


摘要:提出了數控鑽床提高群孔加工效率的新方法。實踐表(biǎo)明:使(shǐ)用電子圖版軟件計算(suàn)群孔孔(kǒng)心坐標(biāo)後進行手工宏程序變量編(biān)程,使用編程計算機(jī)用RS232C 將(jiāng)G 代碼傳給機床數控(kòng)係統(tǒng)來代替低(dī)效率的手工G 代碼輸入,鑽直徑大於19 mm、深度超過130 mm 的深孔時,使用整體硬質合金內冷鑽頭代替普通麻花鑽頭,合理運用(yòng)好鑽孔加工循環,選(xuǎn)擇合理的鑽孔加工路線。這些新方(fāng)法能在目前加工群孔基礎上提高1.5 倍(bèi)效(xiào)率。
0 引言
大(dà)慶石化分公司機械廠(chǎng)使用(yòng)沈陽中捷集團(tuán)生產(chǎn)的(de)ZKY7450×250 雙(shuāng)軸動橋(qiáo)式數(shù)控鑽床(chuáng)加工群孔(例如管板孔)已(yǐ)經有13 年的(de)曆史了。加工效率一般(bān)比(bǐ)普通鑽床提高1~2 倍。目前,我(wǒ)廠數控技術人(rén)員在現有基礎上又提出了一些新方法,這些(xiē)新方法(fǎ)使數控鑽(zuàn)床加工群孔的效率(lǜ)又提高了1.5 倍。通過(guò)使用電子圖版軟件計算群孔孔心坐標,通過手工編製含有(yǒu)變量的宏程序(xù),然後使用編程計算機用RS232C 將G 代碼傳給機床數控係統,鑽直徑(jìng)大於19 mm、深度超(chāo)過130 mm 的深孔時,使用硬質合金內冷鑽頭代替普通鑽頭,合理運用好鑽孔加(jiā)工循環,選擇合理的鑽孔加工路線。實踐表明,這(zhè)一係列新方法都可以快速提高數控鑽床加工群孔的效(xiào)率,同(tóng)時,孔的位置精度和尺寸精度也(yě)隨之提高。
1、使(shǐ)用電子(zǐ)圖版軟件計算孔心坐標,使用變量進行宏程序編(biān)程
我廠(chǎng)目(mù)前管板孔編程的方法主要還是通過數控工人利用計算器計算(suàn)孔心坐標,然後按照固定的鑽孔加工循環(huán)編製成一行一行鑽孔循環的程序,如果(guǒ)孔排數越多,則程序越繁瑣,最後通過手工輸入G 代碼的方式來執(zhí)行數控加工。正(zhèng)常(cháng)情況下,直徑在1200 mm 到1400 mm 範圍之內的管板編程的時間大約是1 h,輸入G 代碼的時間大約是1 h,總(zǒng)共需要2 h。而利用CAD 軟件(如電子圖版)畫出管板孔排列(liè)圖,則孔(kǒng)心坐標通過查詢功能,一目了然,再也不用通過計算器進行計算。利用變量編程(chéng),即(jí)宏程序(xù)編程,大大縮短了(le)鑽群孔程(chéng)序的總(zǒng)量,節(jiē)省了數控(kòng)係(xì)統的內存。通(tōng)常宏程(chéng)序要比非宏程序的內容縮減2/3,這縮(suō)短了輸入時間,對(duì)比如下:
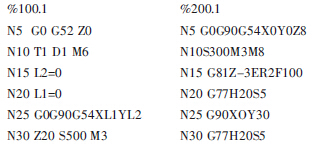
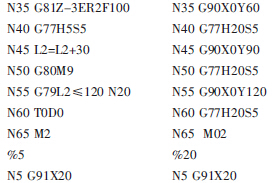
上麵%100.1 為宏程序變量編程, %200.1 為普通坐標編程,這兩(liǎng)個編程的內容說明,當孔的排數增大時,宏程變量編程隻需要將變量或條件參數改變一下, 程序內容(róng)基本上不變;而(ér)坐標編程的程序內容則隨孔排數的增多而(ér)增大。程序容量增大,不僅占用數控鑽床的內存,而且坐標計算繁瑣,容易出現操作失誤。因(yīn)此最好采用宏程序(xù)編程。但兩(liǎng)者在實際運用中,也要區別對待。對於完整排列(liè)的孔(如圖1),利(lì)用宏程(chéng)序編程更(gèng)方便;如果群孔的排列不是特別有規律(lǜ),或者部分孔中(zhōng)間有多個槽(cáo)等隔開(如管板上的隔板槽,為拉筋孔預留的空間等),使有規律排列的孔出現了很多斷檔。另外,鑽難加工的孔時,鑽頭更換是常有的事,利(lì)用宏程序編程(chéng),更換鑽頭(tóu),需要更改宏程序參(cān)數,目的隻是為了更換新鑽頭後使之在(zài)斷續處繼續鑽孔。此時(shí),使用坐標編程明顯更實用。在實際運用中,要根據群孔的(de)實際排列情況,綜(zōng)合考慮使用哪個程序更(gèng)好。
