


摘要:傳統的曲軸深斜油孔加工方式存在工序分散、加工成本高和冷卻(què)液耗費大等諸多(duō)弊端,現采用高速臥式加工中心(xīn)來保(bǎo)證工(gōng)序集(jí)中,並應用先進的刀具微量潤滑(Minimal Quantity Lubrication,MQL)加工技術,實現曲軸深斜油孔加工的技術突破,達到提升質量、高效、環保和低成本等生產(chǎn)目標(biāo),符合綠色可持續發展之路。通過曲軸深斜油孔的實際加工,對(duì)MQL的(de)構成及使(shǐ)用條件等進行(háng)深入研究。
關鍵詞:曲(qǔ)軸;深(shēn)斜油孔;微量潤(rùn)滑(huá)加工
0 引言
曲軸深斜油孑L加工是曲軸加工中的難點之一,除了具有深孔加工(gōng)的特點外,還因為孔與孔之間是空間多角度分布,且各(gè)斷麵尺寸、形狀(zhuàng)和剛度均不同,給定位、夾緊、鑽孔及冷卻等工藝帶來(lái)很大難度。
國內汽車製造廠家加工曲軸深斜油孔(kǒng)大多采(cǎi)用如下兩種傳統加工方法:1)通(專)機+麻花鑽刀(dāo)具,分級進給加工,水冷卻刀具;2)專機+槍鑽,以導套導向、高壓水(油)潤滑冷卻刀具。
以上(shàng)加工工藝(yì),工序分散,並行設備較(jiào)多,占地麵積大,效(xiào)率低下,投資成本較高,且汙水(油(yóu))回收較困難。針對上述問題,可(kě)利用臥式高速加工(gōng)中心(xīn)機床,采用工序集中的方案,並應用微量潤滑技術,即將(jiāng)微量的切削(xuē)油與具有一定壓力的壓縮(suō)空氣混合並霧化,噴射至切削區,對刀(dāo)具與切屑和刀具與工件的接觸界麵進行(háng)有效潤滑,以減少摩擦和防止切屑粘到刀具上,同時也冷卻了加工區(qū)並(bìng)利於排(pái)屑,從(cóng)而顯著地(dì)改善切削加工(gōng)條件。
東風汽車(chē)有限公司設備製造廠應用刀具微量潤滑(Minimal Quantity Lubrication,MQL)加工技術,在自主研發的臥式高速(sù)PM500臥(wò)式加工中心上進行曲軸深斜油孔加工,獲得用戶高度評價。
1 、刀具微量潤滑技術之曲軸
1.1曲(qǔ)軸參數
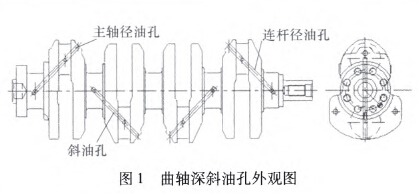
圖1所示為(wéi)曲軸深斜油孔(kǒng)外觀圖。曲軸(zhóu)材料為S30CMSl;硬度為78—87HRD。
1.3新工藝方案
新工藝方案的設(shè)備選用高速臥式加工(gōng)中心,工序集中並(bìng)應(yīng)用先進的刀具微量潤滑技術,配(pèi)置專用的刀(dāo)具,對長徑比較(jiào)大的深油孔,在加工時為連續大進(jìn)給切削,提高加工效率,減少切削液的使用,實現清(qīng)潔生產。
2、項目主要(yào)研究內容與應用(yòng)
MQL技術是在壓縮空氣中混入微米級(油霧半徑<20txm)的無公害油霧,在臥式(shì)加工中心上通過主軸內部及(jí)刀具內孑L噴射至切削區,代替大量切削液,實施對切(qiē)削點冷卻潤滑。霧粒高速供給,增加了潤滑劑的滲(shèn)透性,有利減少刀(dāo)具與(yǔ)工件摩擦,提高(gāo)了刀具壽命與加工表麵質量,同時避免傳統水冷產生淬火效(xiào)應,適當(dāng)的高速加工使得(dé)切削層的破裂點提前(qián)出現,若及(jí)時采取措施,使鐵屑破裂點(diǎn)高溫遠離刀尖,從而保護(hù)刀具。由於潤滑油的用量僅為傳統切削液用量的萬分之一,從而大大降低(dī)了冷卻液成本,減(jiǎn)少了(le)場地(dì)使用和能源需求口!。並使切削區域(yù)外的刀具、工件(jiàn)和切屑保持幹燥(zào),避免了處理廢液的難(nán)題,更(gèng)符合綠色可持續發展之路。
