


一種應用於數控(kòng)銑(xǐ)削的自動(dòng)對(duì)刀儀
2021-1-20 來源:天津中德應用技術大學(xué) 天(tiān)津 作者:王麗娜
摘要: 為了(le)實現數控銑削時快速換刀,縮短輔助加工時間,減少工件裝夾次數(shù),保證加工精度與效率,設計了一種應用於數(shù)控銑削(xuē)的自動(dòng)對(duì)刀儀。介(jiè)紹了這一(yī)自動對刀儀的結構和使用方法。這(zhè)一(yī)自動對刀儀取材簡單,製作方(fāng)便,實用效果良好。
關鍵詞:數控銑削 對刀儀 設計
1 、設計背景
數控銑(xǐ)削加工使用加工中心[1],加工中心(xīn)中的刀具庫保證機床切削時能夠快速換刀,減少輔助加工時間(jiān),同時能夠減少工件的裝夾次數,保證加(jiā)工精度與效率。
刀具庫中的每一把刀具(jù),其(qí)結構、尺寸(cùn)都(dōu)不相同,隻有預先在數控係統中設置好每把刀具的長度和直徑方向的補償值,才能使數控編程簡(jiǎn)單化。為此,測量每把刀具的補償值(zhí),是正確使用加工中心的基本工作,這項工作稱為對刀。
近年來,隨著科學技術的發(fā)展,機械產品日趨精密,需(xū)要機床具有較強的適應能力。在數控銑削中對工件采(cǎi)用試切法或對刀塊進行對刀時,經常出現因操作設備不熟練而導致撞刀、損壞對刀塊的情況(kuàng)。此外,若采用試切法對刀,則雖然方法簡單(dān),但是會在工件上留下痕跡(jì),對刀(dāo)精度(dù)較低,僅僅適用於工件粗加(jiā)工時的對刀。
采用手動法對刀,誤差較大,對於頻繁換刀的小批(pī)量生產工件,會增加工時,使加工效率偏低,不利於自動化加工,也使加工中心的優勢難以發揮。對此,筆者(zhě)設計了一種應用於數控銑削的(de)自動對刀儀[2 - 3],有效避免手動對刀造成的斷刀、精度低等(děng)問題,並且大幅(fú)提高加工效率。
2 、對刀儀的作用
在工件的加工過程中,工件裝卸、刀(dāo)具調整等(děng)輔助時間在加工周期中占相當大的比例[5]。其中,刀具(jù)的調整既費(fèi)時費力,又不易準確,而且還需要試切。有統計資料(liào)表明,一(yī)個工件的加工,純(chún)機動時間大(dà)約隻占總時間的 55% ,裝夾和對刀等輔助時間(jiān)占 45% 。
因此,對刀儀顯示出極大的優越性。若使用自動對刀儀,則校對(duì)標準刀具後,其它刀具相對於標準刀具的尺寸偏(piān)差會自動修正,得到各把(bǎ)刀具的位置補償(cháng)值(zhí),可以(yǐ)有效提高(gāo)加(jiā)工精度,減少斷刀數量(liàng)、毛坯廢料,避免對刀塊損壞,進而有效(xiào)提高加工效率,降低生產(chǎn)成本[6 - 8]。
如何使對刀儀有效滿足銑刀的校準、測量,並且具(jù)有成本低廉、不易磨損的特點,是設(shè)計(jì)自動(dòng)對刀儀的技術難點[9]。筆者(zhě)設計了一種結構精巧、實用效果好、使用壽命(mìng)長、成本低廉的接觸(chù)式自動(dòng)對刀儀,專門(mén)應用於數控(kòng)銑削[10]。這一自動對刀儀相比市場中的對刀儀,取材簡單,製作容易,造價低廉,實用效(xiào)果較好。
3 、自動對刀儀結構
應用於數控銑削的自動對刀儀(yí)的結構如圖(tú) 1 所示,對刀刀(dāo)具如圖 2 所示。
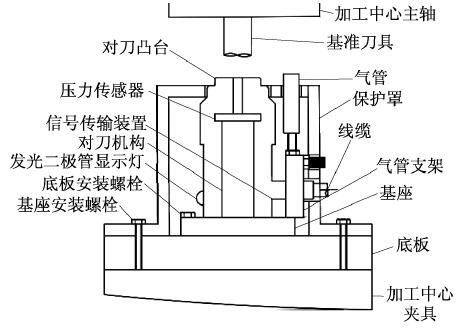
圖 1 自動對刀儀結構(gòu)
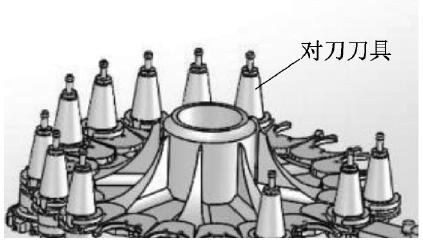
圖 2 對刀刀具
4 、自動對刀儀使用方法
在實(shí)際使(shǐ)用自動對刀儀時,設置工件零點,將基(jī)準刀具移動至自動對刀儀正上方,並(bìng)向下移動壓至對刀凸台(tái),發光二極(jí)管顯(xiǎn)示燈點亮。設定機床(chuáng)顯示屏Z向坐標為零,基準刀(dāo)具(jù)長度補償值為零。使用對刀刀具對(duì)刀時,將對(duì)刀刀具對正對刀凸台,移動機(jī)床 Z 軸(zhóu),使對刀刀具向下至(zhì)發光二極管顯示燈(dēng)點亮。通過設定宏程序對比基準刀(dāo)具與對刀(dāo)刀具的刀長差,由信號傳輸裝置寫入(rù)機床得到對(duì)應(yīng)的對刀刀具位置補償值。
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月(yuè) 新(xīn)能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年(nián)9月 新能源汽車銷量(liàng)情(qíng)況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年(nián)8月 基本型乘用(yòng)車(轎車)產量數據
博文選萃
- 機(jī)械(xiè)加工(gōng)過程圖示
- 判斷一台加工中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控機床何去(qù)何(hé)從?
- 中(zhōng)國的(de)技術工人都去哪裏了?
- 機械(xiè)老板做了十多年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造(zào)
- 現實麵前(qián),國人沉默。製(zhì)造業(yè)的騰飛,要從(cóng)機床
- 一文搞(gǎo)懂數控車床(chuáng)加工刀具補償功(gōng)能
- 車床鑽(zuàn)孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加(jiā)工工藝的區別