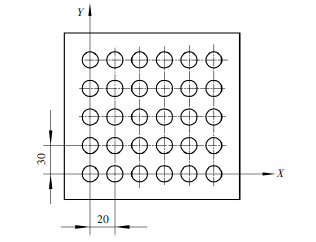
圖1 管板孔
2 、使用編程計算機用RS232C 將G 代碼傳給機床數控係統中
如果使(shǐ)用手工輸入程序G 代碼功能,則輸入時間較長,而且程序員輸入(rù)G 代碼後還需要逐次檢查是否正確。如果采用將編好的程序G 代碼通過使用(yòng)編程(chéng)計算機用RS232C 傳給機床(chuáng)數控係統,將零件加工程序全(quán)部讀入數(shù)控裝置內部的存(cún)儲器,加工時再從內部存儲器中逐漸調出進行加工。這個過(guò)程隻需(xū)要幾秒鍾的時間就可以完(wán)成操(cāo)作,非常方便。如果在機床鑽孔時需要輸入(rù)程序,則可以利用後台方式來輸入(rù)程(chéng)序,使加工和輸入在(zài)同(tóng)一(yī)時段同(tóng)時進行,以提高生產效率。
3 、使用硬質合金內冷鑽(zuàn)頭代替(tì)普通鑽頭
由於機床主軸設置有強力內冷、拉刀機構,可配(pèi)備特供內冷(lěng)刀具,如整體(tǐ)硬質(zhì)合(hé)金內冷鑽(zuàn)頭(tóu)。采用這種鑽頭,由於使高壓冷卻液直接冷卻鑽頭(tóu)切削刃和排除(chú)切屑,在鑽深孔時大(dà)大提高效率。加工鋼件(jiàn)切削速度能達1000 m/min,當孔直徑大於19 mm、深度小於(yú)160 mm 時,使用該類型鑽頭可直接使用G87 鑽孔循環而不必使用反(fǎn)複(fù)切削加工的G83 鑽(zuàn)孔循環。使用整體硬質(zhì)合(hé)金內(nèi)冷鑽頭,采用高(gāo)轉速、低進給量進行加工,孔的表麵粗糙度可(kě)以達到Ra1.6 μm,可以省去鉸孔(kǒng)工序。這裏需要考慮的(de)就是硬質合(hé)金內冷(lěng)鑽頭磨損(sǔn)後,需要在專用設備上重新磨切削刃,它的費用也是比較(jiào)高的。所以,對於鑽普通的群孔(如(rú)孔的深度小於80 mm,表麵粗糙度在Ra6.3 μm 以上)時,都可以使用普通鑽頭代替內冷鑽頭來加工(gōng)孔。使用硬質合(hé)金內冷鑽頭的前提條件是:孔的精度高,深度深(一般情況下(xià),深(shēn)度都要超過(guò)100 mm),孔的位(wèi)置(zhì)精度高(gāo)(一般在0.03 mm 內),孔的排列規則,並且批量加(jiā)工。此時,就(jiù)需要考慮用硬質合金內冷鑽頭來代替普(pǔ)通鑽頭來加工群孔。
4 、合理運用好鑽孔加工循(xún)環(huán)
G83———啄(zhuó)式鑽孔加工循環。特點是鑽頭逐次鑽削,逐次退出,以使(shǐ)冷卻液能及時(shí)進入孔裏(lǐ),並(bìng)且能(néng)及時把(bǎ)切(qiē)屑排出(chū)。使用普通麻花鑽鑽頭,當孔的深度(dù)在130 mm 以上(shàng)時,經常使(shǐ)用此加工循環,如果鑽頭采用內冷整體硬質合金鑽頭時,孔的深度在160 mm 以(yǐ)上(shàng)時(shí),才采用G83 循環。G87———帶斷削槽的鑽孔加(jiā)工循環。其特點(diǎn)是鑽頭鑽進孔一定深度值P 後,例(lì)如(rú)P=50 mm 後,鑽頭(tóu)速度不變,但進給暫停,暫停時間可設定的鑽孔加工循環。以前(qián),我們加工深度大於140 mm 的群孔時,經(jīng)常使用的是G83功能,經過實踐檢驗(yàn),前120 mm 深可采用(yòng)G87 功能,後麵深度可才用G83 功能,即兩(liǎng)個功能套用,如同主程序中的子程序一樣,這樣一來,每鑽一個孔,至(zhì)少節省15 s,按照零件(比如管板)上有1000 個孔計算,則每塊管板節省時間250 min。
