
MX加工中心自主維修與氣路優化設計
2016-7-27 來(lái)源: 安微理工大學研究生 作者(zhě):陶高群
1、回(huí)轉台分配器故障(zhàng)分析與自主維修
1.1MX回轉台竄油故障(zhàng)分析
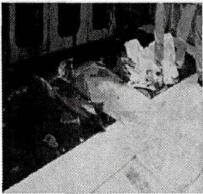
MX回轉台作為數控加工中也B回轉軸的同時,也起到了承載工件、裝夾工件的功能,故要重視對其的(de)維護保養。但在多年的連續工作中出現竄油故障、耗油現象具體現場工況如圖1.1所示。
(a) (b)
圖1.1MX回轉台漏油現場圖
(a)MA加工中心外部(bù);(b)MA加工中心內部
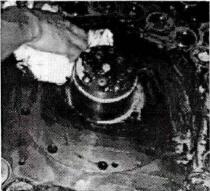
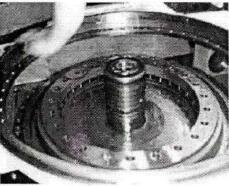
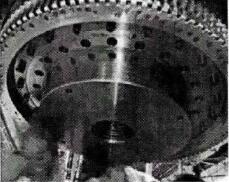
對上述現象,經作者(zhě)與機(jī)工(gōng)人員對一(yī)起對MX加工中也(yě)的回轉台進行拆除,並進行測繪。初步分析漏油(yóu)可能源於分配器中密封件磨損所致,如圖1.2所示。
(a) (b)
圖1.2MX回轉台分配器
(a)定(dìng)子;(b)分度(齒端盤)
分配器作為回轉台的關鍵部件,其對液壓台麵的抬起鎖緊、端齒盤的鬆開鎖緊、吹氣清潔、夾具及分(fèn)度的(de)氣檢等(děng)都起到了關鍵作用IW。在廠家沒有提供關(guān)於回轉台分配器部分(fèn)的詳細裝配圖情況下,作者對分配器進行H維、及二維建(jiàn)模。但由於保密性要求,隻能提供簡化分配器二維結構供讀(dú)者理解,分配器結構示意圖如圖1.3所示。
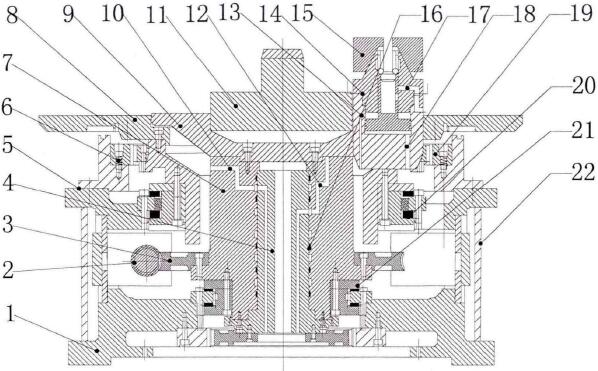
回轉台2.蝸(wō)杆(gǎn)3.騎(qí)輪4.分油軸5.鎖刹(shā)裝油麵缸(gāng)體6.媒形彈黃7.分油套8.上端蓋9.過渡板
10.油路I11.法蘭軸12.油路II13.定位夾裝裝置上腔油路14.定位錐銷15.定位錐套16.格蘭圈
17.清(qīng)潔氣路18.定位夾接裝置下腔油路19.光刪尺20.軸承(chéng)21.連接環22.調整板
圖1.3分配器內部結(jié)構示意圖
分配器擁有分(fèn)油軸(zhóu)和分油套兩部分,分油軸固定在整個回轉台的殼(ké)體上不隨B軸轉動。回轉台所需的各類氣(qì)、液、油(yóu)通過X軸坦克鏈內的軟管連接到分配器(qì)定子的底部。轉(zhuǎn)動套內腔設計加工有10道油槽,每一條槽分別對(duì)應分油套的一條通路1-M1。由於油槽為內孔壁(bì)圓周上一整圈,因此無論轉動套隨B軸如何轉動,流體都能通過定(dìng)子的通路進(jìn)入相對應的油(yóu)槽,進而進入B軸旋轉部分。從而對液壓台(tái)麵(miàn)的抬(tái)起鎖緊、端巧盤的鬆開鎖緊、吹氣清潔(jié)、夾具W及分度的(de)氣檢等都起到了關鍵作用。
由於分油軸和分油套需要相對運(yùn)動,兩者問的油槽也隨著相對運動,故相鄰路(lù)之間的密封問題很關鍵。所選用的密封材料摩擦係數要相對較低,而且所處工(gōng)況在油(yóu)腔狀態下材料本身的粘度係數要低(dī)。根據這樣的工況要求,機(jī)床廠家采(cǎi)用了格蘭圈來解決密封問題。格蘭圈由PTFE密封圈(聚四氣藝帰)和0形(xíng)圈組(zǔ)成,如圖1.4所(suǒ)示。

