


摘要: 結合(hé)生產加工的實際情況,分析了原深孔(kǒng)加工機床控製係統存在的缺(quē)陷,並(bìng)根據用戶(hù)的需求提出了一種高(gāo)自動化的控製與檢測方案。係統主要由PLC、觸摸屏、變頻器、伺服驅動組成,可實現主軸的無級調速和刀具(jù)進給速度、進給深度的任(rèn)意控(kòng)製,最大程度上保證了加工工藝的(de)靈活性。同時,切削參數監控功(gōng)能在提高加工精(jīng)度與效率的同時,保證(zhèng)了加工質量,降低了廢品率。
關鍵詞: 深孔加工; 控製係統改造; 切削參數監測
某企業深孔(kǒng)鑽鏜床(chuáng)采用繼電器接觸器控製係統控製(zhì),專門用來加工圓柱形深孔工件。鑽孔最大直徑100 mm,鑽孔深度範(fàn)圍: 1 000 ~ 12 000 mm,工(gōng)件夾持直徑範圍: 100 ~ 300 mm。原控製(zhì)係(xì)統功能簡易,自動化程(chéng)度低,導致工人勞動強度大(dà); 原控(kòng)製係統元器件(jiàn)老化,電氣線路受高(gāo)壓油與切削液腐蝕,機床在加工過程中故障頻發; 由於某些材料硬度高,深孔加工工藝複雜(zá),因此在加工時(shí)容易出現打刀現(xiàn)象,倘若(ruò)操控不當,易導致鑽杆變形甚至(zhì)折斷、工件(jiàn)報廢,從而給企業造成巨(jù)大的經(jīng)濟損失(shī)。因此,對機床切削參數的監控和控製係統的改造十分迫切。
1 、改造方案規劃
1. 1 主要結構及改造技術難點
深孔鑽(zuàn)鏜床是由床體、主軸箱、授油器(qì)、鑽杆箱、拖板箱、工(gōng)件支架、鑽杆支架、主(zhǔ)軸控製係統、進給係統、液壓係統、高壓冷卻係統、輔助(zhù)控製係統組成。被加工工件一端由主軸前端的卡盤夾(jiá)緊,隨主(zhǔ)軸一起旋轉(zhuǎn)實現主運動,另一端由工件中心架輔助支撐定(dìng)位。鑽頭由鑽杆箱(xiāng)帶動高速旋轉實現切削運動,絲杠在進給電機的帶動下推動鑽杆箱實(shí)現進給運動。機床(chuáng)結構示意圖如圖1 所示。
主(zhǔ)要(yào)技術難點有以下幾點:
( 1) 實現主軸電機轉(zhuǎn)速精確控製與無極調(diào)速,根據進給速(sù)度自動完成多段速度切換。
( 2) 根據不同軸(zhóu)材料和進給深度,刀杆電機可自動完成多段速度切換,也可(kě)無極調速。
( 3) 將原進給係統的全開(kāi)環控製(zhì)係統(tǒng)改造為閉環(huán)控製係統,不僅滿足速度(dù)控製、位置控製,還可微調速。
( 4) 開發人機交互係統,用(yòng)戶可對加工參(cān)數設定,同時完成對相關切削參(cān)數的實時監測。
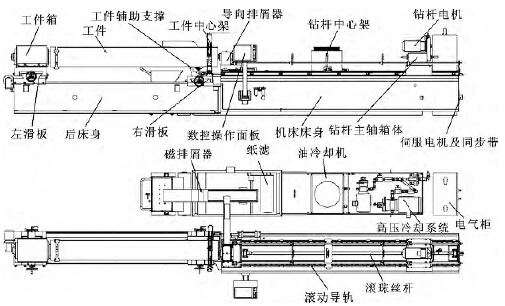
圖1 深孔鑽鏜床結構圖
1. 2 電氣係統改造規劃
深孔鑽鏜床原(yuán)電氣控製(zhì)總體采用(yòng)接觸器控製係統,主軸傳動係統、刀杆傳動係統均采用三相異步交流(liú)電動機傳動,由齒輪換擋(dǎng)實現調速,進給電機采用電磁調速器實現進(jìn)給速度的調整。原係統不僅無法滿足主軸調速、轉矩控製、刀杆轉速控製、進給量控製的要求,而且無法監控(kòng)加工工程中的主(zhǔ)要(yào)參量,加(jiā)工(gōng)完全憑借操作人員經(jīng)驗,因此加工可靠性與加工精度大大降低。根據(jù)機床結構(gòu)特點及實際加工需求,擬定主軸傳動控製係統、刀杆運動控製係統、進給運動控製係統(tǒng)、人機交(jiāo)互(hù)及(jí)監測控(kòng)件模塊、輔助(zhù)控製係統為改造重點。新控(kòng)製係統總體結構(gòu)示意圖如圖2 所示。
