
1 引言
進入21 世紀, 能源(yuán)和環境問題仍然嚴峻(jun4), 繼續推進汽車輕量化以降低油耗, 依(yī)然是汽車工業的發展關鍵。鋁合(hé)金具有密度小、導電導熱性好、塑性和加(jiā)工性能好(hǎo)等一係列優點, 在成本、製造技術、力學性能、可持續發展等方麵具有其他(tā)輕量化材料無可比擬的優越性,因此,鋁合金將成為汽車工業中的首選輕量化材料(liào)。
2 鋁合金(jīn)塑性加工技術(shù)
鋁合金塑性成形法是利用鋁合金的良好塑性,在一定的溫度、速度條件下, 施加各種形式的外力,克(kè)服(fú)金屬對於變形的抵抗, 使其產(chǎn)生塑性(xìng)變形, 從而得到各種形狀、規格尺寸和組織性能的鋁(lǚ)合金板、帶、條、箔、管、棒、型、線和鍛件等的加工方法。
2.1 鍛造
鋁合金可以在鍛錘、機械壓力機、液壓機、頂鍛機、擴孔機等各種鍛造設備上(shàng)鍛(duàn)造, 可以自由鍛、模鍛、頂鍛、輥鍛和擴孔。一般來說, 尺寸小、形狀簡單、尺寸偏差要求不嚴的鋁合金鍛件, 可(kě)以(yǐ)容易地錘(chuí)鍛造出來; 但是對於規格大、要求劇烈變形的鋁合金(jīn)鍛(duàn)件, 則宜選用水(液)壓機來鍛造。目前在鋁(lǚ)及鋁合金鍛壓(yā)技術上, 研發了大量的鍛壓新工藝、新技術, 如液體模鍛、半固態模鍛、等溫鍛造、粉末鍛造、多向模鍛、無(wú)斜度精密模鍛、分部模鍛、包套模(mó)鍛等。這在(zài)簡化工藝、減少工序、節省(shěng)能耗、擴大品質、增加規格、提高質量和生產效率、保(bǎo)護環境、降(jiàng)低勞動強度、提高經濟效益等(děng)方麵發揮了重大(dà)作(zuò)用(yòng)。目前, 世界上(shàng)可生產的鋁合金模鍛件的最大(dà)投影麵積達5m2 (壓力750MN) , 最長的鋁合金鍛件長15m, 質量(liàng)最大的鋁合(hé)金鍛件重1.5t, 最(zuì)大的鋁合金鍛(duàn)環直徑達7.5m, 基本上可(kě)滿足最大的飛機、飛船、火箭、導(dǎo)彈、衛星、艦艇、航母以及發電設備、起重設備(bèi)等的需要[1]。
2.2 擠壓
鋁合金具有良(liáng)好的擠(jǐ)壓特性, 特別適合於擠壓加工, 可以通過多種擠(jǐ)壓工藝和多(duō)種模具結構進行加工。在擠壓過程中被擠壓金屬(shǔ)在變形區能獲得比軋製、鍛造更強的、更均勻的(de)三向(xiàng)壓應力狀態, 可充分發揮(huī)被加工金屬的塑性。因此, 用(yòng)擠壓法可加工用軋製法(fǎ)或鍛造法難加工甚至無法加工的(de)低塑性、難變形金屬(shǔ)或合金等材料。擠壓是可以用鑄錠直(zhí)接生產鋁型(xíng)材製品的最優越(yuè)的(de)方(fāng)法, 它不但可以生產截麵形狀較簡單的管材、棒(bàng)材、型材、線材產品, 而且可生(shēng)產截麵變化、形狀極複雜的型材和管材。擠壓製品的精度高, 製品表麵質量也較(jiào)好。對於具有(yǒu)明顯擠壓(yā)效應的鋁合金擠壓製品( 如6A02、2A05、2A12、__2A11、7A04 等合金(jīn)) , 要使其獲得高強度, 必須采用高溫擠壓(yā), 適宜的溫度為370℃~450℃。目前擠壓技術(shù)發展非常迅速, 我國研究開發了conform 和castex連續擠壓、反擠(jǐ)壓和冷擠壓管材技術、靜液(yè)擠壓和等溫擠壓技術、無縫異形材穿孔(kǒng)擠壓技術、半固態(tài)擠壓和多層複合管擠壓技(jì)術等, 滿足了(le)軍工和民用工程的需要。
2.3 軋製