2.1油霧運輸(shū)通道(dào)
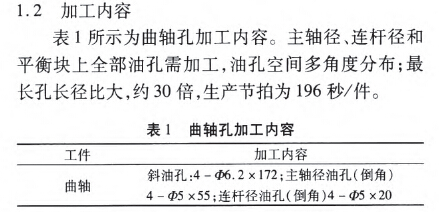
微粒油霧與壓縮空氣混合後,通過一定(dìng)的通(tōng)道(dào)到達切削(xuē)區,要求通道要通暢,盡量減少盲區(qū)、渦流,同時防止油霧凝固。在臥(wò)式高速加工中心上主軸通(tōng)道為內置單一(yī)通(tōng)道,因此要求MQL技術有單獨的微量生成裝置(zhì),使油(yóu)氣混合(hé)物粉碎成微粒狀,再由壓縮空氣送入主軸通道,圖2所示(shì)為油霧運輸通道示意圖,油氣混合物通過MQL專用管、球閥、軟管進入主(zhǔ)軸內安裝的拉杆內孔,最後到達主軸安裝刀柄的前錐麵內。
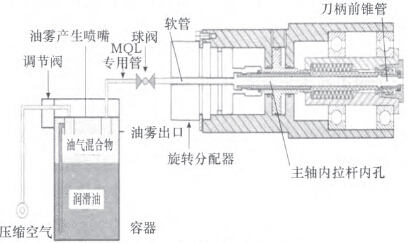
圖2油霧運輸通道示意圖
2.2氣源(yuán)
作為運輸微粒油霧的載體,壓縮(suō)空氣必須(xū)要有一(yī)定壓力,壓力範圍為o.5~0.8MPa,壓力值與(yǔ)通道(dào)長短有關,並根據切削情況進行調整,同時壓縮(suō)空氣本身清潔度要高,過(guò)多的水分與雜質會影響微粒油霧的霧(wù)化效果,減小刀具出口油霧的(de)比(bǐ)例,導致刀具加工時(shí)潤滑不充分,直接影響刀具壽命與(yǔ)加工質量,因此具體措施采用工業用(yòng)壓(yā)縮氣體通過過濾器、油(yóu)水分離器以及增壓泵(bèng),過濾精度為5txm,再進入MQL生成裝置。
2.3刀具與輔具(jù)
刀具與輔具的具體要求(qiú)為:1)刀具與輔具內置通道(dào)的結合部須做特殊處理,保證刀輔具端麵緊密接觸。2)刀具應具有優異的耐高(gāo)溫性能,采用大螺旋光滑排屑槽。
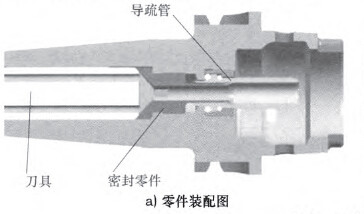
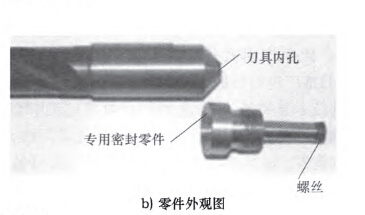
圖3刀輔具結構
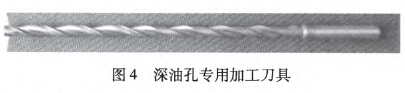
圖3所示為刀輔具結構。從(cóng)圖(tú)3a可知,刀具尾(wěi)部為外錐麵,安裝時(shí)與專用內錐麵密封環配套使用,減少通道盲區,增強油霧(wù)混合體通過性,由圖3b所示,專用密封(fēng)零件用(yòng)螺紋與(yǔ)刀柄連接(jiē),並且螺紋連接塑料密封(fēng)導流管,內有截麵小孑L,保證油(yóu)汽混合(hé)物通過,並(bìng)到達與密封零件配合的刀(dāo)具的錐麵上的內冷孔。特別說明,深油孔加工刀具為帶內冷的塗層硬質合金麻花深孔鑽頭,如圖4所示(shì),其內(nèi)有2條內冷孔。
2.4油品選擇與用量
MQL技術是否成功,潤滑油的選擇(zé)也相(xiàng)當重要。這是由於切削區高溫高壓(yā),很難形成流體潤滑,因此(cǐ)要求(qiú)潤滑(huá)膜(mó)形成快、表麵附著係(xì)數高(黏度為32~68)且能抑製(zhì)刀具與鐵屑、刀具與工件之間的粘結(jié),同時耐壓耐熱,防止加工時廢油(yóu)霧產生。另外作(zuò)為環保技術體現,潤滑(huá)油(yóu)還盡量(liàng)選用(yòng)無公(gōng)害(hài)、可再生產品。推薦使用(yòng)潤滑油為日本尤希路CM30T,其(qí)粘度為45。潤滑油作為消耗品(其無法回收),設定、控製好其輸出量,對用戶(hù)控(kòng)製成(chéng)本是有至關重要(yào)的。按油霧生成裝置每分鍾最大噴射60次(60滴)計算,每滴油隻有1/5形成微小霧粒與壓縮空氣混合(其(qí)餘回(huí)歸油箱),其量約0.006mL,即每分鍾最大消耗0.4mL。(實際加工中,達到穩定優化狀態後,每分鍾噴射次數(shù)一般為30次左右。)按一(yī)天2班製100%開機,1升油(yóu)約可用5天。
