


摘要: 為減小BTA 深孔鑽削加工過程中鑽杆振動對刀具壽命和工件加工精度的影響,開發(fā)了一種鑽(zuàn)杆振動主動控製係統(tǒng)。所設計的超磁致作動器( GMA) 能(néng)夠滿足鑽削振動高頻響和高精度的(de)控製要求。在係統總體設計的基礎上分別對鑽杆振動模型和作動器(qì)動力學特性進行了分析,建(jiàn)立了傳遞函數模型(xíng)。利用MATLAB 軟件對PID 算法(fǎ)控製係統進行仿真,最終通過實驗(yàn)驗證了所設計的(de)振動(dòng)主動控製係統對鑽(zuàn)杆振動抑製的(de)有效性(xìng)。
BTA 深孔加工技術廣泛運用(yòng)於重要部件高(gāo)精(jīng)度深孔鑽削過程中,在國防,航空和汽(qì)車等行業領域占有重(chóng)要地位。BTA 深孔鑽削係統中鑽杆長徑比很大,隨著鑽削過程的進行易引起(qǐ)鑽杆的偏心振動 。深孔鑽杆的偏心振動對工件的加工精度及刀具壽命有著重要的影響,Gessesse 等 通過實(shí)驗研究了在深孔加工過程中鑽杆的振動與孔螺旋的關係。Ahmadi 等 分析了鑽削過程中不同(tóng)形式的振動對刀具磨損的影響。隨著細(xì)長的鑽杆深入工件內部,其(qí)動態特性在切削液與切屑的作用(yòng)下變得十分複雜,研究鑽(zuàn)杆振(zhèn)動機理與減(jiǎn)振技術,成(chéng)為當今深(shēn)孔加工技術中的熱點 。筆者(zhě)在BTA 鑽杆振動偏心運動理論分析的基礎上,將超磁致伸縮材(cái)料應用於(yú)深孔鑽杆振動(dòng)控製(zhì)中,以PID 控(kòng)製算法作為其控製策略,使作動器產生相應輸出力抑製鑽杆振動。通過軟件仿真和現場試驗,驗證了該係統對鑽杆振動抑(yì)製的效果(guǒ),對於提高深孔鑽杆鑽削過程中的(de)穩定性具有一定的理論與實際(jì)意義。
1 、鑽杆振動模型分析
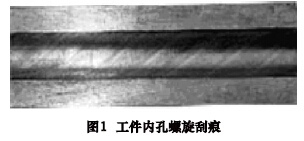
鑽(zuàn)杆偏心(xīn)振動是鑽杆(gǎn)在(zài)鑽削加工中的一種失穩現象,對(duì)工件精度和加工工藝過程都影響較大。鑽杆在鑽削過程中易發生繞軸心(xīn)線擺動的(de)偏心(xīn)振動,由於鑽杆邊進給邊繞軸線的偏心振(zhèn)動容易導(dǎo)致(zhì)鑽頭在工件內孔(kǒng)留下如圖1 所示的(de)螺旋形刮痕。
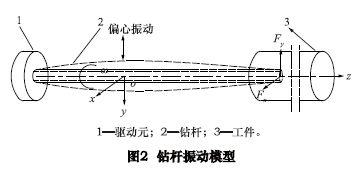
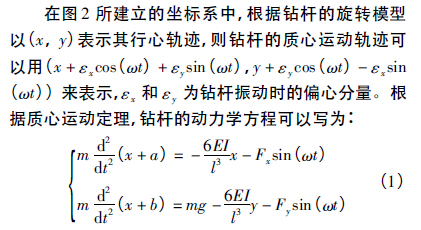
在(zài)深孔鑽削過程中BTA 鑽杆偏心振動可以導致共振段鑽杆在自轉的同時(shí)以一定速度繞工件孔軸線(xiàn)進行公轉(zhuǎn),由此(cǐ)產生的彎曲(qǔ)應力將破壞鑽削穩定性(xìng)。
2 、鑽杆振動(dòng)主動控製
2. 1 主動控製係統
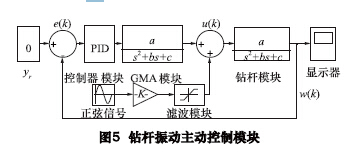
超磁致伸縮作動器( GMA) 是在超磁致伸縮材(cái)料基礎上開發的(de)新型作動器。這種新型材料具有能量轉化效率高、響應速度(dù)快、頻帶寬等優點。基(jī)於以上性能(néng),設計了如圖3 用於BTA 深孔鑽(zuàn)床的振動控製(zhì)係(xì)統。
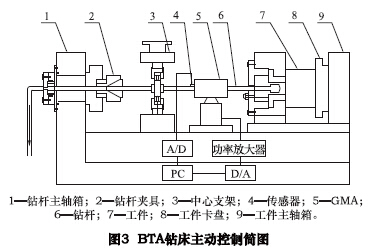
深孔鑽削加工時,鑽杆(gǎn)旋轉進給的同時,受到鑽頭(tóu)傳遞的切削力、切削液作用力、鑽杆變形(xíng)彈性力等的影響(xiǎng),使鑽杆產生了偏心振動。針對鑽杆(gǎn)偏心振動設計主動控製策略可以對(duì)這種振動起到有效的控製。其控製部(bù)分由超磁致伸縮作(zuò)動(dòng)器(qì)、I /O 接口電路、傳感器(qì)和計算機組成。當鑽(zuàn)杆在(zài)加工過程中產生偏心振動時,渦流傳感器檢測(cè)到鑽杆的偏(piān)心位移。位移(yí)變化量經傳感(gǎn)器放大(dà)後轉化為模擬的電信號,該信號再經過A/D轉換器以(yǐ)數字信號模(mó)式進入控(kòng)製計算機。再由計算機(jī)中設定的(de)控製算法將輸入信號處理為合適的輸出量,輸出量在D/A 轉(zhuǎn)換器和功率放大器作(zuò)用下驅動作(zuò)動器,通過輸出的作用力(lì)來達到對鑽杆振(zhèn)動的控製。如圖4 為設計的與BTA 鑽杆連接的GMA 作(zuò)動(dòng)器。
