


汽車中橋減速器外殼(ké)螺紋(wén)數控銑削加工(gōng)技(jì)術研究
2020-4-21 來源:包頭(tóu)職業技術學院 數控技術係 作者:陳 雪
摘要: 螺紋銑削是目前較先進的螺紋加工方法,較傳(chuán)統的螺紋加工方法具有非常(cháng)明顯(xiǎn)的優勢。不僅可以更加高效的加工出精度和質量更好的螺紋,而且是降低螺紋加工成本和工人勞動強度的有效方法。主要論述了螺(luó)紋加工方法(fǎ)和螺紋銑刀的選擇以及螺紋(wén)銑的特點,並結合平時工(gōng)作中的加工經驗和收(shōu)集到的一些資料(liào),以汽車中橋減速器外殼(ké)上的內螺紋銑削為例,以(yǐ)標準編程實例方式加以探討,希望能起到(dào)拋磚引玉的(de)作用,能(néng)對各位讀者(zhě)一些(xiē)啟發。
關鍵詞(cí): 螺紋銑(xǐ)削; 數控(kòng)銑削; 加工(gōng)
0 引言
隨著數控加工技術的快速發展,螺紋加(jiā)工(gōng)方法已(yǐ)經不再拘泥於采用絲錐、板牙手(shǒu)工攻絲(sī)或套扣等傳統的螺紋加工方法(fǎ)。螺紋銑削是目前(qián)較先進(jìn)的螺紋加工(gōng)方法,較傳統的螺紋加工方(fāng)法具(jù)有非常明顯的優勢。尤其是對(duì)汽車(chē)減速器行業中的(de)大直徑螺紋加工而言,是以往困難而費時的螺紋加工得到了很大的(de)改變。不(bú)僅可以更加高效的加工出(chū)精度和質量更(gèng)好的(de)螺紋,而且是降低螺紋加工成本和工人勞動強度的有(yǒu)效方法。
本文主要論(lùn)述了螺紋加工方法和螺紋銑刀的選擇以及螺紋銑的(de)特點,並結合平時工(gōng)作中的加(jiā)工經驗(yàn)和收集到的一些資料,以(yǐ)汽車中(zhōng)橋減速(sù)器外殼上的內螺紋銑削(xuē)為例,以標準編程實例方式加以探討,希望能起到拋磚引玉的作用,能對給位讀者一些啟發。
1 、螺紋加工方法的選擇
在機(jī)械製造(zào)中加工螺紋(wén)孔(kǒng)的方法有很(hěn)多種,其中包(bāo)括有攻螺紋、螺(luó)紋擠壓成形、套(tào)扣、螺紋車刀車削螺紋等。其中攻螺紋是一種常(cháng)用的(de)加工螺紋的方法。但是攻螺(luó)紋主要用在小孔(kǒng)的螺紋加工上。對於大直徑螺紋用絲錐加工時,需要大功率的機床驅動。當(dāng)攻螺紋的孔徑超過 20mm 甚至 100mm 的孔時(shí),就增加了出現斷裂的危險,如果絲錐斷在被(bèi)加工(gōng)螺紋孔時,堵(dǔ)塞螺紋孔,可能會報廢昂貴的工件。還有對於(yú)一些有特殊結(jié)構要求的不允許有過(guò)渡扣或退刀(dāo)槽等特殊要求的零件時,傳統的螺紋加工方法也是(shì)很難進行有效地加工(gōng)的。因此,對於(yú)公稱直徑較大的螺紋加(jiā)工或(huò)特殊結(jié)構要求的螺紋加工,如沒有過渡扣或退刀槽結構的螺紋,最好的加工方法就是螺紋銑削。
2、 螺紋銑刀的選擇
