


淺(qiǎn)談設備改造修理及應用
2019-11-12 來源:海申機電總廠(象山) 作者:李峰
設備修理是指對設備(bèi)因失去或降低原有功能而不能正常工作所進行的(de)恢(huī)複,以及提升設備運行性能所進行的技術活動。因此(cǐ),設備修理在生產過程中(zhōng)扮演著重要的角色,不僅能夠維持生產(chǎn)的順利進行,還能(néng)夠延長設備使用壽命(mìng)。根據設(shè)備性能、故障程度以及加工現場實際需求,設備修理可分(fèn)為普通修理和改造修理。在普通修理後無(wú)法達到原使用要(yào)求,或原設備無法滿足生產任務提出的更高(gāo)要求,而更新設備一次性投入較(jiào)大、實施周期長,盲目對老設備進行淘汰不僅影響生產還對工廠造成一定的損失時,可采取設備改造的方式。切實、有效的改造(zào)修理投資(zī)小、見效快、風險低,是實現現有設備性能提高的主要(yào)途徑。
1、X62W 升降台銑床進給箱改造
1.1 案(àn)例簡介
X62W 升降台銑床是一台通用型銑床,海(hǎi)申機電(diàn)總廠 (象山) 於 20 世(shì)紀 70 年代(dài)初購置並投入使用,其在生產中使用頻率(lǜ)高(gāo)、工作量大,而且經常處於高速切削、高速走刀、大切削量的加(jiā)工工況,因此經常出現震動、異響,由於進給機構發生故障而使設備失去快速進給或工作(zuò)進給。X62W 銑床工作中通過滾輪、帶輪、離合器運動而實現機床的快速進給和工作進給。當按(àn)下快速進給按鈕(niǔ)時,外部(bù)牽(qiān)引電磁(cí)吸鐵通過(guò)傳動(dòng)機構使滾輪向右移動,壓緊快速進給摩擦片,實現快速進給;鬆開快(kuài)速按鈕時,複(fù)位彈簧迅速將(jiāng)滾輪複位至工作進給狀(zhuàng)態,此時在旋轉的進給軸上產生撞擊,如此反複將加劇進給軸上各(gè)零(líng)件的鬆動、磨損以及損壞。工作過程中,傳動軸將帶動(dòng)滾(gǔn)輪繞滾輪軸轉動,因此滾輪外圓表麵會因經常處於摩擦狀態而出現磨損。當磨損量達到一定程度後,滾輪與離合器(qì)的配(pèi)合間隙(xì)便越來(lái)越大。撞擊同時也會導致快(kuài)速離合器預緊螺母改變位置。由於電機實(shí)行正(zhèng)反轉進給(gěi),如預緊螺母鬆開(kāi),則會減小離合器的工作行程,從而導致銑(xǐ)床快(kuài)速進給;如預緊螺母隨傳動軸並至過緊,那麽進給軸上同時出現(xiàn)工作進給與快速進給兩種速度,將會造成進給箱內各個傳動軸不同程度的損壞。機床正(zhèng)常工作時,其動力的傳遞和中(zhōng)斷主要通過鋼球式安全離合器實現(xiàn)。正常工作時彈簧壓緊鋼(gāng)球,並將(jiāng)動力通(tōng)過(guò)離合器傳遞到(dào)下一個部位。當載(zǎi)荷過大時(shí),機床傳遞給鋼球的力大於彈簧張力,因此將鋼球向左推動,從而使(shǐ)得離合器脫開而中斷動力傳遞,此時機床(chuáng)也停止進(jìn)給而實現自我保護。鋼球式安全離合器(qì)中的(de)彈簧張力主要通過鎖緊螺母調整,機床(chuáng)的(de)安全穩(wěn)定(dìng)性(xìng)主要取決於鎖緊螺母調整質量(liàng)的(de)好壞。所(suǒ)以(yǐ)一台機床必須做到在正(zhèng)常工作時不打滑,而在發生故(gù)障或者超載等情況下能夠(gòu)及時脫開並實現自我保護。如果機床快(kuài)速進給和工作(zuò)進(jìn)給(gěi)都出現問題(tí), 很可能就是安全離合器的彈簧(huáng)壓力調整過小,必須重新調整。多次調(diào)整過程複雜、繁瑣,並(bìng)要(yào)求修理人(rén)員有一定的工作(zuò)經驗。該銑(xǐ)床已經不止一次(cì)采用傳(chuán)統修理方法進行修理,但故障現象仍頻頻出現(xiàn),治標不治本。