圖1.4格(gé)蘭圈不(bú)意(yì)圖
如格蘭圈(quān)示意圖所示(shì),PTFE密封圈(聚四氣乙帰)具有極低的(de)摩擦係數且動(dòng)靜摩(mó)擦係數幾(jǐ)乎相等(自潤滑性好);此外該材質表麵的粘(zhān)度係數極低,幾乎所有粘性(xìng)物質都(dōu)不能粘到它的表麵。但(dàn)為保證分油(yóu)軸和分油套油槽間的油路暢通,它們(men)在(zài)相對運動的同時還要(yào)保證兩者(zhě)間隙足夠小。在這樣(yàng)的工況條件下PTFE密封圈由於具(jù)有"冷流性",在長時間(jiān)連續載荷作用下(xià)發生(shēng)的塑性(xìng)變形(蠕變)而被壓扁。雖然這項缺點可通過加入適當的填料及改進密封結構等方法來克(kè)服(fú),比如(rú)本(běn)密封結構就采用在PTFE外部添加0形圈來提供足夠的密封預(yù)緊力和對PTFE環的磨損進行一定範圍(wéi)內的補償作用。但在長期載荷作用下0型圈的補償超出極限後就會出現漏油(yóu)現象。
經過作者(zhě)和工藝工程師分析判斷後,認為MX加工中也發生回轉台竄油可能是因為PTFE密封磨損而導致的(de),並提出更換該(gāi)密封的建議。
2、MX回轉台的自主維修(xiū)
更換格蘭圈需要將整個分油(yóu)套拆除,這其中時柵的拆除、蝸輪蝸杆傳動機構的(de)拆除、轉動套與液壓刹車的分離等步驟,在拆裝時既要保(bǎo)證零件不受損耗,又要保證零件的安裝精度等多項技術難點需(xū)要攻克。因(yīn)此,作者與工藝小組一起,在沒有任何國(guó)外廠家的(de)技術支持(chí)下,借助於多(duō)年的拆裝經驗,製定了詳細的維修方案(àn),在維修過程中作者(zhě)對每個拆裝細(xì)節進行詳細記錄,並在此技改項目完成後將整個拆裝過程編寫成《MX加工中也回轉台(tái)維修標(biāo)準作業指導書》(注明:由於廠裏有保密要求,不能在文中體現。)指導(dǎo)W後類似(sì)回轉台拆(chāi)裝維修工作(zuò)。
3、MX加工中心光柵尺氣(qì)密封優化設計
根據缸體生產線工段同誌反映,MX加工中屯、在加工過程中近期常出現表麵粗趟度高,尺寸精度不(bú)達標的現象。作者與工藝組人員在對回轉台(tái)拆裝後分析,表麵粗髓度(dù)高可能是源於將回轉台分配器內夾具吹氣孔供(gòng)氣回路封閉,導致夾具吹氣功能的喪失,在加工過程中增加了因(yīn)未及時吹掉夾具表麵的(de)切屑而導致(zhì)缸體加工精度失真的隱患。而尺寸精度不達標(biāo)可能源(yuán)於光柵尺(chǐ)的標尺光柵(shān)受油氣霧的汙染(rǎn),直接導致光柵尺的功能損(sǔn)壞1261。為此作者對光柵尺1^>1及其氣密封裝置進行分析改進(jìn)。
4、光柵尺現狀分析及改進
光柵尺作為(wéi)測量(liàng)部(bù)件,對於機加工設備各運動軸位移的精確(què)測量,為實現伺(sì)服(fú)係統的閉環控製具有重要意義。本回轉台光柵尺采用海德紋公(gōng)司的ERM係列絕對式角度光柵尺,如圖(tú)1.5所示。

