應的數據,並(bìng)對用戶的輸入作(zuò)出實時響應,並分別反饋到用戶的五官。傳(chuán)感設備是指三維交互設備。
1.2虛擬現實(shí)特(tè)性
虛擬(nǐ)現實特性包括:多感知性、沉浸感、交互(hù)性、自主性、構想性(xìng)等。
1.3虛擬(nǐ)現實技術應用
虛擬現實技術可應用於:醫學娛(yú)樂(lè)、軍事航天、室內設計、房產開發、工業仿真、應急推(tuī)演、文物古跡、遊戲、Web3、道路(lù)橋梁、地理、教育、演播室、水文地質、維修(xiū)、培訓實(shí)訓、船舶製造、汽車仿真、軌道交通、能源領域、生物力學、康複訓練、數字地球等等。
1.3.1工業仿真
虛擬現實已經被(bèi)世界上一些大(dà)型企業廣泛(fàn)地應用到工業的各個環節,對企業提高開發效率,加強數據采集、分析、處理(lǐ)能力,減少決策失(shī)誤,降低企業風險起到了(le)重要的作用。虛擬(nǐ)現實(shí)技術的引入,將使工業(yè)設計的手段和思(sī)想發(fā)生質的飛躍,更加符合社會發展的需要,可以說(shuō)在工業設計中應(yīng)用虛擬現實技(jì)術是可行且(qiě)必要的。
1.3.2數控(kòng)加工仿真(zhēn)軟件
工業仿真(zhēn)所涵(hán)蓋的範圍很廣,從簡單(dān)的單台工作站上的機械(xiè)裝配(pèi)到(dào)多人在線協同演練係統。虛擬製造/虛擬設計/虛擬裝配(CAD/CAM/CAE)、教學、培訓就是其應用領域。而數控加工仿真軟件在數控職業教育領域就是非常好的運用。
2.上海宇龍軟件之數(shù)控加工仿真係統
2.1宇龍數控加工(gōng)仿真係統簡介
上海宇龍軟件工程有限公司2000年在上海市張江高科技園區成(chéng)立,基於微機上的虛擬現實技術,以開發數控加工、汽車維修、機電控製等職業技能實訓和考核的(de)仿真軟(ruǎn)件(jiàn)產品作為主要(yào)發展(zhǎn)方向。主要開發數控加工、汽車維修、機電控製等操作技能類仿真實訓軟件。該公司與天津(jīn)工程師範學院合作開發的基於虛擬現實的《數控加工仿真係統》於(yú)2001年投放市場,是(shì)目前市場(chǎng)占有率極高的(de)數控(kòng)加工仿真軟件係統之一。該係統可以實現(xiàn)對數控(kòng)銑(含加工中(zhōng)心)和數控車加(jiā)工全過程的仿真,其中包括毛坯定義與夾(jiá)具、刀具定(dìng)義與選用、零件基準測量和設置、數控程序編(biān)輯和調試(shì)、加工仿真以及各種錯誤的檢測(cè)功能。數控加工仿真係統分網絡版和單機版兩種版本發(fā)行。其公司《數控加(jiā)工(gōng)仿真係統》是一個應用(yòng)虛擬現實(shí)技(jì)術於數控加工操作技(jì)能培訓和考核的(de)仿真軟件。采(cǎi)用數(shù)據庫統一管理刀具材料和性能參數庫,提供車床、立式銑(xǐ)床、臥式加工(gōng)中心和立(lì)式加工中心,以(yǐ)及機床廠家的多種常用麵板,具備(bèi)對數控機床操作全(quán)過(guò)程和加工運行全環境仿真的功能。在操作過程中,具有完全自動、智能化的高精度測量功能和全麵(miàn)的(de)碰撞檢測功能(néng),還可以(yǐ)對數控程序進行處理。為了便於教學和鑒定工作的(de)進行,本係統還具有考試、互動教學、自動評分和記錄回放功能。
