
MX加工中心自動回原(yuán)位設計(jì)
2016-7-28 來源:安微理工大學研究生處 作者:陶高群
機(jī)床原位(wèi),即機床各軸及運動元件皆處在(zài)一個確定的相(xiàng)對安全位置。在生產過程(chéng)中,MX加工中必沒有自動回原位的功能。在自動(dòng)化生產線開後後,一旦發生生產故障導致機床報巧急停,機工維修人員宿先進入加工中也內(nèi)部對各個機構相(xiàng)對位置(zhì)進(jìn)行判(pàn)斷,再對各機構有序進行手動回原位的操作。因為(wéi)觀察和手動回原位動作由於工況條件的限製必須兩人或兩人以上協同進行,這樣(yàng)的(de)工(gōng)作(zuò)狀態下不僅對手動回原位的操作人員有較髙的技能要求,而且對加工中也內部的機工維修人員的生命安全帶來隱患。巧時耗力不僅提商了設備維修成本,更重要的是降(jiàng)低了維修工作的(de)效率。因此對MX加工中也在(zài)報警急停狀態下(xià)進行各關鍵機構的自(zì)動回原位設計,其現實作用非常大。
4.1MX加工(gōng)中古原位的定義
在進行回原位設(shè)計之前,先弄清楚MX加工中也(yě)的整(zhěng)體結構和各個機構動作機理。按(àn)工作區域劃分(fèn)可將(jiāng)MX加工中也分為換刀(dāo)區域、交換工作台區域和加工區域(yù)H大部分(fèn)。下麵對每個區域中所包(bāo)含(hán)各機構回原位定義進(jìn)行介紹。
4.1.1換(huàn)刀區
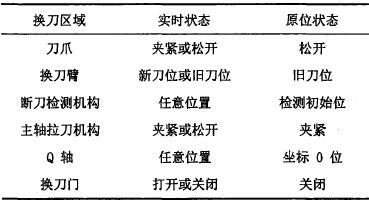
換刀區域主要包(bāo)括刀爪、主軸拉刀機構等機構,對(duì)每(měi)個機構的原位狀(zhuàng)態(tài)定義如下表 4.1所示。
表 4.1換刀區域原(yuán)位定義
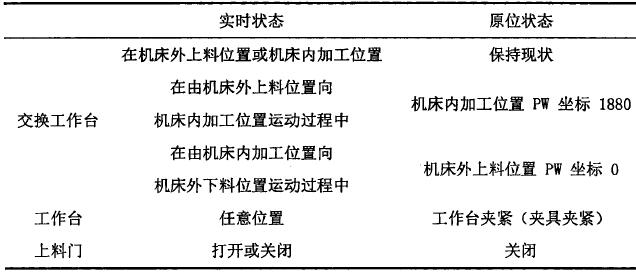
4.1.2交(jiāo)換工作台區
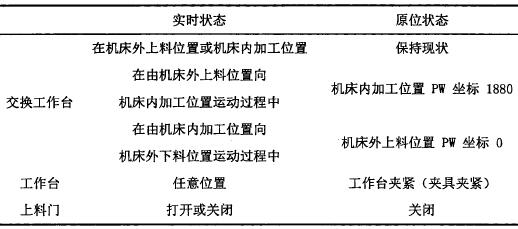
為適應缸體缸蓋生產線自動化生產的需要,在交換工作台區域包含兩個交換工作台,當生(shēng)產線產量進度(dù)要求(qiú)不高時可隻(zhī)使用一個工作台(tái)。交換工作台區各機構的原位狀態定(dìng)義如下表4.2所示。
表 4.2交換(huàn)工作(zuò)台區域原位定義
4.1.3加(jiā)工區
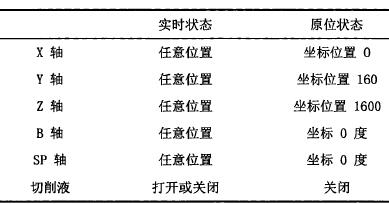
加工區域主要包括X軸、Y軸、Z軸、繞Y旋轉的軸、SP軸等。加工區(qū)各機構的原位(wèi)狀態定義如下表4.3所示。
表4.3加工區域原位定義