5 、選(xuǎn)擇合理的鑽孔加工路線
對(duì)位置精度要求高的孔係(xì)加工(如模具定位孔),要注意安排孔(kǒng)的加工順序。以避免鑽頭在孔的定位中將機床傳動副(fù)的反(fǎn)向間隙帶入到進給(gěi)運動中(zhōng),影響孔的位置精度,如圖(tú)2。按圖2(a)的路線,由於使鑽頭在5、6 孔定位的運(yùn)動方向(xiàng)與1、2、3、4 孔相反,Y 向進給傳動副(fù)的反向間(jiān)隙,會使5、6 孔位置誤差增大;按圖2(b)所示路線,可避免反向間隙(xì)的引入。
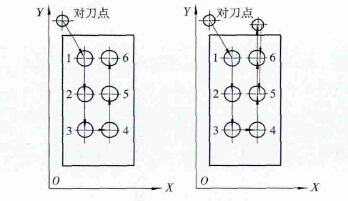
圖2 孔加(jiā)工路(lù)線示意圖
在保證加工精度和表麵粗(cū)糙度的條件(jiàn)下,盡量(liàng)縮短鑽頭走刀路線(xiàn),減少(shǎo)空行程,提高生產率。例如將G87 或G83 鑽孔循環中的ER 值盡量設置成不超過0.5 mm,EF值控製在0.5 s 範圍之內。
6 、現場應用
目前,使用以上新舉措已加工群孔類零件(如管板)超(chāo)過10 t,通過控製內冷鑽(zuàn)頭的轉速和進給量,孔表(biǎo)麵粗糙度可以達到Ra1.6 μm,可以省去鉸(jiǎo)孔工序。這不但提高了群孔的加工效率,而且也降(jiàng)低了加工成本。另外,編程和輸入程序的時間大(dà)大縮(suō)短也使加工效率得到(dào)了進一步的提(tí)高。在加工苯乙烯篩板零件的加工過(guò)程中,該零件共有1659 個直徑(jìng)為7.1 mm 孔,使用電子圖版軟件計算群孔孔心坐標(biāo),然後(hòu)通過(guò)使用變量編製G 代碼程序,通過使用編程計算機用RS232C 傳給機床數控係統, 這樣一(yī)來,僅僅加工前準備工作就比手工計算孔心坐標和手工輸入G 代碼節省1 d 時間。
7 、結語
通過使用電子圖版軟件計算孔心坐標,並使用變量進行編程, 使用編程計算機用RS232C 將G 代碼傳給機床數控係統中,鑽深孔(深度超(chāo)過140 mm)時(shí),使(shǐ)用(yòng)內冷鑽頭代替普(pǔ)通鑽頭加工群孔(例如管板孔),並且運用(yòng)好G81、G83、G87 加工(gōng)循環,選擇合理的鑽孔加工路線,這些新舉措能在目前加工群孔基礎上提高1.5 倍效率。孔(kǒng)的尺(chǐ)寸精度和位置精度也有(yǒu)明顯的提高,這對於大批量的(de)管板(bǎn)群孔加工(gōng),效果尤其明顯。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數(shù)據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產(chǎn)量數據
- 機械加工過程圖示
- 判斷一台加(jiā)工中心精(jīng)度的幾種(zhǒng)辦法
- 中走絲線切割機床(chuáng)的(de)發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作(zuò)坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造(zào),多談點製(zhì)造(zào)
- 現(xiàn)實麵前,國人沉默。製(zhì)造業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工(gōng)藝的區別