圖1.5ERM係(xì)列(liè)絕對(duì)式角度光(guāng)柵尺示意圖
ERM係列絕對式角度光柵尺使用了單軌絕對編碼技術,簡化光柵製造並解決了編(biān)碼量程問題(tí);使用了集成電子(zǐ)技術(shù),單個探測器上集成圖像傳感器W及光電池陣列,能同時接(jiē)收位置編碼和莫爾條紋;運用單光源照明,在大大(dà)降(jiàng)低體積的同時使用(yòng)數字電(diàn)子技(jì)術,在光柵尺讀數頭內直接計算出位置,直接就能(néng)發出位置信息(xī)心1。由於工況條件(jiàn)的限製,讀數頭需(xū)隨轉子部分往(wǎng)複(fù)運動,因此光柵尺不可能做成完全密封的形式,所以本回轉(zhuǎn)工作台采用氣密封形式。所謂氣密封就是將一定(dìng)量的壓縮空氣長時間持續通入光柵尺體內,使光柵尺內部壓為始終大(dà)於外部大氣(qì)壓力,從(cóng)而減小外界汙染物進入光柵尺的情(qíng)況產生。光柵尺氣密封要能上述工作要求,最關鍵的就是保證氣源的純潔性和穩(wěn)定性口7>。計對這一問題(tí),MX加工中也使用一(yī)套費(fèi)斯托氣源處理裝置實現對壓縮空氣進行過濾、調壓(yā)、除油、除水等功能,如圖1.6及圖1.7所示。
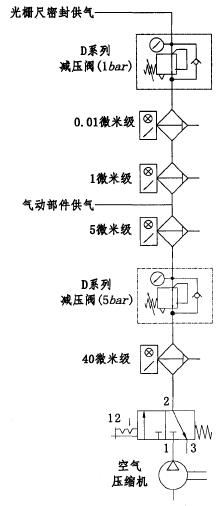
圖1.6MX氣源處理裝置原理圖
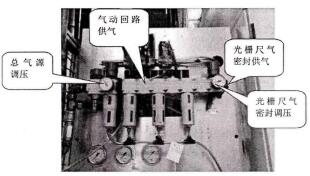
圖1.7MX氣源處理裝置現場實圖
根據MX氣源處理裝置原理圖所示,MX加工中(zhōng)必的供氣係統采用分級遞進式過濾方(fāng)式,W得到理想潔(jié)淨的壓縮空氣。供氣經過兩個低精度過濾器(qì)粗濾後引致夾具吹氣,再經過兩個高精度過濾器精濾後引入光(guāng)柵尺供氣中。
但是(shì),MX加(jiā)工中心的光柵尺對所供氣體的潔淨度的要求非常嚴苛,如果遇到MX加工(gōng)中屯、回轉台分配器在長時間連續工作狀態下(xià)再次發生竄油故障事故。如圖1.3所示,由於分配器內高壓油路(壓力12bar)的臨近一路就是壓縮空氣回路(lù),如果高壓油和壓縮空氣之間發生竄油則液壓油必然會進入壓(yā)縮空氣回路內。根據現有的MX氣源處理裝置原理圖(tú)所顯示,如(rú)果一次進入(rù)的油量較大,則液壓油(yóu)必(bì)然會倒流至巧縮空氣處(chù)理單元中,進而被高壓空氣壓入光柵尺導致其損壞。此外,生產線工(gōng)作現場運用的往(wǎng)複式空氣壓(yā)縮機排出的壓縮空氣溫度(dù)在130°C左右,即使經冷卻氣體溫度也能達到(dào)45’C左右,此時空氣壓縮(suō)機氣缸中溫度更高達(dá)一百多度,其中部分潤滑油也會(huì)隨之氣態,與空氣W及(jí)受冷卻的水氣等一道排出。直接供(gòng)給光柵尺將可能產生嚴重影響PW。在引起管道培塞(sāi)、導致光柵尺損壞的同時,隨著大量的油(yóu)蒸汽聚集W及缸體缸蓋在加工過程中空氣中會(huì)含有一定量的(de)金屬(shǔ)粉塵,兩者局部(bù)空間的結合也會存在易燃,甚至有爆炸的危險。