4.2回原位功能的設計
MX加工中也作為缸體自動化生產線(xiàn)上(shàng)較為(wéi)關鍵一個工(gōng)位,實(shí)際生產中各功能模塊間(jiān)位置緊(jǐn)湊,同時各個機構相對運動錯綜(zōng)複雜(zá)。在進行回原位編程時,必(bì)須抓住(zhù)主幹(gàn),使原本看似(sì)複雜的機構動作順序看的層次分明、條理清(qīng)晰。
4.2.1回原位功能實施的總體方案(àn)設計
作者査閱大量相關(guān)資料,參考(kǎo)曆年技改的方案計劃,再(zài)結(jié)合MX加工中也本身所特有設計理念W及功能特性,將回原位功能程序設(shè)計分為H個部分,分別為換刀區回原位NC程序塊設計、交換工作台區回原位NC程序塊設計、加工區域回原位NC程序塊設(shè)計。其中(zhōng),刀(dāo)庫口與上料口作為MX加工中也加工區域與其、他兩個區域相連接的關鍵部位(wèi),可將送兩部件(jiàn)的工(gōng)作狀態作為整個加工中必自動回(huí)原位程序的判斷旋轉環節。這(zhè)樣就可W將看(kàn)似複雜的機構(gòu)動作控製程序有序的整合成模塊式的程序結構。經過刀庫口與上料口開關狀態的(de)判(pàn)斷便可根(gēn)據需要調用相應程序模塊,簡化現有編程工作的同時也對W後的機床功能擴展工(gōng)作減少工作量。整體(tǐ)結構(gòu)流程圖設計如圖4.1所示(shì)。
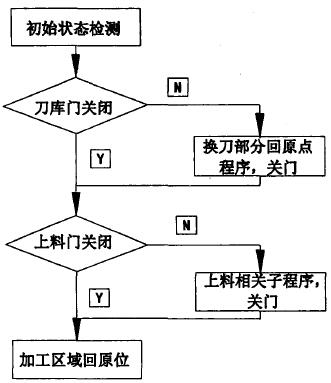
圖4.1MX加(jiā)工中(zhōng)心回原位整體控製流程圖
4.2.2NC與PLC的通訊
加工中心各關鍵部位回原(yuán)位功能得(dé)以實現,其中最關鍵的一個環節就是怎麽高效快捷的完成NC與PLC之間的通訊問題[?1。NC控製作為實現機床各軸按一定規律運動的控製元素。PLC作為加工中(zhōng)屯、中(zhōng)一些輔助元素的控製(zhì)介質,例如加工中也中的動(dòng)作開(kāi)關、傳感器、冷卻液、鏈式(shì)刀庫的轉動、換刀裝置的控製等(děng)等,運些都(dōu)離不開PLC的控(kòng)製。而這兩種控製(zhì)作為加工中也關(guān)鍵的控製(zhì)方式,既有分工也充滿聯係【w。有時為實現某(mǒu)一個功能,會同時用到兩種控製(zhì)方式。因此,在實現本章節任務(wù)的過程中,弄清楚NC與PLC之間的通訊機理。對(duì)實現各關鍵部(bù)位更加(jiā)高(gāo)效快速的(de)回原位(wèi)具有積(jī)極的意義。
為了便於對機床功能進行擴展和調整,MX加工中也采(cǎi)用獨立式PLC控製。具體情況(kuàng)如圖4.2所示。