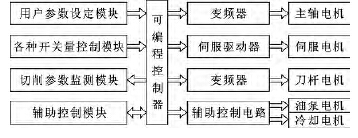
圖2 控製(zhì)係統(tǒng)總體結構示意圖
2 、電氣控製係(xì)統設計
根據輸入輸出點數統計可知,係統共需要20 個輸入點、20 個輸出點(diǎn),則選用(yòng)台(tái)達推出的DVP-32EH2 高速精密定位型主(zhǔ)機,結合其提供的運(yùn)動控製指令及邏輯控製指令可方便實現控製要求。由於主軸變頻器和刀具(jù)變頻器的調速需要模擬電壓,而且係統要求功率監控、需實時顯示主軸電(diàn)機的電流及電壓值,所以擴展2 台模(mó)擬量輸入(rù)輸出模塊。
2. 1 主軸傳動控製係統設計
主軸(zhóu)傳動控製係統采用變頻器控製,原主軸箱機械結構保留(liú),但機械換擋功能廢棄,不僅(jǐn)可(kě)以實現多段速度的切換,還可以實現(xiàn)無級調速及轉矩(jǔ)控製。
( 1) 變(biàn)頻器。該(gāi)係統采用台達VFD-E 係列變(biàn)頻器,該變頻器具有多種控製方式,可實現無極調速,並根據負載轉矩,提供相應電(diàn)流及電壓矢量值輸出。
( 2) 無極調速控製。主軸電機轉速範圍為0 ~3 000 r /min,DA 模(mó)塊轉(zhuǎn)換數字(zì)量的範(fàn)圍為0 ~ 3 200。正常加工時,操作者在(zài)觸摸屏設定(dìng)主軸轉速n,PLC根據設定(dìng)參數經(jīng)計算得到DA 模塊應當輸出電壓的數字量: D = 3 200n /3 000,經過DA 模塊轉換為模擬電壓後傳送至變頻器的頻率設定端。PLC 與變頻器的接線如圖3 所示。
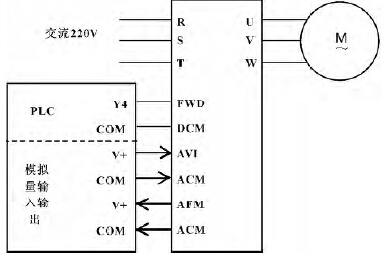
圖3 變頻器硬件連接圖
2. 2 進給運(yùn)動控製係統設計
( 1) 伺服電機及驅動。係統要求進給速度可調、進給(gěi)位移任意可調,為保證控製精度(dù),故選用(yòng)伺服電機驅動方案。伺服電機采用(yòng)邁信電氣技術有限公司的STAR 係列電機150ST-M27020,功率5. 5 kW,額(é)定轉速(sù)2 000 r /min,配(pèi)套的(de)驅動(dòng)器為ASD-A2-5523-L 伺服驅動。PLC 與伺服驅動器的連接如圖4 所示。
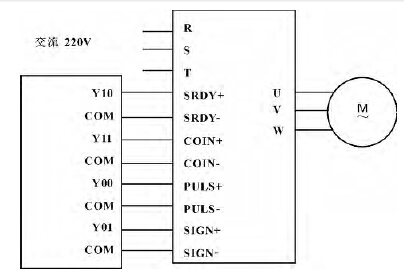
圖(tú)4 伺服驅動器硬件連接圖
( 2) 進給控(kòng)製係統。用戶要(yào)求機床在加(jiā)工時進(jìn)給速度、進給(gěi)量任意控製,而且要求在進給過(guò)程中可以調速,選擇(zé)脈衝輸出(chū)指(zhǐ)令PLSY 來實現進(jìn)給速度及進給量的控(kòng)製(zhì)。PLSY 指令(lìng)格式如下:
![]()
其中: S1 表示(shì)脈衝輸出頻率( 脈衝/秒(miǎo)) ; S2 表示脈衝輸出個數; D 表(biǎo)示脈衝輸出(chū)裝置。進給方向的控製由PLC 輸出端(duān)Y1 的通斷控製伺服驅動器的方向信(xìn)號即可。
