


旋轉超聲加工光纖預(yù)製棒預應力深孔
2018-5-15 來(lái)源:天津(jīn)大學精密儀器與光電子工(gōng)程學院 作者:段 巍,宮 虎,王 羿,房豐洲
摘(zhāi)要: 熊貓(māo)型保偏光纖(xiān)( PANDA PMF) 由(yóu)於(yú)性能優越而得到廣泛應用,但其光纖預製棒預應力深(shēn)孔的加工一直(zhí)是光纖生產過(guò)程中的難點. 為避免(miǎn)傳統預應力孔加工(gōng)方式中的缺陷,本文采用自行研製(zhì)的加工(gōng)裝置進行非接觸式旋轉超聲(shēng)加工,並進行了對比實驗. 共設(shè)計了 3 組光纖預製棒的深(shēn)孔加(jiā)工實驗,得到了較優的(de)加工方案,最終實(shí)現了直徑 8. 3 mm、深度 250 mm 的預應力深孔加工.
關鍵詞: 熊貓型保偏光纖; 旋轉超聲加工; 光纖預製棒; 深孔
隨著光纖在軍事、醫(yī)療、電子(zǐ)、通信(xìn)等領域的應用和研究的不斷深入,光纖技術得到了快速進步,從幅度調製逐(zhú)步向相(xiàng)位調製和偏振態調製發(fā)展. 普通的單模光(guāng)纖(xiān)具有衰(shuāi)減低、帶寬高(gāo)的優點. 但是由於在製造過程中產生的(de)結(jié)構不(bú)對稱性(xìng),光纖存在本征殘餘應力,而且(qiě)使用時不可避免地受到(dào)外部應力的(de)作用,因此這(zhè)種光纖對於光波偏(piān)振態的精確(què)輸出(chū)存在缺陷(xiàn),並不適用於光纖(xiān)陀(tuó)螺(luó)儀、光纖偏振器等高精度的光纖傳感器.保偏光纖(xiān)( polarization maintaining fiber,PMF) 由於能夠精確控(kòng)製偏振態光(guāng)波輸出(chū),具有(yǒu)更高的保密性而得(dé)到研究和應用(yòng). 在種類繁多的保偏(piān)光纖中,熊貓型保偏光纖( PANDA PMF) 由於具有優越的光學性能而(ér)受到用戶青(qīng)睞. 但(dàn)是熊貓型保偏光纖的製備,尤其是其光纖預製棒的製備一直是個難題,其中一項關鍵技術就是預製(zhì)棒預應力深(shēn)孔的加工. 孔的直線(xiàn)度、內孔的表麵粗糙度、兩孔對稱性都會對拉絲後得到的熊貓型保偏光纖的性能產(chǎn)生直接(jiē)影響.
預應(yīng)力(lì)孔的加工目(mù)前主要采用傳統的套(tào)料鑽加工方式. 這種方式隻有一個刀具旋轉運動,為了(le)能夠(gòu)保(bǎo)證一定的切削速度,往往需要刀具在加(jiā)工過程中有較高的轉速. 但是由(yóu)於刀具(jù)剛性差,轉速過高容易造成鑽孔(kǒng)方向的偏差和鑽頭(tóu)端部的擺動,使鑽孔的半徑增(zēng)大,孔的質量(liàng)大大下降. 此外,傳統的套料加工效率低,需要大量時間才能完(wán)成孔的加工,刀具的磨損也很嚴重.
旋轉超(chāo)聲加工是加工硬脆材(cái)料的一種重要手段,具有加工效率高、切削力小、切削熱少、工件(jiàn)表麵(miàn)/亞表麵損傷(shāng)小等優勢. 本文采用(yòng)自行研發的(de)非接觸式旋轉超聲加工裝置(zhì),設計了 3 組針對石英玻(bō)璃光纖預製棒預應力(lì)深孔的加工實驗,旨在分析旋轉(zhuǎn)超聲加工的優(yōu)勢,提高(gāo)預應力孔加工效率(lǜ).