螺紋銑削加工方法采用的是專用刀具—螺紋銑刀。目前,最常用(yòng)的螺紋銑刀主要有兩種類型,一(yī)種是整體式( 如(rú)圖 1 所示) ,另一種是機夾式(shì)( 如圖 2所示(shì)) 。整體式螺紋銑刀主要應用在螺紋直徑在16mm 以下(xià)的螺(luó)紋(wén)加(jiā)工(gōng)。機夾式螺紋銑刀(dāo)主要應用在(zài)螺紋直徑在 16mm 以上的(de)螺紋加工。整(zhěng)體式螺紋銑刀的外形很像圓柱立銑刀與螺紋(wén)絲錐的結合體,但(dàn)它的切削刃與絲錐不同,刀(dāo)具上無螺(luó)紋升程,加工中的螺紋升程依靠機床(chuáng)插補運(yùn)動(dòng)實現,因(yīn)此左右螺紋都可以加工[2]。

圖 1 整體螺紋銑(xǐ)刀(dāo)

圖(tú) 2 機夾式螺紋(wén)銑刀
3 、螺紋銑的特點
3. 1 螺(luó)紋銑的(de)優勢
螺紋銑作為一(yī)種先(xiān)進的螺紋加工工藝,與傳統的攻絲加工工(gōng)藝(yì)相比,具(jù)有很多的優(yōu)勢。
(1) 加工質量優於攻螺紋。由於螺紋銑削加工進給方向(xiàng)和攻螺紋的進給方向相反,是在(zài)孔底開(kāi)始並向上移動,銑刀被帶(dài)到孔的底部,斜著下去,然後開始切削,沿 360°拉升並斜向切出,能提供足夠的空間讓切削掉下,螺(luó)紋質量較高。
(2) 由於目前螺紋銑刀的製造材料為硬質合金,加工線速度要(yào)比高速鋼絲錐高很多,故采用螺紋銑削,加(jiā)工精度高,且加工效率高。
(3) 一把螺紋銑(xǐ)刀可(kě)以通(tōng)過編程來實現加工左、右旋(xuán)向的內、外螺紋,且不受螺紋結構(gòu)的限製。
(4) 有了螺紋銑(xǐ)削可得到 100% 的螺紋深度,更重要的是螺(luó)紋銑(xǐ)被認(rèn)為比(bǐ)攻螺紋(wén)更安全(quán)。如果螺紋銑刀斷裂,它將往下掉在孔裏,不會(huì)破壞工件,取出即可,不會導致零件報廢。故采用螺紋銑,切削力大幅度降低,這一點(diǎn)對大直徑(jìng)螺紋加工(gōng)時,尤為重要,解決了(le)機床負荷太大,無法驅動絲錐(zhuī)正常加工的問題[3]。
(5) 對於(yú)加工高硬度材料和高溫材料,如(rú)鈦合金等。螺紋銑同樣顯出非常優異的加工性能和超乎(hū)預期的長壽命(mìng)。
(6) 如果加工公稱直徑不同(tóng)、螺(luó)距相同的螺紋,絲錐(zhuī)和螺紋銑(xǐ)相比,在成本上(shàng)絲錐高。因為需要不同直徑的絲錐才能完成,但采用螺紋銑刀隻需一把刀具通過數控程序(xù)就可實現(xiàn)。
3. 2 螺紋銑的劣勢
雖然螺紋銑是一種先進的螺紋加工工藝,有諸(zhū)多優點,但螺紋銑也不是沒有缺(quē)點及自身的局限性。
(1) 螺(luó)紋銑削加工所(suǒ)用數控機(jī)床必須具(jù)備三軸聯動且具有螺旋線插補功能。
(2) 如果螺紋直徑較小,但深度又比較大的(de)情況下(xià),考慮到加工剛性和(hé)讓刀的問題,仍然適合絲錐加工。