正 常加工時(shí),操作(zuò)者(zhě)在觸摸屏(píng)上輸入進給位移L與基準進給速度v,這(zhè)兩個參數分別存入專用寄存器D 中,應發送的脈衝個數S2 = L /δ式中: L 為伺服(fú)機構的位移量( mm) ; δ 為伺服機構的脈衝當量( mm/脈(mò)衝) ,脈(mò)衝當量與絲杠螺距、減速機(jī)的減速比及伺服驅動器設定參數有關。應發(fā)送的脈衝頻率S1 = 60v /δ式中: v 為伺服機(jī)構的進給速度( mm/min) ; δ 為伺服機構的脈衝(chōng)當量( mm/脈衝(chōng)) 。PLC 程序(xù)中(zhōng)在每個(gè)掃描周期都需根(gēn)據設定值計算(suàn)S,這樣操作者可在觸摸屏上隨時更(gèng)改進給速度,滿足調速要求。
2. 3 人機(jī)交互係統設計開發
( 1) 觸摸屏選型。係統(tǒng)采用台達的DOP-A 係列的(de)DOP-A10THTD1 觸摸屏,該係列觸摸屏具有65536色TFT、800 像素× 600 像素顯示效果,支持USB 上下載(zǎi),可連(lián)接打印機和U 盤、支(zhī)持以太網絡等特點,廣泛應用於各種工業(yè)監控場合。
( 2) 觸(chù)摸屏軟件開發。觸摸屏不僅可以認為設定輸入相關加工(gōng)參數,還可以對係統的運行狀態和相關加工參(cān)數進行(háng)在線監測。在解決觸摸屏與PLC 通信之後,即可完成與(yǔ)PLC 之間的數據交(jiāo)換,同時也可實現對加工過程(chéng)的控製與檢測。觸摸屏的軟件開發利用Screen Editor 2. 0 來完成,在軟件開發階段分(fèn)別完成觸摸屏(píng)與(yǔ)PLC 連接的(de)數據傳(chuán)輸地(dì)址分配表編(biān)輯、控製界麵與在線檢測界麵設計開發。最終設計(jì)出8 個控製界麵與檢測界麵,分別是主控(kòng)製界麵、主軸電機控(kòng)製與檢測(cè)界麵、伺服控製界麵、液壓控製界麵、冷卻係(xì)統控製界麵、加工參數設定界麵。如(rú)圖5 所示。

圖5 控製、參數設定(dìng)界麵
2. 4 輔助控製(zhì)係統設計
由於機(jī)床床(chuáng)身較(jiào)長(zhǎng),所以采用多地控(kòng)製,控製麵板分(fèn)布在主軸箱、授油器及(jí)鑽(zuàn)杆箱三處。在主軸箱按鈕站分別有急停(tíng)、主軸啟動、主(zhǔ)軸停止3 個按鈕,授油器按鈕(niǔ)站除(chú)急停(tíng)按鈕與(yǔ)壓力表外,所有操控均可由觸摸屏(píng)完成。為操作方便快捷,觸摸(mō)屏下方設置了常(cháng)用的按鈕(niǔ)。鑽杆箱上設置急停(tíng)、正向進給、反向進給、快速前進、快速後退及進給停止5 個按鈕。為節省PLC 的輸入輸(shū)出(chū)點,3 個急停按鈕采用(yòng)常閉串聯的方(fāng)式引入PLC 的X0 端子,其他功能相同(tóng)的按鈕采用常開並聯的方式引入PLC。
3 、機床切削參數監控模塊設計
3. 1 切削參數監控理論推導(dǎo)
刀具磨損由各種機械物理因素造成,包括刀刃的塑性變形、黏著、摩擦(cā)、切屑和熱(rè)疲勞等。刀(dāo)具發生磨損時,後角變為0,後(hòu)刀(dāo)麵與工件接觸麵積(jī)增大。同時,刀尖圓弧半徑(jìng)加大,刀具與工件間摩擦加劇,從而使機床消耗功率加大。因此,通過監測主軸電機實時扭矩值,並依據相應的(de)公式,即可探測刀具的磨損(sǔn)。文(wén)中從機床電(diàn)機和機械傳動係統一體化的角度出發,在考慮(lǜ)各種能量損(sǔn)耗並存的前提下(xià),以傳動環(huán)節的能量流程為基礎建立了機床功率監控數(shù)學模型。