1 、加工原理與實(shí)驗裝置
1. 1 加工原(yuán)理
旋轉超聲加工(gōng)原理如圖 1 所示,刀具在旋轉的同時,在軸向上被施(shī)加了一個高頻振動,從(cóng)而使刀具與工件(jiàn)間歇(xiē)性地接觸,切削液更易進入,冷卻更(gèng)充分,同時(shí)也利於(yú)切屑(xiè)的排出.
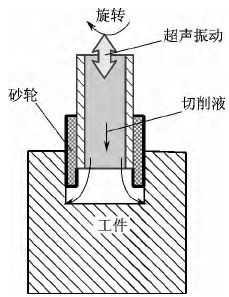
圖1 旋轉超聲加工原理
電信(xìn)號(hào)的傳輸是旋轉超(chāo)聲裝置實現的一個關鍵問題,主(zhǔ)要有兩種(zhǒng)傳輸方式: 接觸式和非接觸式. 接觸式電能輸送方式一般使用電刷來傳輸超聲信(xìn)號. 由於轉動件和靜止件之間的導電(diàn)是通過接觸(chù)方式實現的,所以摩擦非常嚴重,刀具的(de)轉速受到限製,且容易產生打火、積碳等安全(quán)問題. 非接觸式的電能傳輸方式很好地解決了這些問題,其原理如圖2所示,超聲電源將超聲信號傳送給發射端,發射端(duān)通(tōng)過感應的方式將能量輸(shū)送到接收端,與接收端相連接(jiē)的壓電陶瓷在超聲信(xìn)號的驅動下產(chǎn)生振動,由變幅杆放大後帶動刀具,實現刀具的超聲振動。
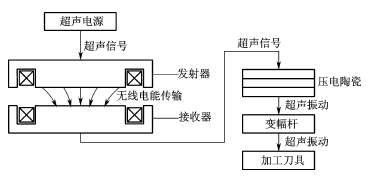
圖2 非接觸式電能傳(chuán)輸原理
1. 2 實驗裝置
基於上(shàng)述原理研發了非接觸(chù)式(shì)旋轉超聲加工設備,並對光纖(xiān)預製棒進行旋轉超聲輔助打孔實驗. 旋轉超聲加工(gōng)裝(zhuāng)置由超聲波電源、換(huàn)能器、變幅杆(gǎn)和刀具組成(chéng). 由於加工刀具的尺寸將直接影響(xiǎng)係統的諧振頻率,這裏使用了可變頻率和振幅的(de)超聲波電源,從而保證超聲(shēng)輔助加工總能夠達到最優效果. 實驗裝置如圖 3所示,通常光纖預製棒的外圓麵做得(dé)比較準(zhǔn)確,這裏為了保證加工出的孔具有較高直線度和平行度,采用三爪卡盤夾住預製棒的外圓麵進行定位.

圖3 實驗裝置
2、 實驗結果及分析
為了比較旋轉超聲加工方式與傳統加工方式的不同,設計了 3 組對比實驗,實驗參數如表 1 所示.

表 1 三組實驗參數
2. 1 實驗一(yī)
實驗一采用傳統加工(gōng)方式,當加(jiā)工至 60 mm 左(zuǒ)右深度時,刀具顏色變紅,表明溫(wēn)度明顯升高. 停止加工後,發現刀具前端的金剛石顆粒(lì)已經脫落,而且(qiě)中心(xīn)孔已經被融(róng)化的石英堵死,如圖(tú) 4 所示,加工出的預應力孔有明顯的崩邊( 最大處 1. 2 mm) 和喇叭口現象.

圖 4 刀具(jù)內(nèi)孔被光纖(xiān)材料(liào)堵死
由於刀具懸臂較長,刀(dāo)具的剛性差,在剛切入工件時會產生比較(jiào)大的衝擊力,導致刀具偏(piān)擺,非常容易產生崩邊的現象. 在加工過程中刀具與套料加工出的芯軸始終接觸,壓迫芯軸使其(qí)斷裂從而堵塞刀具內孔,阻止了冷卻液的流出,顯著降低了冷卻效果,切削區域溫度顯著升高,致使(shǐ)磨粒脫落,芯軸(zhóu)溫度升高熔化,堵(dǔ)死(sǐ)了刀具內孔.