1.2 改造方案
經(jīng)過前期(qī)調研,現決定在不改變設備操作方法的前提下,對進給箱中(zhōng)的離合(hé)器進行更換以提升離合器的安全性。之前機床的慢速和快速進給運動主要依(yī)靠牙嵌式離合(hé)器實現,現采(cǎi)用電磁摩擦離合器來控製機床的進(jìn)給運動。依據電磁摩擦離合器的特性(xìng),一並去除滑套、滑環、套筒(tǒng)等零(líng)件,重新加工配套的齒輪、襯套等零件。改造前後進給箱(xiāng)的相(xiàng)關結構如圖 1 所示。
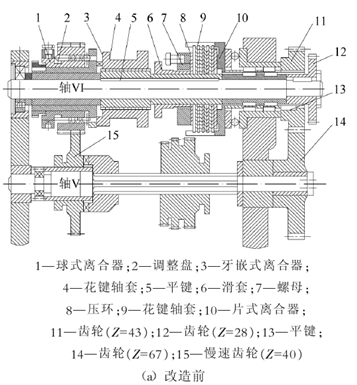
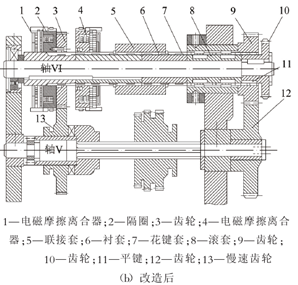
圖1 進給箱相關結構
當機床處於慢速工作進給時,由軸Ⅴ上的(de)慢速齒輪 13 將(jiāng)動力(lì)通過齧合傳遞到軸Ⅵ上的齒輪 3,然後再將運動傳遞(dì)給慢速電磁摩擦離合器 1。離合器 1通電後壓(yā)盤(pán)和摩擦(cā)片吸合,將動(dòng)力通過軸(zhóu)Ⅵ傳遞到齒輪 10 上實現工作進給。工作台(tái)快速進給實現:由軸Ⅴ上的快速齒輪(lún) 12 通過(guò)齧合將運動傳遞(dì)給軸Ⅵ上的齒輪 9(通(tōng)過兩個平鍵 11 和花鍵套連接在軸 VI上),齒輪 9 上的動力通過軸 VI 傳遞到聯接套 5 後再傳遞給電磁摩擦離合器(qì) 4,離合器 4 通電後壓盤和摩擦片(piàn)吸合,將動力通過軸(zhóu)Ⅵ傳(chuán)遞到齒輪 10 上實現工作進給。
電(diàn)器部分充(chōng)分(fèn)利用(yòng)原有線路(lù)及原件,將(jiāng)原牽引電(diàn)磁吸鐵的 380 V 電源加裝變壓器(qì),利用鎮流器改變成為一套 24 V 直流電源,作為電磁摩擦離合(hé)器的電源。利用接觸器常開與常閉觸(chù)點實現工作台快、慢(màn)
速互鎖控(kòng)製。在(zài)工作進給與快速(sù)進給轉換(huàn)時,1,4 電磁摩擦離合器運轉平穩有效,提升了設備使用性能。
2、螺杆空壓機(jī)冷卻係統改(gǎi)造
2.1 案例簡(jiǎn)介
工廠(chǎng) 2# 空(kōng)壓站單螺杆空壓(yā)機依靠機體(tǐ)內陰陽轉子相互(hù)齧合時產生容積變(biàn)化來壓縮空氣,陰陽轉(zhuǎn)子相對空氣做功產生大量的熱量。從空氣濾芯中吸入的新鮮空氣不斷被壓縮聚(jù)集而不能及(jí)時被冷卻器帶走(zǒu)時,主機排(pái)氣溫度 T1和潤滑油溫度 T3就會超過規定值,而長期處於高溫(wēn)狀態易(yì)造(zào)成主機磨損、積炭、冷卻潤滑油(yóu)過早變質、排氣量較大(dà)幅度衰減、習慣性停機(jī)等,甚至會(huì)出現整機抱死跳停機現象;頻繁更換機油濾芯、油氣分離器、油水分離器、冷卻潤滑油等專用零附件設備的維護費用居高不下(xià),也不能從(cóng)根本上解決問題。該設備因故障而頻繁停跳機,重影響工(gōng)廠生產的順利推進。
2.2 改造方案
該空壓機的油冷卻器與空氣(qì)冷(lěng)卻器均為管殼式冷卻(què)器。在空氣冷卻器中,壓縮空氣流經銅管內部而帶走外部冷卻水的熱量;在油(yóu)冷卻器中,冷卻(què)水流經銅管內部,帶走外部潤滑油的熱量(liàng)而實現冷卻。2#
