


普通立式銑床自動化改造
2018-6-21 來源:南京機電職業技術 南京興(xìng)農齒輪公司 作者:陸晨芳 佟靜 許德琪 魏恒成
摘 要: 為提高企業的生產效率,針對(duì)車間(jiān)現有的立式銑床手搖分度頭銑削(xuē)六方螺母(mǔ)這一問題,采用 PLC 作(zuò)為主(zhǔ)控製器,用伺服電機作為主執行元件,將手動(dòng)分度改(gǎi)造為自動分度,在不影(yǐng)響機床原有功能(néng)的基礎上完成機床的自動化改造。給出了(le)設備改(gǎi)造的總體方案、機械結構調整內容、電(diàn)氣控製方(fāng)法、PLC 的 I/O 地址表、外部接線圖以及詳細工(gōng)作流程。運行結果表明,改造後(hòu)的設備(bèi)結構簡單,便於操作,極大地提高生產(chǎn)效率,具有良好的實用價值和經濟效益。
關鍵詞: 立式(shì)銑(xǐ)床; 自動化改造; PLC
0 引言
隨著(zhe)科學技術的進步、人工成(chéng)本(běn)的上漲、市場環境的改變,自動化已成為機械製造業的發展(zhǎn)趨勢之(zhī)一。在(zài)企業中對原有手(shǒu)動操作機床進行自動化改造,可提高企業的(de)工作效率、增加企業的經濟效益、提升企業的市場競爭力,使企業能(néng)夠更好地適應當今社會的發展需求,具有普遍的(de)社會意義(yì)。
在此背景下,校企合作利用 PLC 控製(zhì)器改造一台立式銑床,實現半自動化生產。
1 、立式銑床改造方案
原(yuán)有立式銑床如圖 1 所示。

圖 1 原有立式銑床
此機床主要包括主軸、工作台和分度盤三部分。工作(zuò)時,主軸帶動(dòng)銑(xǐ)刀旋轉,工作台帶動工件左右直線運動。當六方螺母一麵加工(gōng)完成後,手(shǒu)搖(yáo)分度盤帶動卡盤旋轉 60°,開始加工另一麵,依次循環,直至六麵加工完成(chéng)後停機。原有機床分度動作由人工手搖完成,效率較低(dī)。為提(tí)高生產效率、減輕工人勞動強度,在保留機(jī)床原(yuán)有功能的基礎上,將手動分度改為自動分度。
整體改造方(fāng)案: 保留原有機床的結構和(hé)控製(zhì)係統,為自動銑削設計(jì)單獨的電氣控製櫃,機床分度旋轉由手動改造為自動,整台機床的動作邏輯順序由(yóu) PLC 程序控製。自動分度改造方案: 在卡盤分度盤位置安裝伺服電機,分度盤和電機軸之間采用皮帶傳動。伺服電機由伺服驅(qū)動器(qì)控製,驅動器由 PLC 脈衝控製(zhì),以此實現準確分度。
2 、機械結構調整內容
機床分度盤部分的原有結構如圖(tú) 2 所(suǒ)示,通(tōng)過手動旋轉手柄實現卡盤的(de)旋轉。

圖 2 調整前的分度盤結構
改造後的分度盤部分(fèn)結構如圖 3 所示,在原有(yǒu)分度盤的基礎上增加了同步帶輪(lún)、同步(bù)帶、L 形電機座和伺服(fú)電機。L 形(xíng)電機(jī)座安裝在工作台上(shàng),伺服電(diàn)機(jī)通過螺母與電機座相連。伺服電(diàn)機軸(zhóu)與(yǔ)分度盤(pán)旋轉軸之間(jiān)通過同步帶輪和同步帶實(shí)現連(lián)接和傳動(dòng)。