2. 2 實驗二
實驗二采用非接觸式旋轉超聲(shēng)加工方(fāng)式,在刀具剛進入工件時有明顯的響聲,進入 4 mm 左右時聲音變平穩. 加工結束後並未出現芯軸斷裂堵塞內孔導致冷卻(què)液無法排出的現象. 入口處並未出現(xiàn)明顯的(de)崩邊.套料加工出的芯(xīn)軸如圖 5 所示. 可(kě)以看出在芯軸端(duān)部出現了一個圓(yuán)錐,其長(zhǎng)度大約為 3 mm 左右,這與加工(gōng)開始時我們聽到的刺耳響聲相吻合(hé). 分析其原因,是由於加工(gōng)刀杆(gǎn)較長,回轉精度和剛度難以(yǐ)保證,在刀具剛鑽(zuàn)進(jìn)光纖時刀頭出現了偏擺,導致(zhì)芯(xīn)軸變細,內孔直徑變(biàn)大. 同樣的現象也出 現在了傳統(tǒng)的(de)加工方式中. 在孔加工(gōng)過程中筆者發現,使用了超聲(shēng)輔助(zhù)加(jiā)工之(zhī)後,一方麵刀具與芯軸間歇性接觸(chù),另一方麵產(chǎn)生了較大的加速度,將芯軸(zhóu)磨(mó)細,有效(xiào)地避免(miǎn)了芯軸斷裂導致的加(jiā)工失敗.
圖 5 加工得到的芯軸
2. 3 實驗三
實驗三采用非接(jiē)觸式旋轉超(chāo)聲加工(gōng)方式進行(háng)二次打孔(kǒng). 第(dì)一次打孔使(shǐ)用長(zhǎng)為80 mm 的具有高回轉精度和剛度的短刀,刀具直徑仍(réng)為 8. 3 mm,轉速為 2 200r / min. 在光纖上端部,預先轉入一個深為 10 mm 的定位(wèi)孔. 此時加工聲音清脆. 加工到預定深度後退刀,換為實(shí)驗二中的長刀具,刀(dāo)具以 15 mm/min 的進給(gěi)速度,以 1 426 r/min 的轉速移動到孔深 8 mm 的(de)位置,以(yǐ) 2 200 r/min 的轉速繼續加工至結束,加工過程中刀具前進(jìn)平穩. 在加(jiā)工結束後並(bìng)未發現實驗二中的芯軸變細和(hé)喇叭口現象.
由前麵的加工(gōng)可知,長刀在鑽入工件時偏擺嚴(yán)重.使用短刀預打(dǎ)孔可有(yǒu)效避免這一(yī)現象.換成長刀之後,之前的預鑽孔起到了一定(dìng)的束縛作用,限製了刀具的偏擺,所以這(zhè)種加工方式可以(yǐ)在一定程度上抑製喇叭口的出現.此外,由於(yú)內孔的表麵質量(liàng)比較難於測量,直(zhí)接對加工出來的芯軸表麵進行測量得到(dào)表麵粗糙度(dù)Ra為 0. 8 μm.
3 、結 語
本文采用非(fēi)接觸式旋轉超聲加工裝置,進行了光纖預製棒深孔加工的實驗,通過 3 組實驗的對比,得到了較優的加工方案,最終實現(xiàn)了直徑 8. 3 mm、深度250 mm 的(de)深孔加工. 實驗(yàn)結果表明: 相比(bǐ)傳統的磨削加工,采用(yòng)旋轉(zhuǎn)超聲加工可以(yǐ)有效促(cù)進深(shēn)孔(kǒng)加工中切屑的排(pái)出,散熱效果好,因此可以顯(xiǎn)著(zhe)提高加工效率,並且在一定程度上能夠減(jiǎn)少崩邊現象的發生,對於(yú)熊貓型保偏光(guāng)纖(xiān)預製棒預應力深孔加工(gōng)具有(yǒu)較高的應用價值.
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月(yuè) 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量(liàng)情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基(jī)本型(xíng)乘用車(轎車(chē))產量數據