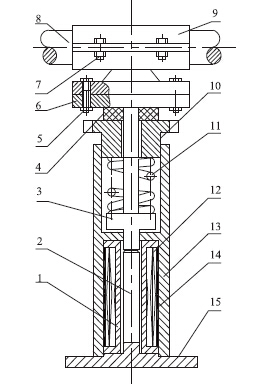
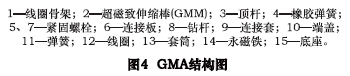
超磁(cí)致伸縮作動器的磁路由外套、輸出杆、永磁鐵和底座組成。GMM 棒處於激勵線圈和磁鐵(tiě)作(zuò)用下的磁場中。當激勵線圈中的電流發生變化時,GMM 棒(bàng)產生對應的伸縮變形,推動導杆運(yùn)動,將磁致伸縮作用力通過連(lián)接板作用於振動鑽杆。作動器的磁路(lù)磁動勢為 :
2. 2 鑽杆主動控(kòng)製仿真與實驗
為了達到較好的控製效果,選擇PID 控製器作為控製算法。PID 是一種應用於工業自動化控製的成熟係統,其在偏差控製方麵能夠綜合考(kǎo)慮(lǜ)過去、現在、將來的信息,有利於提高振動主動(dòng)控製係統性能。在MATLAB 環境(jìng)中(zhōng)建(jiàn)立如圖5 所示的PID 控製Simulink 仿真框圖(tú),仿真中(zhōng)以振幅50 μm,頻率為(wéi)40 Hz的正弦信號作為係統的隨機激勵,得到如圖6
所(suǒ)示控製結果。
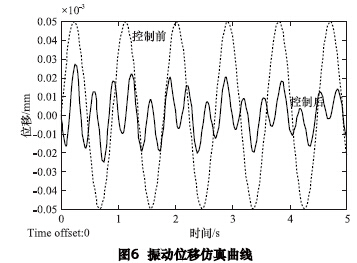
從圖6 中可以看出(chū)振動控製前振動位移幅度為50 μm,振動控製後振動位(wèi)移幅度(dù)減小至20 μm,減小振動幅值的60%。
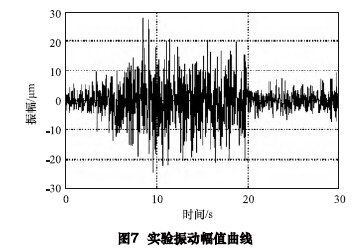
本係統的實驗在深孔加工(gōng)中心的裝有BTA 係統的深孔鑽床上進行,采用鑽杆旋轉進給(gěi)的形式(shì)對工件進(jìn)行加工,相應的實驗參數: 切削液類型為5% 乳化(huà)切削(xuē)液; 切削液壓力為2. 50 MPa; 切削液(yè)流量為: 90 ~110 L /min; BTA 鑽頭材料為YT15。在正常的鑽削加工過程中,機床加工轉速範(fàn)圍為150 ~ 300 r /min,采樣頻(pín)率設定為1 200 Hz,在一個振(zhèn)動(dòng)周期內(nèi)采樣次(cì)數滿足控(kòng)製要求。加工45#鋼工件(jiàn),直徑30 mm,鑽削1 200mm 通孔。開啟鑽床根據加工經驗,鑽(zuàn)杆主軸(zhóu)轉速設定為220 r /min。圖7 為振動主動控製效果圖,由圖中可以看出(chū)當工件達(dá)到正常加工轉速後,鑽杆振動幅值較大,當在第20 s 對(duì)鑽杆振動主動控製後,其振幅由大約20 μm 減小到5 μm 左(zuǒ)右,其振動幅度衰減約為75%,振動控製效果明顯。
通過對所加工工件內孔測量,控製前工件加工段(duàn)內孔粗糙度為2 μm,控製後內孔粗糙度值減(jiǎn)小到1. 5 μm; 在施加控製的(de)條件下工件內孔直線度(dù)誤差為2. 8 μm,相同實驗條件下未加(jiā)振動控製工件直線(xiàn)度(dù)誤差為3. 6 μm。經振動控製後,有效提高了工件加工精度。
3 、結語
( 1) 分析了深孔鑽削過(guò)程中鑽杆產生偏心振動(dòng)的原因,鑽杆鑽削時受不均勻力作用產生的偏心振動,對工件的精度有重要影響。
( 2) 設計了基(jī)於超磁致伸縮作動器的深孔鑽削振動主動控製係統,該裝置通過相應的控製策略,施力於振動鑽杆,實現對鑽杆偏心振動(dòng)的控製。
( 3) 通過實驗表明,所設計的振動主動控製係(xì)統可在很大程度上(shàng)減小鑽(zuàn)杆振動幅值,進而提高工件精度。該振動控製裝(zhuāng)置在深孔(kǒng)鑽削振動控製領域具有一定的應(yīng)用價值和前景。
如果您(nín)有機(jī)床行(háng)業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬")
調(diào)查")
- 2024年11月 金屬(shǔ)切削機床產(chǎn)量數據
- 2024年(nián)11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基(jī)本型乘用車(轎車(chē))產量數(shù)據
- 2024年11月(yuè) 新(xīn)能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口(kǒu)情況
- 2024年10月 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基(jī)本型乘用車(轎(jiào)車)產量數據