(3) 銑螺紋的方式受到機床銑圓精度的(de)影響比較大。
(4) 螺紋銑刀的價格(gé)比絲錐昂貴,單件生產時不適合采用螺紋銑。
綜上所述,目前螺紋銑僅僅適用於(yú)大直徑的螺紋的(de)加工(gōng),且這種加(jiā)工主(zhǔ)要應用於箱體或(huò)殼體類零件上。
4、 螺紋銑(xǐ)削加工實例分析
汽車減速器外殼上(shàng)的螺紋孔很多通常(cháng)都是成組呈均勻分布或對稱分布(bù)。如圖 3 所(suǒ)示為汽車中橋減速器外殼加工示意圖,加工 2 × M142 × 1. 5 - 5H 的內螺紋孔,螺紋孔深 22mm。由於螺紋(wén)直徑較大,傳統的攻螺紋是無法滿(mǎn)足(zú)的,必須使用螺紋銑刀進行螺紋銑(xǐ)加工。內螺紋銑削加工需要數控機床必須具備三軸聯動且(qiě)具有螺旋線插補功能,因此選(xuǎn)用配置FANUC 18i - M 數控係統的 H63 韓國起亞臥式加工中心[4]。
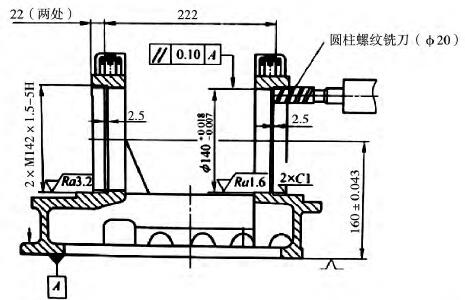
圖 3 汽車中橋減(jiǎn)速器外殼加工示意圖
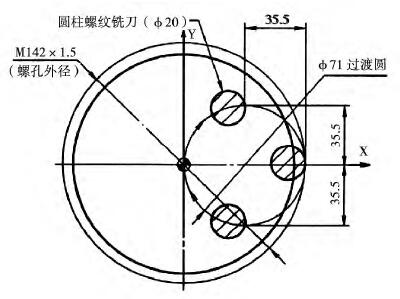
圖 4 銑內螺紋孔走刀路線圖
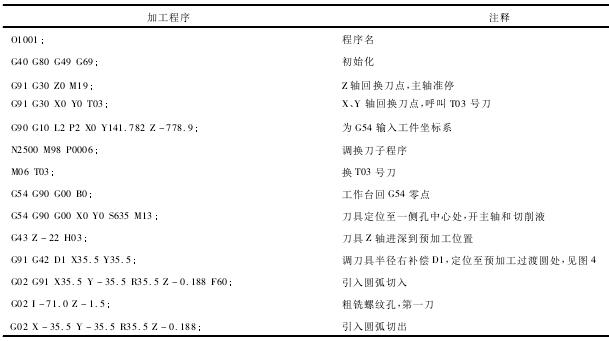
假(jiǎ)設 M142 × 1. 5 - 5H 的內螺紋底孔已(yǐ)經預先加工好,其內螺紋底孔直(zhí)徑為 Φ140mm,內螺紋的單邊加 工 餘 量 為 0. 65P = 0. 975mm,分 三 次 加 工(gōng),0. 975mm的單邊餘量依次分配為 0. 5mm、0. 3mm、0. 175mm。加 工 汽 車 中 橋 減 速 器 外 殼 上 的 2 ×M142 × 1. 5 - 5H 時所(suǒ)用的工藝參數(shù),如表 1 所示。下麵是汽車中橋減速器外殼零件 M142 × 1. 5 -5H 內螺紋的數控加工程序,加工程序(xù)如表 2 所示。以上是銑螺紋孔(kǒng)的程序,程序中反複出現的Z - 0. 188和 Z1. 876 兩個 Z 軸移動量,如不認真分析會覺得不可思議,弄不清楚為什麽在過渡圓弧切入和切出時加了一個 Z 軸負(fù)向進刀( Z - 0. 188) ,其實這由有加工螺紋(wén)方式決定的,目的(de)是(shì)防止螺紋重複切入切出時刮傷螺紋側麵。因此,為解決此問題,需(xū)要在圓弧(hú)切入與切出時(shí),Z 軸要按(àn)照螺紋升角逐漸升高。也就是按照螺紋旋(xuán)轉一周的螺距 ( P =1. 5mm) 勻速上升。為大(dà)大這一要求,需要計(jì)算以下幾個數據: ( 1) H1: 螺紋的升高率(lǜ)。( 2) L: 切入(rù)切出過(guò)渡圓弧(hú)長。( 3) H2: 過渡圓弧升高(gāo)量。( 4) D1: 螺孔外 徑 Φ142mm。( 5 ) D2: 過 渡 圓 直 徑(jìng) Φ71mm。( 6) P: 螺(luó)距 1. 5mm。
