


基於工(gōng)作台自動分度的鑽(zuàn)床數控化改造
2017-3-20 來源:湄洲灣職業技術學(xué)院 作者:陳威 蔡明雄 郭渭萍
摘要:針對目前(qián)機械加工、製造和維修行業中(zhōng)難以一次性(xìng)完成任意角度分度鑽孔的問題,以台式鑽床為例,重點介紹工作台(tái)的自(zì)動分度和(hé)鑽床數控化改造的方案和工作原理:將(jiāng)傳統的機械(xiè)與現有的數控技術相(xiàng)結(jié)合,使鑽床具有工(gōng)作台自動分度、主軸自動進(jìn)給功能。改造後的鑽床經(jīng)濟適用、簡單(dān)易行,可降(jiàng)低勞動強度、提高生(shēng)產效率(lǜ),已成功運用到實際生產中。
關鍵詞:數控改造;鑽床(chuáng);自動進(jìn)給;自動分度
數(shù)控機床具有操作簡單、自動化(huà)作業(yè)、加工工件質量穩定等特(tè)點,能較好地解決結構複雜、精(jīng)密、批量小、樣式多變等的零件加(jiā)工問題,保證產品的加工質量穩定,且能大幅提高(gāo)生產率。
在我國機械加工(gōng)、製造業和維修行業中,很多小型企業、家庭作坊(fāng)和個體經營戶所用的老、舊機床在設備中還占相當大的(de)比例,已滿足不了產品種類迅速增加和質量不斷提高的生產需(xū)求。但一次性投(tóu)入巨資購買新的數控機床不太(tài)現(xiàn)實。對現有的(de)普通機床進行數(shù)控(kòng)改造,無(wú)疑是一種投資少、見效快,且能在短期內使企業加工生產能力上規模、上檔次的有效方法。
本文以台式鑽床鑽削多孔零件為例,具體闡述台式鑽床工作台自動分度的實現和鑽床數控化改造的方法。
1.問題的提(tí)出
隨(suí)著國內汽車配件行業的發展,多孔(kǒng)零部件的鑽孔攻絲加工等也隨之增加。如汽車、摩托車多孔零部(bù)件:發(fā)動機箱體、鋁鑄件殼體、製動鼓、刹車(chē)盤、轉向器、輪(lún)轂、差速(sù)殼、軸頭、半軸、車橋等,泵(bèng)類、閥類、液(yè)壓元件、太陽能配件,等等。這類工件往往要求加工(gōng)精度高(gāo)、工效快。而以往加工這類零(líng)件(jiàn)的多孔部份,通常是先人工劃線或設計一個專用的(de)鑽模,再在(zài)鑽床上鑽孔。這種(zhǒng)加工方法(fǎ)不僅勞動強度大、效率低,而且加工精度差,經常出現孔距超差而造成工件報廢和返工。因(yīn)此應用高精度、自動化程度高的數控鑽床已勢在必(bì)行.
為了節約投資資金、降低加工成本,擬對現有(yǒu)台鑽進行數控化改(gǎi)造。以實現對圖(tú)1所示零件多孔部(bù)份的自動鑽削加工為(wéi)例。改造前,需要人(rén)工取放工件(jiàn)、鑽模進行夾(jiá)緊,1 個人隻能操作 1 台鑽床,不僅生產效(xiào)率低、勞動強度大而且不安全;改造後,隻(zhī)需人工取放(fàng)工件,其他工序全部自動完成,1人就可操作3~5台(tái)鑽床,生產效率提高數倍,勞動強度也大為降低,且產品加工(gōng)精度高、參數一致性好。
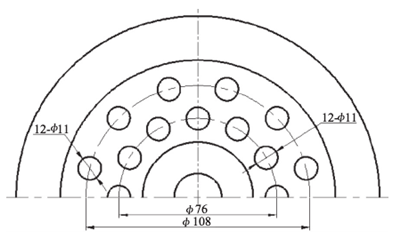
圖1 零件圖
2.數控化改造方案
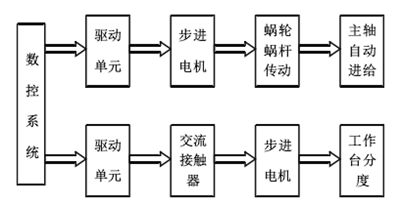
圖2 數控係統工作原理圖
以原鑽床為基礎,保持主要結構基本不變,設計一套可控製主軸自動進給和工作台自動分度的係(xì)統,如圖2所(suǒ)示。具體方案如(rú)下:
1)保持原鑽床基本結構不變(biàn)。保留原鑽床主傳動鏈、工作(zuò)台,在原工作台上安裝一套由數控係統控製的自動分度裝置。
2)將控製(zhì)鑽床進給運動的手柄拆去,在鑽床的主軸上加步進電機,步進電機通過蝸輪蝸杆副齧合,從(cóng)而(ér)實現了主軸向(xiàng)下進給或向上退出,加工完成後,由數控係統控製返回起始點。
3)為方便鑽床步進電機的互檢、降低售後維修(xiū)保(bǎo)養成本,改造後的鑽床所(suǒ)選用的(de)步進電機盡量為同(tóng)一型號。
4)數控係統的選用。考慮到經濟性和操作的簡易性,采用現成的廣數係統來實現點位控製。
2.1 機械部份改造
1)主軸(Z軸)自動進給(gěi)。