2.2數控加工仿真係統基(jī)本功能:
2.2.1機床與控製係統
數控加工仿(fǎng)真係統提供車床、立式銑床、臥式加工中心和立式加工中心,以及機床廠家的多種常用麵板;製係統有FANUC 0,FANUC 0i,FANUC Powermate 0,FANUC 0i Mate,Siemens 810D,Siemens 802D,Siemens 802S/C,PA8000,三菱、大森、華中數控,廣州數控,華興、凱恩帝等
2.2.2豐富的刀具材料庫
采用數據庫統一管理刀具材料和性能(néng)參(cān)數庫,刀具庫含數百種不同材(cái)料和形狀(zhuàng)的車刀、銑刀,支持(chí)用戶自定義刀具以及相關特征參數。
2.2.3機床操作全過程仿真
仿真機床操作的整個過程:毛坯定義、工件裝夾、壓(yā)板安裝、基準對刀、安裝刀具、機床手動操作等仿(fǎng)真。
2.3宇龍(lóng)軟件編程2個加工實例
2.3.1圓柱仿真加工(見(jiàn)圖一)
1號刀為外(wài)圓90度右偏刀
2號(hào)刀為刀寬為(wéi)5mm的切(qiē)斷刀
編程原點設為工件端麵的(de)中心,以下數字單位均為毫(háo)米(數字如不保留小數點後1位則為微米)
靠近工件為負方向,遠離工件(jiàn)為正(zhèng)方向(進(jìn)給負方向,退刀正方向)
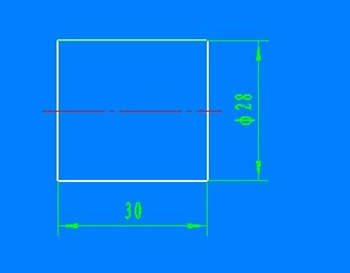
圖一材料定義為直徑30毫米毛坯
輸入以下程序(見圖二(èr)):
O1234; (程序名)
M03S500; (M03:主軸正轉,S500:500轉/分)
T0101; (選擇1號刀具,執行1號刀補)
G00X35.0Z2.0; (快速運動到直徑為35.0,Z方向離原點2.0)
G01X28.0F0.5; (X方向移動到直(zhí)徑28.0,以0.5mm/轉速度移動)
G01Z-30.0F0.2; (Z方向走刀切削至-30.0,以0.2mm/轉速度切削)
G01X40.0; (X方向退刀(dāo)至直徑40.0)
G00Z50.0; (Z方向快(kuài)速退刀至50.0)
T0202; (選(xuǎn)擇2號刀具,執行2號(hào)刀補)
G00X35.0Z-35.0; (快速運動到要切斷(duàn)的位置,長度方向考(kǎo)慮刀寬,所以尺度要加上刀寬5mm)
G01X5.0F0.2; (X方向切至直徑5.0) (5要改成0,則工件切(qiē)斷)
G01X40.0; (X方向退刀至直徑40.0)
G00Z50.0; (Z方向快速(sù)退(tuì)刀50.0)
MO5; (主軸停止轉動)
M30; (程序結束,光標(biāo)回到程序頭)
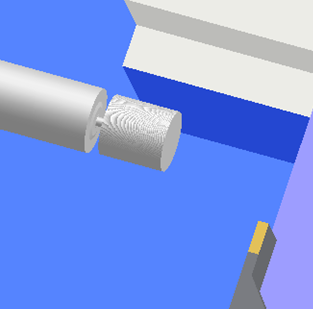
圖(tú)二圓柱(zhù)零件加工完成
2.3.2階梯軸仿(fǎng)真加工(見圖三)
1號刀為外圓90度右偏刀
2號刀為寬5mm的切斷(duàn)刀
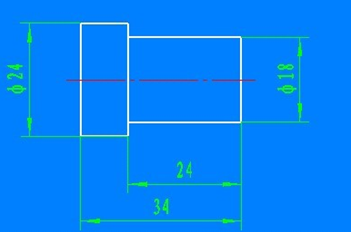
圖三毛坯定義為直徑30mm
輸入以下程序(見圖(tú)四、圖五):
O2234; (程序名)
M03S500; (主軸正轉(zhuǎn)500轉/分(fèn))
T0101; (選(xuǎn)擇1號刀具,執行(háng)1號刀補)