表 1 刀具使用表(biǎo)

表 2 M142 × 1. 5 - 5H 內螺紋的數控加工程序
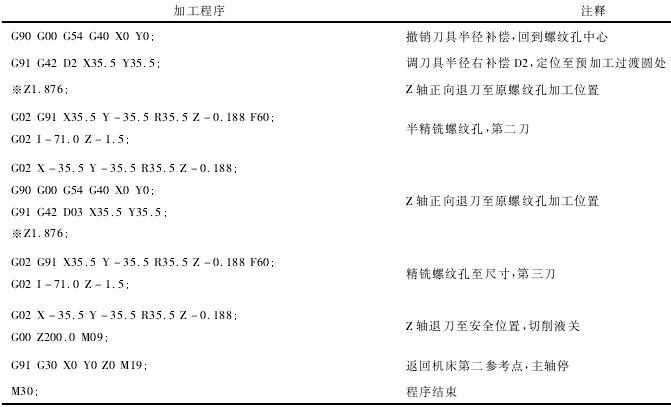
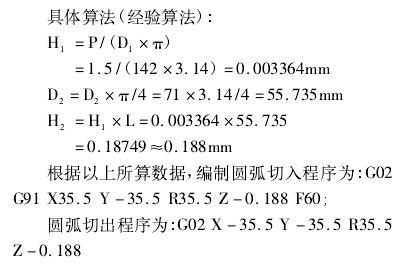
由於此程序在加工時全(quán)部采用的是 G91 增量值進給,當銑削整圓一周時 Z 軸(zhóu)負向進了 - 1. 5mm,再加上兩個過渡圓弧切(qiē)入切出(chū)時 Z 軸又多進的距離為: 0. 188mm × 2 = 0. 376mm,Z 軸實際負向移動了: 1. 5mm + 0. 376mm = 1. 876mm,當第二刀開始切削前,必須退回到原(yuán)加工點的(de)位置(zhì),所以程序編程成Z 軸正向退刀 1. 876mm,達到兩刀位置重合的目(mù)的。
5、 結語
以上是筆者對螺紋銑削加工的一點心(xīn)得體會,螺紋銑削加工方法較(jiào)傳(chuán)統的螺紋加工方法具有(yǒu)非常明顯的優勢,尤其是對汽車減速器(qì)行業中的大直徑螺紋加工而言,是(shì)以往(wǎng)困難而費時的螺紋加工得(dé)到了很大的改(gǎi)變。不僅可以更加高效的加工出精(jīng)度和(hé)質量更好的螺紋,而且是降低(dī)螺紋加工成本和工人勞動強度的有效方法。因此,提升了汽車技術研發和改進過程(chéng)中的加工技術手段。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合(hé)作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合(hé)作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量(liàng)數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博(bó)文選萃
| 更多
- 機械加工過(guò)程圖示(shì)
- 判斷一台加工中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控係統(tǒng)和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十(shí)多年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺(shā)性營銷,害人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製造
- 現實(shí)麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控(kòng)車床加工刀具補償功能(néng)
- 車床(chuáng)鑽孔攻螺紋加(jiā)工方法及(jí)工裝設(shè)計
- 傳統鑽(zuàn)削與螺旋銑(xǐ)孔加工工(gōng)藝的區別