考慮到主傳動(dòng)係統不變,根據台鑽主軸的進給與主軸的轉速在(zài)鑽孔加工時並不需要嚴格匹配,而隻需要根據所加工的孔徑(jìng)的大小將主軸進給速度控製在一個合適的範圍內即可的特點,設(shè)計了兩種主(zhǔ)軸(Z 軸)自動進給實現方案:第一種選用滾(gǔn)珠(zhū)絲杆副;第二種是在主軸(zhóu)原來(lái)操作杆的位置上安裝蝸輪、聯軸器和步進電機,再加裝一蝸杆,使其與蝸輪形(xíng)成運動副。這兩種方案都可以把旋轉運動變(biàn)為直(zhí)線運動,也可以起到減速作用(yòng)。但是由於該(gāi)台式鑽床設備老舊,所以滾珠絲杆副雖然在傳運精度和效率上比蝸輪蝸杆副要高,但是在安裝時其結構比後者要複雜(zá)得多。故綜合(hé)考慮設備本身實際、所加工零件(jiàn)的要求和經濟性,最終選擇第二種方案實現主(zhǔ)軸(Z 軸)自動進給。
2)工(gōng)作台的自動分度裝置。
在(zài)台鑽原有的工作台上安裝一台步進電機,步進電機旋轉(zhuǎn)帶動根據產品(pǐn)大小而設計的夾緊(jǐn)裝置(zhì),以達到(dào)自動分度的效果。
2.2 數控係統部份
采用現有市場常用的廣數(shù)係統 928TE,該(gāi)係統性價比高。借鑒加工中(zhōng)心配一旋轉軸的原理,將主軸(zhóu)設為 Z 軸,將工作台(tái)的自動(dòng)分度裝(zhuāng)置設定為 X 軸。借助廣數(shù)係統的兩個驅動器,其中一個驅動單元控製步進電機(jī)的轉動,從而(ér)帶動蝸輪蝸杆副傳動實現鑽床(chuáng)主軸的進給;另一個驅動單元控製工作台上步進電機(jī)的轉動,從(cóng)而(ér)帶動(dòng)夾緊裝置實現自動分度。
改造後,機床的手動進給變成了自(zì)動進給。鑽孔時,主軸的自動進給可(kě)通過數控係(xì)統來給定。可以根據需要加工零件孔(kǒng)的分布數量在數控係統中進行編程,使鑽(zuàn)床可以加工出不(bú)同數量(liàng)均布的孔係。
2.3 步進電(diàn)機的選擇
步進電機是一種將電脈衝轉化成角位移的執行機構。當步進驅動器接收到一個脈衝信號,就驅動步(bù)進電機按設定的方向旋轉一個固定的角度(稱為步距角),步進電機的旋轉是以固定的角度一步一(yī)步運行的。可以通過控製脈衝個數來控(kòng)製角位移量,從而(ér)達到準(zhǔn)確定位的(de)目的;同時可以通過控製脈(mò)衝頻率來控製電機旋轉的速度和加速度(dù),從而(ér)達到(dào)調速的目的。步(bù)進電機(jī)結構和功能都比較簡單,不易發生故障。
本次改(gǎi)造是根(gēn)據最(zuì)大靜轉距和最高工作頻率進(jìn)行電機的(de)選擇。經過計算確(què)定傳(chuán)動係統采用110BYG3502 步進電機,其主要技術參數為:步距角θb=0.6°;最大靜轉距(jù)Tm=12 N·m;相數為3;電壓為30~300 V;電流為3.4 A。
考慮到方便機床步進電機的互(hù)檢且降低售後維修保養成本,工作台自動(dòng)分度所選用的步進電機也(yě)為同一型號。
3.台式鑽床數控化改造的優缺點(diǎn)
1)成本低、周期快。由於很多零配件市場上都有現成的貨源,因此同購置新鑽床(chuáng)相比可節省70%左右的費用,而(ér)且廠家(jiā)可以自行完成改造。
2)便於掌握操作和維修。由(yóu)於是自行改造,操作者對(duì)改造後的鑽床的加工能力及(jí)其它性能了如指掌,在操(cāo)作使用和維修(xiū)方麵見效快(kuài)。
3)機(jī)械性能穩定性(xìng)相對較差(chà)。由於受原鑽床機械結構的限製而不宜做(zuò)突破性的改造(zào),改造後的鑽床機械性能穩定性(xìng)相對較差。
4.結語
本設計改造周期短、費用低,改造後的鑽床操作、使用(yòng)方便。機床增加了自動進給的功能,操作者可以運用(yòng)廣數係統對不同加工直徑、分布不同的孔係零件進行編程加工。機床自動化程度高,能(néng)靈(líng)活、迅速地適應加工零件的變更,對工人的技術水平(píng)要求也不高,特別適宜中小型企業的鑽床改(gǎi)造。本數控化改造對於想節約資金又要擴大(dà)機(jī)床的(de)加工(gōng)工藝範圍的企業而言,不(bú)失為一項(xiàng)可行的方案。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編(biān)輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編(biān)輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車(chē)產量數據(jù)
- 2024年11月(yuè) 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本(běn)型乘用車(chē)(轎車(chē))產量數據(jù)