![]()
式中: Me為電極電磁轉矩;ω 為電機軸的角速度;M0、B、J 分(fèn)別為機床主傳動係統等效到(dào)電機軸上非載荷庫侖摩(mó)擦(cā)力矩、黏性阻尼係數和轉動(dòng)慣量;Pc( t) 為切削功率;αt為係統載荷損耗係數。切削功率
由式( 3) 可看出: 機床功率信(xìn)息完全由主軸電機實時扭矩值(zhí)決(jué)定。係統采用A/D 模塊采集主軸(zhóu)變頻(pín)器實時(shí)扭矩值,通過式( 3) 的計算得到主軸實時的鑽削功率。因此,鑽削加工時機床主軸功率的變化(huà)可以定量描(miáo)述為時間的函數,加工參數相同的同種工件其加工過(guò)程具有(yǒu)相似的主軸功率/時間曲線,經(jīng)A/D 轉換後的數字信號由485 接口輸入PLC,進行運算和(hé)判斷,監視切削過程中切削功率的變化情況。
3. 2 主軸功率監測與控製
在大量的加工測試及研究分析的(de)基(jī)礎上,發現刀具破(pò)損失效時,深孔鏜床主軸功(gōng)率變化主要包括以下幾種情況:
( 1) 圖6 ( a) 為正常加工時監測主(zhǔ)軸功率曲線(xiàn)。
( 2) 鑽頭持續鑽孔,由於刀具處於持(chí)續的磨損過程,因此監測到的主軸功(gōng)率(lǜ)大致呈現持續增(zēng)加的現象,如圖6 ( b) 所示。
( 3) 根據主軸功率離散模型得出加工過(guò)程功率變化曲(qǔ)線: 當刀具發(fā)生破損失效時,主軸功率曲線突然異常增大,如圖6 ( c) 所(suǒ)示。此時功率值超出預先設定的主軸鑽削功率的閾值Pmax,PLC 發出報(bào)警信號,控製麵板(bǎn)報警(jǐng)燈閃爍。
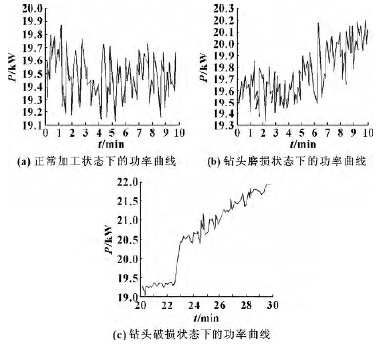
圖6 不同刀具狀態下鑽(zuàn)削加工主軸功率變化曲線
當功率超過設定的閾值,PLC 控製進給伺服係統反轉、退刀,主軸隻承(chéng)受裝夾工件(jiàn)下的空轉狀態,而不受切(qiē)削載(zǎi)荷,因此此時檢測到(dào)的軸功率維持在一個較低的狀態(tài)。
4 、結束(shù)語
根據深孔加工機床的(de)加工特點對機床原有電氣控製係統重新進(jìn)行研究,以PLC 作為控製係統的核心,取代傳統的繼電(diàn)器接觸器控製係統,從而實現控製可靠性與控製精度(dù)的大幅提(tí)高。綜合考慮機床各個(gè)工位的(de)控製(zhì)特點(diǎn)和操作人員的工(gōng)作特點,使用變頻器、伺(sì)服驅(qū)動器、觸摸屏等(děng)控製操作設備(bèi),從而達到對加工(gōng)過程(chéng)中的重要參數的(de)數字化控製(zhì)與檢測。
如果(guǒ)您有機床行業(yè)、企業(yè)相關(guān)新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情(qíng)況
- 2024年(nián)11月 基本型乘用(yòng)車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源(yuán)汽車銷量情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年(nián)8月 新能源汽車(chē)產(chǎn)量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據(jù)