3 、結語
經(jīng)過實際使用驗證,MQL技術實現了環保加工,同時提高了加工品質,尤其提高了刀具使(shǐ)用壽命,表2所示為新舊刀具(jù)壽命對比,表3所示為采用槍鑽工藝配(pèi)置與切削參數,如表2、表3所示(shì),經過實際切削刀具壽命(mìng)對比,大大降低了刀具使用(yòng)成本。
表2新舊刀具壽命對比

表3采用MQL技(jì)術的配置與切削參數

MQL及配套技術的應用,保(bǎo)證了單台設備能完成所有油孔加工(gōng),廠家投資少、無高壓過濾水係統、刀具(jù)壽命較長且效率提高,可用較高參數的連續切削(xuē),單軸(孔)加工效率提(tí)高約7倍;加工質(zhì)量提升,孔的尺寸精(jīng)度好,表麵質量提高,改善零件性能;環保,采(cǎi)用無公(gōng)害(hài)潤滑油品且(qiě)用量低(dī),油霧少(shǎo);無汙水、鐵屑幹(gàn)燥,易運輸(shū)。此生產模式(shì)是社會發展追求的必然(rán)模式,有廣泛的推廣應用價值。
後續的技術發展是,現高速PM500臥式加工中心上的(de)電主軸軸承的潤滑可以采用脂潤滑和油霧潤滑,但效果不太(tài)理想,能不(bú)能與MQL技術(shù)共用(yòng)一部(bù)分裝(zhuāng)置,實現定時、定量油氣潤滑。根(gēn)據電主軸受潤滑點的需油量和事先設定(dìng)的工作程序,最後通過油氣分配器的分配,最(zuì)後以一股極(jí)其精細(xì)的連續油滴流噴射到電主軸內各潤滑點。
如果您有機床行業、企(qǐ)業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸(zhóu)承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能(néng)源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數(shù)據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用(yòng)車(轎車(chē))產量數據
- 機械加(jiā)工過(guò)程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機(jī)床(chuáng)的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術(shù)工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃(táo)亡(wáng)
- 智能時代,少(shǎo)談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工(gōng)刀(dāo)具補償功能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝(zhuāng)設計
- 傳(chuán)統鑽削與螺旋銑孔加工工(gōng)藝的區別(bié)