G00X35.0Z2.0; (快速運動到X(直徑)35.0,Z方向離原(yuán)點2.0);
G01X24.0F0.5; (X方向進刀至直徑24.0,以0.5mm/轉速度移(yí)動)
G01Z-34.0F0.2; (Z方向走刀切削至坐標-34.0,以0.2mm/轉速度切削)
G01X30.0F0.5; (X方向退刀至直徑30.0)
G00Z2.0; (Z方向快速(sù)退刀(dāo)至坐標2.0)
G01X18.0F0.5; (X方向(xiàng)進(jìn)刀至直徑18.0)
G01Z-24.0F0.2; (Z方(fāng)向切削至坐標-24.0)
G01X40.0; (X方向退刀至直徑40.0)
G00Z50.0; (Z方向快速退刀至坐標50.0)
T0202; (選擇第2號刀具)
G00X35.0Z-39.0; (快速移動到要切斷的坐標處,要考慮切刀刀寬(kuān),所以長度要加上(shàng)刀寬5mm)
G01X5.0F0.2; (X方向切到直(zhí)徑5.0;如5改成0則工件切斷)
G01X35.0; (X方向退刀至直徑35.0
G00Z50.0; (Z方向快速退刀(dāo)至坐標50.0)
M05; (主(zhǔ)軸停止)
M30; (程序結束(shù),光(guāng)標回到(dào)程序頭)
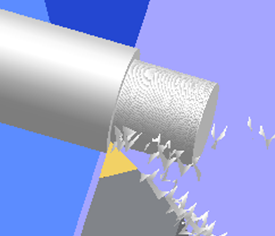
圖四階梯軸加工中
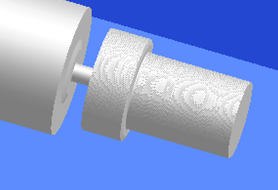
圖五階(jiē)梯軸加工完成
2.3.3提交作(zuò)業
作業做完後點下拉菜單(dān)【文件】,點【保(bǎo)存項目(mù)】然後點(diǎn)【確定】將作(zuò)業(yè)存放到【我的文(wén)檔】,名字用學號或你的名字,然後(hòu)從【我的文檔】複製到電腦桌麵的數車作業存儲磁盤,提(tí)交到服務器。
3.總結
虛擬(nǐ)現實又稱(chēng)靈境技術或人工環境,英文(wén)名Virtual Reality簡(jiǎn)稱VR。是近年來出現的高新技術。文中介紹了虛擬現實技(jì)術通(tōng)過上海宇龍軟件在數控車床上工(gōng)業領域的(de)應用,利用虛擬現實技術可以節(jiē)省的實訓時間及(jí)成本,提高實訓效率。不僅如此,利用軟件還可(kě)以虛擬設計及裝配(pèi),毫不誇(kuā)張地說,不遠將來運用虛擬現實技術可以“複製”一個工(gōng)廠,讓技術人員隻動動手指可以模擬完成(chéng)生產流(liú)程,大(dà)大提高生產效率(lǜ),讓企業更具競爭力。
參考文獻
[1]王然,謝溪淩,鄭衛剛.虛擬現實家居娛樂係統[J].機械製造,2013,(08):13-14.
[2]陳定方.五彩繽紛的(de)虛擬現實世界.[M].北京:中國水利水電出版社(shè),2015.
[3]李玉珠,鄭衛剛.淺談一流(liú)大學工程訓練中心軟實力及巧實力建設[J].網友世界2012(12):56-58
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機(jī)床產量數據(jù)
- 2024年9月 新能(néng)源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據