軋製是錠坯依靠摩擦(cā)力被拉進旋轉的軋輥間,借(jiè)助於軋輥施加的壓力, 使其橫斷麵減小, 形狀(zhuàng)改變, 厚度(dù)變薄而長度增加的一種塑性變(biàn)形過程。在(zài)生產鋁合金管材和某些異形產品時常用雙輥或多輥(gǔn)斜軋。根據輥係不同, 鋁合金軋製可分為兩(liǎng)輥( 一對) 係軋製、多輥係軋製和特殊(shū)輥係( 如行星式軋製、V 形軋製等) 軋製。根據軋輥形狀不同, 鋁合(hé)金軋製可分為平輥軋製和孔型輥(gǔn)軋製等(děng)。根(gēn)據(jù)產品品種不同, 鋁合金軋製又(yòu)可分為板、帶(dài)、箔材軋(zhá)製, 棒材(cái)、扁條和異形型材軋製, 管材(cái)和空心(xīn)型材軋(zhá)製等。
鋁(lǚ)合金板、帶、條、箔材的產量占鋁加工材總(zǒng)產量的60%左右(yòu), 由於其用途十(shí)分廣泛(fàn), 所以鋁材的軋製技術也發展(zhǎn)很快, 主要表現在: 熱軋機(jī)向大型化、控製(zhì)自動化和精密化方向發展。目前世界最大的(de)熱軋機為美(měi)國(guó)的5588mm 熱軋機組(zǔ), 熱軋板的最大寬度為5000mm, 最厚為(wéi)270mm, 最長為30m。二人轉的老式軋製(zhì)將被淘汰, 四輥(gǔn)式(shì)單機架單卷取將被雙卷(juàn)取(qǔ)所代替, 適當發展熱粗軋+熱精軋( 即1+1) 的(de)生產(chǎn)方式, 大(dà)力發展1+3, 1+4, l+5 等熱連(lián)軋生產方式, 大大提高生產效率和產品(pǐn)質量。連鑄連軋向高速高精薄壁方向發展, 最近美國研製成功的高速薄壁連鑄軋(zhá)機組可生產寬(kuān)2000mm, 厚度2mm 的連鑄軋板材, 速度可達l0m/min, 可代替冷軋機, 直接供(gòng)給鋁箔毛料, 有的甚至可作為易拉罐的毛坯料。冷軋向寬幅( >2000mm) 、高速( 最(zuì)大為(wéi)45m/min) , 高精( 4~2 /μm) 、高度自動化控製方向發展, 冷連軋也(yě)開始(shǐ)抬頭, 可大幅度(dù)提高生產效率。鋁箔軋製向更寬、更(gèng)薄、更精、更(gèng)自動化的方向發(fā)展(zhǎn), 可用(yòng)不等厚的(de)雙合軋(zhá)製生(shēng)產0.004mm 的特薄鋁箔。同時開發了噴霧成形等(děng)其他生產鋁箔的方法(fǎ)[3]。
2.4 超塑性成形技術
鋁合金(jīn)超塑性屬於細晶超(chāo)塑(sù)性, 晶粒細化及細晶粒的熱穩定性對超塑性鋁合金十分重要。超(chāo)細晶粒是鋁合金獲得高應變速率超塑性的重要組織條件。常規的鋁合金具有超塑性, 一般要(yào)求晶(jīng)粒尺寸在10μm 左(zuǒ)右。K.Higashi 教授的研究表明, 晶(jīng)粒尺寸要在(zài)5μm 以下, 才可能使鋁合金(jīn)具(jù)有高應變速率超塑性[4]。鋁合金的(de)超塑成形( SPF) 和超塑成形/擴散連接( SPF /DB) 技術是一種利(lì)用鋁合金的超塑性,采用吹(chuī)脹或模鍛法形成高精(jīng)度大型薄壁零件的無餘量加工方法。該工藝技術在成形航空航天飛行器複雜鈑金件( 如飛機壁板、艙門、導彈殼體、整流罩等) 的減重和降低成本等方麵顯示(shì)了巨大的優越性, 被認為是推動現代航空航(háng)天結構設計(jì)概(gài)念發展和突破傳統鈑金成形方法的(de)先進製造技術(shù), 是迎接21 世紀航空航天(tiān)大型複雜鋁合金結構挑戰的(de)高消費比工藝。常用的(de)SPF 工藝(yì)方法有: 簡(jiǎn)單凹模成形法、凹模區域成形法、反壓凸起預拉伸成形法和複合凹模成形法等(děng)[5]。