圖(tú) 3 調整後的分度盤結構
3 、電氣原理圖調整內容
機床原有電氣原理圖的主電路隻包括主運動控製(zhì)和進給運動控製(zhì),如圖 4 所示。主電機由空氣(qì)開關 QF 保護,通過接觸器 KM 實現(xiàn)星形/三角形降壓啟動。進給電機由空(kōng)氣開關 QF 保(bǎo)護,通過接觸器 KM 實現正反轉控(kòng)製。
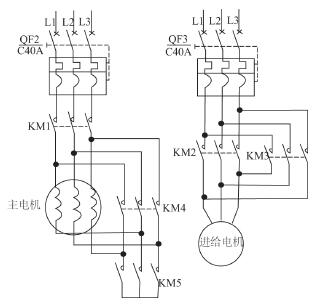
圖 4 主運動和進給運動控製原理圖
改(gǎi)造後的電氣原理圖增加了分度運動控製(zhì)部分,分度運動控製主要包括空氣開關 QF、變壓器 TC、驅動器和分度電機等電氣元件,其電氣(qì)原理(lǐ)如圖 5 所示。
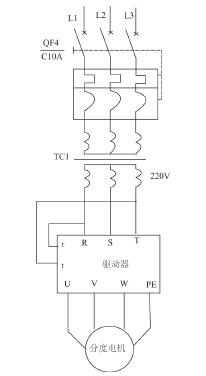
圖 5 分度運動控製原理圖
4、PLC 控製方法
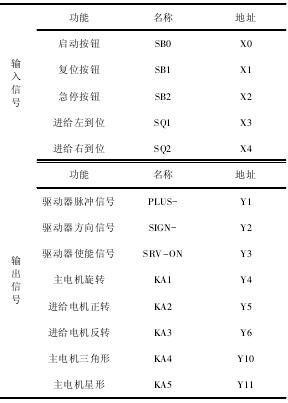
根據自(zì)動銑削機床的動作控製(zhì)要(yào)求,需要 PLC 輸入端子 5 個(gè),輸(shū)出端(duān)子 8 個,具體內容如表 1 所(suǒ)示。
表 1 輸入(rù)輸出地址表
根據輸入輸出點個數及 PLC 容量,選取三菱 FX3U-32MT 型 PLC 作為主控製(zhì)器,其(qí)接線圖如圖 6 所示。
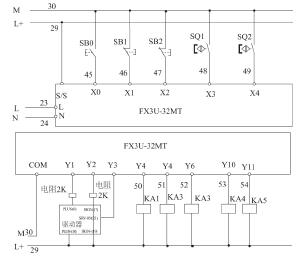
圖 6 PLC 外(wài)部(bù)接線圖(tú)
改造後機床自動銑削六方螺母的 PLC 控製流程如圖7 所示。
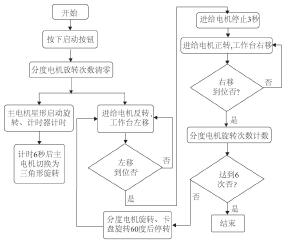
圖(tú) 7 PLC 控製流程圖
PLC 控製分度電機旋轉采用 PLSR 指(zhǐ)令,部分控製(zhì)程序如圖(tú) 8 所示。
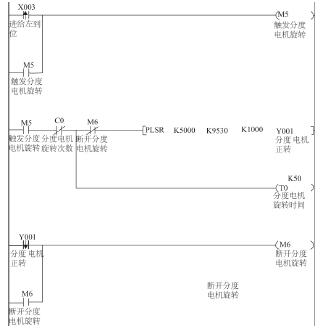
圖 8 PLC 部分控製程(chéng)序
5 、結語
經過接線、編程及調(diào)試,該機(jī)床實現了分度旋轉運動的自動化,且保留了機床的原有功能。此次改造保留了機床原(yuán)來(lái)的電(diàn)氣控製係統,同時為機床設計了新的電氣控製(zhì)櫃,兩(liǎng)套電控(kòng)係統均可工作。而且改造後的機床不僅可以銑削六方螺母,還可以(yǐ)通過(guò)調(diào)整 PLC 程序銑削其他類型的零件。經(jīng)測試,改造後的自動銑削機床隻需要人工上料和(hé)下料,其餘都是自動生產,減輕了工(gōng)人的勞(láo)動強度,提高(gāo)了車間(jiān)的生產效率和自動化水平,為企(qǐ)業帶(dài)來良好(hǎo)的(de)經濟效益,具有很好的(de)推廣價值。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更多
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度(dù)的幾種辦法(fǎ)
- 中走絲線切割機床(chuáng)的發展趨勢
- 國產數控係(xì)統和數控(kòng)機床(chuáng)何去何從?
- 中國的技術(shù)工人都去哪裏了?
- 機械老板做了(le)十多(duō)年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文(wén)搞懂數控車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋加工(gōng)方法及(jí)工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別