


摘要:傳統的工業控製操(cāo)作一般通過(guò)操作(zuò)台的按鈕、開關進行設備操作(zuò),通過模擬屏的信號燈對現場設備(bèi)狀況進(jìn)行簡單的顯示,功能(néng)單一。通過具體的HMI界麵開發實例,分析了Intouch組(zǔ)態軟件的功能,以(yǐ)及在某公司銑床上的應用實踐。
關鍵詞(cí):鋁合金鑄錠;鋁合(hé)金(jīn)熱軋;銑床; Intouch ;控製。
鑄(zhù)錠銑床是鋁及鋁合金熱連軋生產線上的主要設備之(zhī)一,經過銑削,去除鑄錠大麵及側麵的表麵粗(cū)晶層和冶金缺陷,滿足後續的熱軋質量。鑄錠經(jīng)傳輸機構運(yùn)送至測量裝(zhuāng)置測量(liàng),根據人(rén)工輸入銑削(xuē)厚度與角度,經過自動計算後,銑削刀盤定位,然後開始銑削,自動化控製要求較(jiào)高,需要一(yī)款功能強大且齊備的軟件與之對應。通過對(duì)比,我們使用了 Intouch 組態軟件。功能強大的 Intouch 組態軟(ruǎn)件在銑床中的應用對提高設備操作性、維護性,提高銑削產品質量與生產效率、降(jiàng)低成本有重要意義。
1、傳統鋁鑄錠銑床存在的問(wèn)題(tí)
傳統的操作台主要實現係統控製方式的轉換(huàn)以(yǐ)及設備的啟停,不能完成模擬量的輸入功能,功能(néng)簡單。同時,操作台上的(de)信號都采(cǎi)用PLC係統的(de)輸入變量,需要通過電纜連接到PLC的輸入模(mó)塊。因此,PLC 係統需要擴展更多的輸(shū)入模塊,成本增加(jiā)。此外,操作台控製增加了操作人員(yuán)的工作量,給操作(zuò)人員帶(dài)來了很大的不便,不利於設(shè)備維護人員的日(rì)常維護。信號狀態指示燈和報警燈(dēng)則是由LED發光二極管等電氣元件組成,隻能簡單地顯示(shì)各種(zhǒng)設備的運行狀態,不能反映重要工藝參數的(de)曆史趨勢以及重要設備的故障報警,不利於操作人員更全(quán)麵地了解當(dāng)前生產情況和設備運行狀況,給連續生產帶來不確定因素和(hé)故障點。
2、人機界麵技術(shù)
2.1 Intouch組(zǔ)態軟(ruǎn)件介(jiè)紹
目前使用較為廣泛的組態軟(ruǎn)件包括Wonderware的 Intouch 軟件、通用電氣的 i FIX 以及西(xī)門子的WINCC。本文主要介紹 Intouch 軟件進行 HMI 的開發。HMI 軟件將傳統的操作員界麵、過程的可視性、數據的采集和報警結(jié)合在一起,通過人機界麵可以實現對現場設備的實時準確(què)監控。也可以設置報警係統,當現場設(shè)備出(chū)現故障時,可以(yǐ)在報警畫麵上(shàng)及時準(zhǔn)確地反映出來。對重要數據建立曆史趨勢圖,分析和積累(lèi)數據(jù),從而(ér)不斷完善生產工藝。
2.2 Intouch網絡結構及連接方式
Intouch和(hé)西門子(zǐ)的PLC采用(yòng)以太網通訊,通過配置SIDirect DAServer TCP/IP方式實現和S7 PLC的通信。銑床(chuáng)Intouch網絡結構如(rú)圖1所(suǒ)示。基於(yú)Eth-ernet 以 太 網 為 核 心 , 通 過 交 換 機 互 連 , 實 現PLC400 與 Intouch 組(zǔ)態軟(ruǎn)件的實時(shí)通訊。其(qí)中上位機1裝備Intouch的人機界麵HMI作為生(shēng)產人員操作設備,上位機2裝備Intouch的計算機作為外部實時顯示鑄錠(dìng)厚度和銑屑主銑(xǐ)進刀量(liàng)。
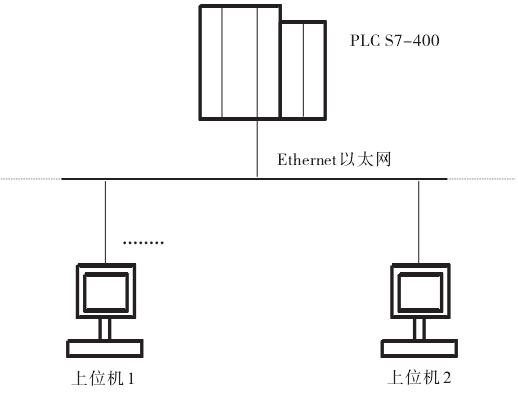
Intouch網絡結構圖
2.2 銑床人機界麵(miàn)的設計
銑床 Intouch 人機界麵主要由控(kòng)製部分、狀態顯示部分(fèn)、報警部分和曆史趨勢部(bù)分(fèn)等幾部分構成 。
(1) 控製部分。控製部分主(zhǔ)要包含主銑(xǐ)銑削量、側銑銑削量、側銑銑削角度和銑削速(sù)度。主(zhǔ)要參數由人工手動給定,經鑄錠測量後跟測量數據一同參與計算(suàn),加入到模型計算後參與控製自動銑削過程(chéng),決定鑄錠銑削成型和質量。控製部分參數通過 Intouch 組態軟件與 PLC400 的連接,給定到 PLC程序塊中,參與銑削(xuē)計算和(hé)控(kòng)製過程。
(2) 狀(zhuàng)態顯示部分。Intouch 組態軟件可以將設備各(gè)部分運行狀態通過多種多樣的形式表現出來,十分富。某熱(rè)軋(zhá)中心銑床HMI狀態顯示部分包括:主、側銑電機、破(pò)碎機、吸屑風(fēng)機運行電流;各電機(jī)運行速度(dù)、繞組溫度、軸(zhóu)承溫度、聯軸器溫(wēn)度;主、側銑刀盤位置;工作台運行速(sù)度、位置;鑄錠厚度和銑屑主銑進刀(dāo)量;鑄錠狀(zhuàng)態跟蹤;各(gè)潤滑裝置和液壓係統油箱油位和油溫;測量裝(zhuāng)置頭部、底部、中部、左右兩側測量針相對位置;聯鎖狀態等。