圖(tú)4.2外(wài)裝式PLC係統框圖
此外,MX加工中(zhōng)也的PLC與NC之間的數據傳遞主要是由輸入輸出端口W及串行接口來負責。一般情況當對數據的(de)實時(shí)性要求(qiú)不(bú)高(gāo)時,可通過串口(kǒu)通信,當一些(xiē)檢測、報警的數據(jù)則需要(yào)專口的I/O通道來實現。具體情況如圖4.3所示。
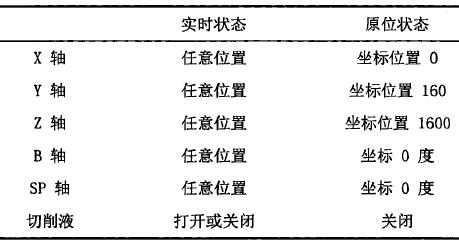
圖4.3外裝式PLC與NC通信結構示意圖
對於MX加工中也外裝式PLC中采用(yòng)非主動式的通信模塊(kuài)與RS232串口進行點對點式的通(tōng)信,通信模塊必須接(jiē)受到主(zhǔ)計算機命(mìng)令才能工作。
一般的通信情況(kuàng)可分為兩種:第(dì)一種為可編程控製器(qì)對(duì)數字控製(zhì)的(de)參數進(jìn)行讀取和(hé)修改;第二種(zhǒng)為數字控製程序對可編程控製器內部的數據(jù)進行讀取和修改。在第一種狀態下,可利用西口子的toolbox提供的FB2讀取功能模塊W及FB3寫(xiě)NC變量的功能(néng)模塊完成PLC對NC的(de)通信。當進行宏程序的編寫,進行安全監控W及(jí)刀庫確定位置等功能時都(dōu)會運用到FB2/3這兩種功能(néng)模塊。
第(dì)二(èr)種通信(xìn)狀態及NC對PLC的通信時,西口子(zǐ)的toolbox提供了FC21功能模塊。再結合具體NC係統變量就可W完成某項數據的通信。NC係統變量分為(wéi)四(sì)種(zhǒng)狀態:¥ADBB[n](8位字節),$A_DMX[n](16位字),$A_DBD[n](32位雙字),¥A_DBR[n(32實數(shù)),其中n為地址的偏移量。但對PLC數據進行讀寫訪問時,巧W字節為最小工作單位,且FC21功能模塊可(kě)被立即調用,數(shù)據傳送的速度非常快。FC21是西口子840D係統己經編好的一個功能,用於數(shù)據的讀寫訪問,需要(yào)進行通訊時隻需直接調用即可。外裝式(shì)PLC—個優點就是編程者可(kě)W自由地定(dìng)義變(biàn)量類型,使得編程更加多元(yuán)化,方便工程(chéng)人員操作。另(lìng)外(wài),一次通訊可包含1024字(zì)節的數據量。在本設計中,換刀手及交換工作台程序部分(fèn)都(dōu)涉及到了FC21的調用(yòng)[47]。