空壓站(zhàn)螺杆壓縮機的油冷卻器和壓縮(suō)空氣後冷卻器以串(chuàn)聯的形式連接,即(jí):冷卻(què)水先進入空氣冷卻器冷卻(què)排氣,帶走一定熱量的冷(lěng)卻水再進(jìn)入油冷卻器冷卻空壓機潤滑油。這種串聯(lián)方式冷卻效果差,這是因為冷卻水在進入油冷卻器之前(qián)溫度已經很高,在油冷卻器中再次(cì)進(jìn)行熱量交換時無法帶走太多熱量。冷卻器中的潤滑(huá)油不能受到冷卻水的理想冷卻,導致設備運行時溫升過快,直接使(shǐ)主機溫度升高,甚至使其溫度超過(guò)控製器設定的溫度,從而出現停(tíng)機現象(xiàng)。為了(le)保證潤滑(huá)油溫度能夠得到(dào)有效控製(zhì),將 2 個冷卻器分開(kāi)單獨(dú)進水, 將之前串聯形式的水(shuǐ)路係統改造成並聯的形式,如圖 2(b)所示。改造後發現,空壓機潤滑油和(hé)壓縮空氣的冷卻效果明顯改善,主機溫度得到很好的控製,主機排氣溫度(dù) T1也趨於正常。
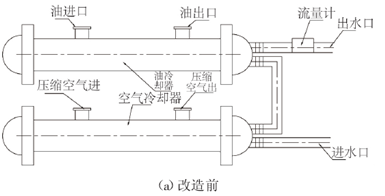
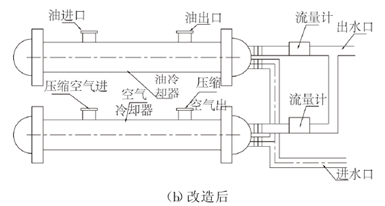
圖2 螺杆空(kōng)壓機冷卻係統結構
3、結語
改造修理降低故障維(wéi)修成(chéng)本的同時(shí)還可以縮短設備維修周期,同時確保故障設備維修後能(néng)夠及時投入使用,對保障工廠各(gè)部門正常生產、有效提高企(qǐ)業的經濟效益發揮著不可替(tì)代(dài)的作用。設備改造修理與設備維修同是為保證設(shè)備正常運(yùn)行而(ér)展開,二者在技術與效果方麵有相同之(zhī)處,應相互貫通、滲透;但(dàn)是(shì)在實際操作中,二者又(yòu)具有各自的特點和必需遵循的(de)原則。改造修理逐漸(jiàn)成為消除設備故(gù)障(zhàng)、提高現有設備運行性能、降低故障發(fā)生率、減少設備維護(hù)費用的有效措施之一,為恢複和改善(shàn)現有設備狀態、提高現有設備性能作(zuò)出了有效的貢獻。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
馬")
業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基(jī)本(běn)型乘用車(轎(jiào)車)產量數據
- 2024年11月(yuè) 新能源(yuán)汽車產(chǎn)量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產(chǎn)量數據
- 2024年(nián)9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機械加(jiā)工(gōng)過程圖示
- 判斷一台加工中心精度(dù)的幾種辦法
- 中走絲線(xiàn)切割機(jī)床的發(fā)展趨勢
- 國產數控係統和數控機床何(hé)去何從?
- 中國的技術工人都去哪(nǎ)裏(lǐ)了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最(zuì)新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點(diǎn)製造(zào)
- 現實麵前,國人沉默(mò)。製造業(yè)的騰飛,要從機(jī)床
- 一文搞懂數(shù)控車床加工刀具補償(cháng)功能
- 車床(chuáng)鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削(xuē)與螺旋銑孔加(jiā)工工藝的區別