(3) 報警部分。報警係統包括故障報警和超限報警。有報警產生時(shí),相應部分的顏色由綠色變成紅色,直到異常情況消失為止,同時記錄報警產生的時(shí)間和原因。針對(duì)報警,操作台上安裝有複(fù)位按鈕。報警內容主要包含有:主、側銑電機、破碎機電流超限;各電機運行電流、繞組溫度、軸承溫度、聯軸器溫度超限;主、側銑刀盤位置、電機運行速度超限;工(gōng)作台運行速度、位置超限;鑄錠厚度和銑屑主銑進刀量超限(xiàn);各潤滑裝置和液壓係統油箱油位(wèi)和油溫超限;主、側銑銑削(xuē)保護值;係統各部分壓縮空氣壓(yā)力值;工作台行走電機編(biān)碼器狀態;工作(zuò)台潤滑(huá)泵電機狀態;工作台齒輪箱運行狀態;急(jí)停(tíng)開關狀態;工作台輥道運行狀態;出口輥道安全防(fáng)護裝置閉合;吸屑風機變頻器狀態;安全(quán)防護觸發(fā)狀態等。
(4) 曆史(shǐ)趨勢。趨勢曲線(xiàn)包(bāo)括實時趨勢曲線和曆史趨勢曲線兩種,實時趨勢曲線反映的是變量數值當(dāng)前的變(biàn)化情況,並且可以(yǐ)根據(jù)時間的(de)推移,自動刷(shuā)新到當前時間;曆(lì)史趨勢曲線提供查(chá)看曆史數據的圖形化方法,可以細分到某一(yī)段很短的時間(jiān),所以可(kě)以對數據進行分析和打印。在該曆史趨勢(shì)界(jiè)麵上,可以(yǐ)觀察從當前時間到過去若幹天的所有已添加進曆史定(dìng)義標簽的曆(lì)史趨勢(shì)。實時趨勢曲(qǔ)線則趨(qū)勢,可以(yǐ)對現場采集的模擬量做出相應的(de)實時趨勢表格。通過實時趨勢或者曆史趨(qū)勢曲線可以很方便地獲(huò)取當前或者曆史設備監控部分(fèn)運行參數和狀態或鑄錠銑(xǐ)削過程和質量(liàng),方便掌控銑床(chuáng)設備運行參數和生產工藝曲線,動態地進行設(shè)備調整和工藝的修改。
3、HMI技術(shù)發展趨勢
當前(qián),各種新技術不斷被應用到組態軟件領域。組(zǔ)態軟件的 IT 化趨勢明顯,大量的最新計算技(jì)術、通訊技術、多媒體技術被用來提高組態軟件(jiàn)的功能。新(xīn)型組態軟件具有以下幾個特點(diǎn):
(1)以網絡技術為中心。自動化係統的數據量達(dá)到一(yī)定範(fàn)圍後,現有組態軟件舊的(de)網絡(luò)模式(shì)已經無法滿足係統(tǒng)的需要。組態軟(ruǎn)件不僅要能(néng)夠方便地構建可伸縮的網絡分布式係統,同(tóng)時,也要能夠靈活地選(xuǎn)擇整體係統(tǒng)的架構,實現複雜的監控係統方案。
(2)Internet和遠(yuǎn)程增強。新型組態軟(ruǎn)件不(bú)僅可實現遠程監控,還能夠將局域網內實現的功能延伸到 Internet 上,不僅完成信(xìn)息的瀏覽和(hé)監(jiān)控,而且可以構建跨地區(qū)的大型係統,具有遠程的數據監控、管理、協同、診斷等功能。
4、結語
該HMI界麵已(yǐ)成功運行,操作更加便捷,大大(dà)提高了工作效率。當設備出現故障時,也可以通過報警畫麵更快(kuài)地了解故障信息,及時排除故障,有效保證生產連續,提高銑床生產效率。
如果您有機床行業、企業相關新聞稿件發(fā)表(biǎo),或進行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com

")
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月(yuè) 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
- 機(jī)械加工過程圖示
- 判(pàn)斷一(yī)台加工中(zhōng)心精度的幾種辦法
- 中走絲線切割機床的發展趨勢(shì)
- 國(guó)產數控係(xì)統和數控機床何去何從?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老板做了十多年,為(wéi)何還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人(rén)害己!不倒(dǎo)閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋(wén)加工方法(fǎ)及工裝(zhuāng)設(shè)計(jì)
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區別