除了以上的加工方法以(yǐ)外, 目前還研究開發了多種加工方法, 主要有: 壓力鑄造成形法、半固態成形(xíng)法、連續成形法、複合成形法、變形熱處理法和深度加(jiā)工(gōng)等(děng)。
3 鋁合金在汽車工業中的應用
汽(qì)車減輕自重、實現輕量化是世(shì)界汽車工業(yè)不(bú)斷(duàn)追求的戰略目標(biāo)。理論計算表明, 適當減輕汽車(chē)的質量可(kě)以把油耗降低37%; 把懸掛裝置的負荷降低l8%; 把振動強度降低5%。為此, 要把傳統的結構材料(鋼、鐵)換成密度小、力學性能高的新型材料, 這種新型材料當首推鋁(lǚ)合金材料。
3.1 汽車用鋁合金曆史(shǐ)
鋁在汽車上最早運用的記載是在(zài)1896 年(nián), 印(yìn)度人(rén)用鋁做了汽(qì)車的曲軸箱。到(dào)了二十世紀初, 在歐美開始(shǐ)出現全(quán)鋁身的汽(qì)車, 如亨利(lì)·福特的ModelT 型汽車就是鋁製(zhì)車身。20 世紀二(èr)、三十年代在歐洲的賽車場上法拉利360 等賽車也都是全鋁車身。從此之後, 鋁在汽車上得到了越來越廣(guǎng)泛的運用, 如車輪、懸架和其他部件都開始用鋁製造[7]。自20 世紀70 年代以來鋁合金快步走人汽車工業領域, 發展迅猛, 用量逐年增加。從(cóng)汽車(chē)輕量化的前景看, 鋁合金的大量采用是(shì)必然趨勢。
3.2 汽車用(yòng)鋁合金現狀
目前, 全世界耗鋁量的12%~15%以上用於汽(qì)車工業, 有些發達國家已超過25%。2002 年, 整個歐洲汽車工業一年消耗了150 萬t 以上的鋁合金, 其中大約(yuē)25 萬t 用(yòng)於(yú)車身製造, 80 萬t 用於製造汽車傳(chuán)動係統(tǒng), 另有42.8 萬t 用於製造汽車行駛機構和懸掛機構。可以看出, 汽車製造工業已(yǐ)成為最重要的鋁材料消費大戶(hù)[6]。1994 年美國生產的每輛轎車中, 平均用鋁(lǚ)量為86.7kg, 比10 年前增加47kg; 2000 年,每輛車的平均用鋁量為(wéi)116kg; 到2005 年, 每(měi)輛汽車的平均用鋁量上升至大約172kg。
3.2.1 鋁合金在(zài)汽車上的品(pǐn)種(zhǒng)構成
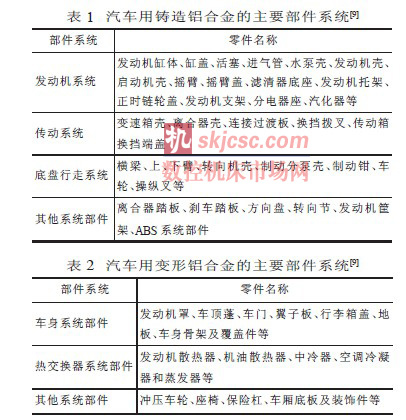
用於汽車(chē)上的鋁合金可分為鑄造鋁合金和變形鋁合金。鑄造鋁合金在汽車上的使用量最多, 占80%以上(shàng),其(qí)中又分為(wéi)重力鑄造件(jiàn)、低壓鑄件和其他特種鑄造零件(jiàn); 變形鋁合金包括板材、箔材、擠壓材、鍛件等。世界各國工業用鋁合金材料的品種構成雖然有一定差異,但大體是相同(tóng)的。其品種構成:鑄件占80%左右,鍛件占1%~3%,其餘(yú)為加工材。美國汽車工業中變形鋁材占較大比例,達36.3%[8]。表1 為汽車用(yòng)鑄造鋁合金的主(zhǔ)要部件係(xì)統, 表(biǎo)2 為汽車用變形鋁(lǚ)合金的主要部件係統。
3.2.2 鋁合金在汽車上主要零(líng)部件的應用狀況
( 1) 車身
汽車工業的精髓(suǐ)是(shì)汽車車身的製作, 車身製作幾乎(hū)占用汽(qì)車製造公司投資總額的60%。據統計,汽車車身質量約占(zhàn)汽車總質量(liàng)的30%左(zuǒ)右, 降(jiàng)低車身的重量對整車輕量化非常關鍵。現在(zài)幾乎所有的世界各大汽車公司都(dōu)爭相開發(fā)鋁合金車身(shēn)零部件或全鋁(lǚ)車身, 而且近(jìn)期(qī)取得了顯著成效。據KGP 公司資料顯(xiǎn)示, 到2006 年全球(qiú)整個汽車工業用於車身製造(zào)的鋁合金(jīn)總需求量會(huì)達到205 萬[10]t。用於車身的鋁合金主要有2000 係、5000 係、6000 係和7000 係。