鑒於上述安全隱患,以及光柵尺供氣部分與氣動部件供氣部分之間沒有物理隔離(lí)而可能存在的問題,作者及工藝組人員根據氣動部件與光(guāng)柵尺氣密封供氣要求的不同,決定在原有氣源處理裝置的基礎上,再為光柵尺(chǐ)氣密(mì)封部分重新(xīn)安裝一套氣源處理裝置(zhì)進行單獨供氣,並在現有的氣動部件供氣部分的進口處安裝一個H-1/2-B型號的單向閥,確保兩者之(zhī)間擁有(yǒu)單向物理隔離功能,即使回轉台在W後(hòu)長(zhǎng)期連續工作中存在液壓(yā)油倒灌現象,也不會對光柵尺W及對氣(qì)源部件有損害。具體情況,如圖1.8所示:
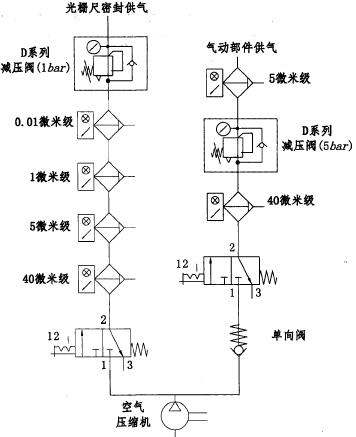
圍1.8改進後供氣氣動原理圖(tú)
5、改進效果
通過新増氣源供氣與處理裝置,有效地對氣動部件的供氣與光柵尺供氣實施了物(wù)理隔離,使(shǐ)得兩路互不幹擾,避免了單一氣源供氣導致光柵尺供氣不足的現象。同時新増單向閥有效地保證了氣源不受氣路中可能存在的雜質(zhì)的汙(wū)染,從根本上減小(xiǎo)了光柵尺被泄漏的液壓油倒灌而損壞的安全隱患(huàn)。
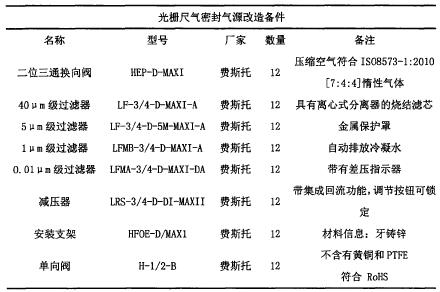
為了匹配麽(me)前(qián)MX加工中也使用的一套費斯托氣源處理裝置,本次改進(jìn)方案所需的氣源(yuán)處理裝置仍然選用費斯托廣家的D係列產品。作者根據改進後(hòu)供氣氣(qì)動原理圖,負責氣源處理裝置的選型、詢價並聯係代理商。氣源(yuán)處理裝置設備清單如表1.1所示:
表1.1氣源處理裝置設備清單
改進(jìn)設計後的實物安裝圖如圖1.9所示(shì):
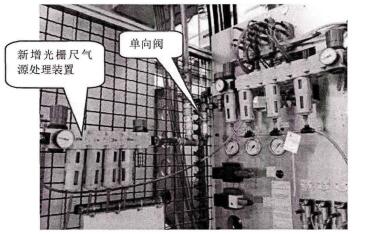
圖1.9改造(zào)後實物安裝圖
6、本(běn)章(zhāng)小結
經上述工作內容,完成(chéng)了兩項任務,具體如下:
1)確定(dìng)了液壓油泄漏的故障根源,完成了對MX係列加(jiā)工中也漏油事(shì)故排除。在此過程中(zhōng)完成了(le)對MX係列加(jiā)工中也回轉台分配器部分的測繪(huì),並且編寫(xiě)的《MX加工中也回轉台(tái)分配器維(wéi)修標(biāo)準作業指導書》對車間其他進(jìn)口設備的維修具有積極的指導意義。
2)通過研巧(qiǎo)夾具供氣部件與光柵尺供氣係(xì)統的氣動回路,結合氣壓理(lǐ)論(lùn)與生產實際,確定了氣路升級改造方案。一(yī)定程度上解決了加工精度失(shī)真的問題,同(tóng)時也有效地避免了(le)化體生(shēng)產線上其他價格昂(áng)貴的光(guāng)柵尺被液(yè)壓油汙染的潛在隱患。
通過上述兩項任務的完成,不僅提高了整個車間的生產效率,而(ér)且也為公司降低(dī)了(le)維修的成本。更關鍵的是(shì)對新型進口設備實現(xiàn)了自主維修及氣路改造,對公司未來實施全過程質量管理的戰略具有(yǒu)深遠的(de)意義。
投稿箱:
如(rú)果您(nín)有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您(nín)有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專(zhuān)題新聞
名企推薦







專題點擊前十
| 更多