為便於數據的信息的交換,在PLC與NC之間SINUMERIK數控係統提供DPF公共存儲區,大小為40%字節。PLC定義的接口地址(zhǐ)與NC定義的係統變量都統一和公共存(cún)儲區一一對應通過地址一一對應方式就(jiù)能實現NC與PLC之間數據的同步[40-41]。W本次編程中所需部分對應地址信息為例,查閱相關資料明確PLC定義的接口地址所對應NC係統變量(liàng),如表4.4所示。
表4.4胞係統變量與PLC信號對照表
4.3回原位NC程序設計
4.3.1換刀區回原位NC程序設計
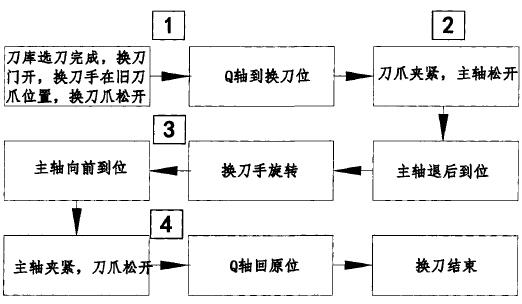
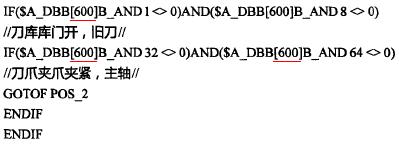
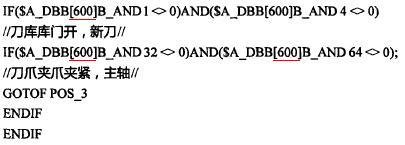
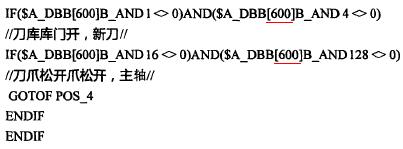
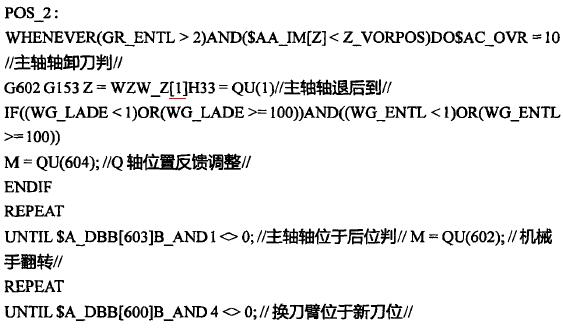
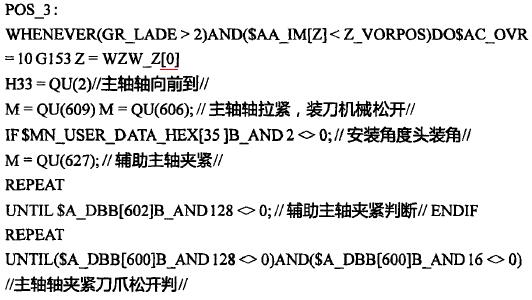
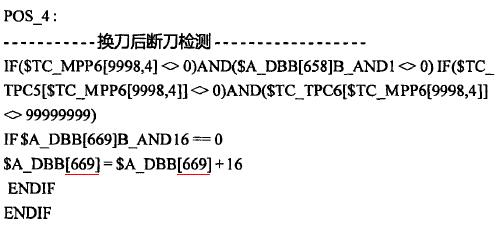
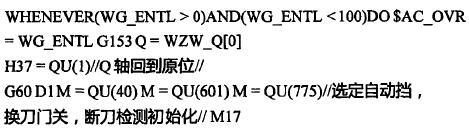
根據換刀(dāo)區域各機構相關動作順序分析,結合各順序動作的特點,確定了四個能執行換刀臂回原點功能的位置節點。要想確定換刀(dāo)區所處於哪個位置節點,必須對換刀區域中Q軸位置、換(huàn)刀手處處於新刀位還是舊刀位、刀爪是否處於夾緊狀態。通過這H個(gè)問題的考量,就能很明(míng)確換刀區域所處的工作狀態,再根據不同的工作狀態明(míng)確巧用哪(nǎ)種回原位NC程序。換刀過程(chéng)流程圖如圖4.4所示。
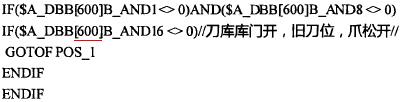
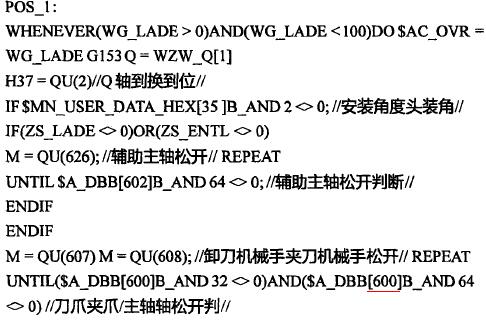
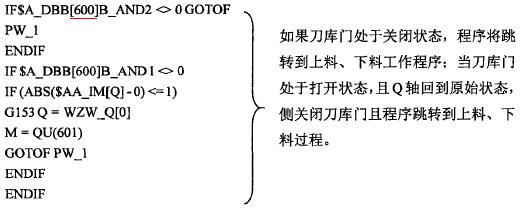
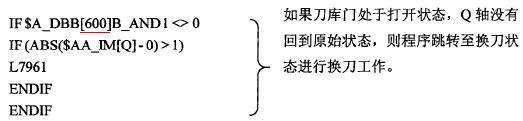
通過研巧換刀區程序流程圖,再(zài)結合相應信號所對應(yīng)的NC係統變量(liàng),對換(huàn)刀區各運動部件的位置節點判斷程序和各位置節點所對應的換刀區回原位程(chéng)序進行編製,具(jù)體內(nèi)容如下:
判斷換刀機構(gòu)的物理位置,跳轉到相(xiàng)關插入(rù)點程序(xù):
4.3.2交換(huàn)工作台回原位(wèi)NC程序設計
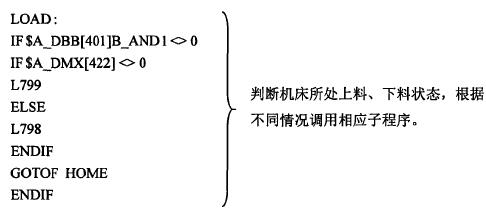