( 2) 發動機
發動(dòng)機的(de)氣缸體、氣缸蓋要求材料導熱性好, 耐蝕性高, 鋁合金正好能滿足這些性能要求, 故很多汽車公(gōng)司(sī)發動機的氣缸體、氣缸蓋多采用全鋁型(xíng)。如美國(guó)通用汽車公司采用全鋁鋼套, 法國汽車的(de)鋁氣缸套已達100%, 鋁氣(qì)缸體達45%。在發動機中采用鋁鑄件的還有發動機活塞、活塞環、連(lián)杆等。由於活塞、連(lián)杆采用了鑄鋁件, 減輕了重量, 從而(ér)減少發動機的振動(dòng), 降低了噪聲, 使發動機的燃油耗率下降, 這符合汽車的發展(zhǎn)趨勢[11]。
( 3) 車輪
車輪既可以用變形鋁合金, 也可用鑄造(zào)鋁合金。變形鋁合(hé)金中防鏽鋁、硬鋁、鍛(duàn)鋁都有(yǒu)所應用, 整體結構的多(duō)用鍛件(有的用液態模(mó)鍛), 兩片或(huò)三片型的輪輞由板材成形, 輪輻由(yóu)板材成形或(huò)鍛(duàn)造成形(xíng)。據統計, 鋁合金車輪的使用率現已達到50%左右, 有的國家已經超過了60%。為了適應汽車輕量化的要求, 鋁輪(lún)轂正在向(xiàng)厚度更薄、形態更複雜、重量更輕及安全(quán)性更高的方向發展。同時鋁輪轂散熱性好(hǎo), 可防止輪胎過熱, 延長車輪及輪胎的使用壽命。另外,從加工的角度看, 鋁製車輪尺寸精度高, 減輕了汽車行駛過程中的振動, 提高了汽車的舒適性。
3.3 國內汽(qì)車用(yòng)鋁(lǚ)合金發(fā)展狀況
國內汽車工業用鋁也呈現快速增長態勢, 1993年國內汽車(chē)工業用鋁量僅為4 萬t, 2003 年則上升到28 萬t,年均增長達60%。“九五”期間進行(háng)了鋁合金(jīn)材料和鑄件生產成套工藝技術的開發研究, 開發出了多種鑄造Al2Si 合金(jīn)和高性能Al2Sn2Si 係軸瓦材料C在半固態成形、快速凝固等先(xiān)進成形技術(shù)研究(jiū)與應用方麵也取得了突破性進展(zhǎn)。目前國內鑄造鋁合金的(de)品種及牌號相對齊全, 生產(chǎn)技術基本上能滿(mǎn)足(zú)汽車工業的(de)需要。同時, 汽(qì)車用各類型材( 包括6000 係列和(hé)7000 係列高強度牌號) 、箔材國內基(jī)本上(shàng)都能(néng)生產, 板材有2000~5000 係列,以及6000 係列中的少數牌號,7000 係列尚處於研發中。此外(wài),國內在耐熱鋁合金、高(gāo)強高韌鋁合(hé)金、鋁基複合材料等新材料的研究與應用方麵也取得了(le)較大進(jìn)展。從鋁的應用水平看, 20 世紀90 年代生產的國產轎車,單(dān)車鋁合金用量一(yī)般在40kg~80kg, 鋁合金零件基本國產化C近年推出(chū)的新(xīn)車(chē)型,鋁合金零件的質量基本都在100kg 以上( 如東風日(rì)產藍(lán)鳥、頤達,一(yī)汽奧迪等) [12]。
4 結束語(yǔ)
由於鋁合金具有(yǒu)一係列優點, 應用範圍越來越廣泛(fàn)。鋁合金的塑性加工技術也被廣泛應用, 正朝著精密化、信息化方向(xiàng)發展, 今後應進(jìn)一步發掘鋁合金材料塑性加工技術的潛力,擴大其應(yīng)用領域。同時,由於汽車工業進一步輕量化的需要, 鋁合金在汽車工業中的(de)應用將會有更大的發展。
如果您有機床行業、企業相關新(xīn)聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com