與換刀區程序設計構思相同,交換工作台區域回原位程序的(de)調用(yòng),也(yě)是通過判斷上料口^^Jl及工作台的狀態來判斷他們的狀態位畳然後分別調用(yòng)相關程序的。交換工(gōng)作台回原位程序(xù)設計流程(chéng)如圖4.5所示。
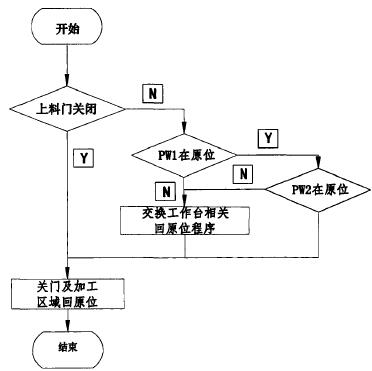
圖4.5交換工作台回原(yuán)位程序設計流程圖
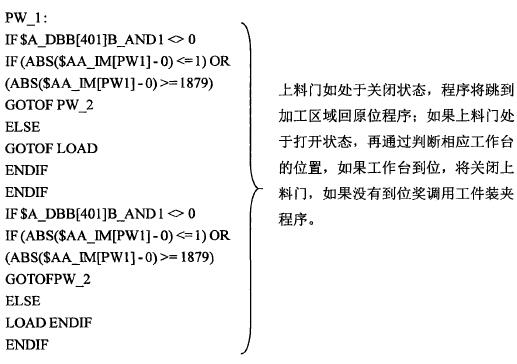
由交(jiāo)換工(gōng)作台回原位程序設計流程圖可知,^^Jl上通過判斷上料口(kǒu)是(shì)否關閑、PWl是否在(zài)原位(wèi)、PW2是否在原位可確定兩個工作台分別所處狀態,1^^便調用相關糧序(xù)回原位。同(tóng)時(shí)通過査閱相關資(zī)料得到:上料(liào)n的狀態所對應係統變量(liàng)為"$A_DBB[4(H]B_AND1";判斷工作台是否處於上、下料過程的程序語句為"IF$A_DMX[422]〇0";明確所需回原點(diǎn)的工作台程序語句為"IF$A_DMX[420]==?"。再結合交換(huàn)工作(zuò)台回原位程序設計流程圖,編寫交換工(gōng)作台回原位NC程序如下:
4.3.3加工區域回原位NC程序(xù)設計(jì)
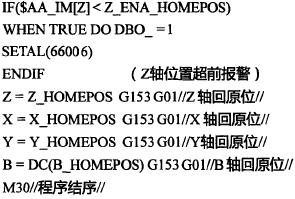
與換刀工作區域和交換台工作區域相比,加工區域的回(huí)原(yuán)位程序設計就沒有那(nà)麽複雜,回原位流程的判斷也很(hěn)簡單,隻需要(yào)將加工(gōng)區(qū)域內的各軸退回安全位置即可。在加工區域中的軸主要包括有X、Y、Z、B及主軸,根據經驗要(yào)求(qiú)需先將Z軸回原(yuán)位,然後分別(bié)為X、Y、B回原(yuán)位,最後主軸(zhóu)停(tíng)止轉(zhuǎn)動。其中有種特殊情況是當Z軸出現位置(zhì)超前報普提示時,需要先手動將Z軸退進,然後再進行Z軸的回(huí)原點程序運行。加工區域回原位NC程序如下;
4.4本章小結
通(tōng)過對MX加工中也的(de)整體結構和機構工作原理進行分析,確定編程的總體方案,並對NC與PLC的通信方式進行分析,保證了(le)加工中也在(zài)停車維修的狀態下實現了自動回(huí)原位的(de)功能,使得NC回原位程序相比較而言(yán)更加模(mó)塊化、高效化(huà)。保障機內維修人員生命(mìng)安全的同時,降低(dī)維修(xiū)成本,提高維修工(gōng)作的效率。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
名企推薦(jiàn)







專題點(diǎn)擊前十(shí)
| 更多

