


摘要:文章提出並(bìng)利用廣州數控GSK990MA加工中(zhōng)心對雕銑機床進(jìn)行控製改造。利用脈衝序列給主軸變頻(pín)器發送(sòng)0~10V模擬量信號,可更準確地控製主軸位置且能在麵板實時監控;能實現某單軸的軟(ruǎn)、硬限(xiàn)位,既(jì)可(kě)以實(shí)現使用一個限位行(háng)開,也可以(yǐ)使用兩個限位行開(kāi);最小位移控製單位可以通過參數的改變使精確度達到0.0001mm。
關鍵詞:雕銑機床;數控係(xì)統;機床改造;伺(sì)服(fú)驅動(dòng);脈衝係統(tǒng);變頻器
改造的GH410型雕銑機其運動的主要控製係統是基於PMAC運動控製卡(kǎ)的工控(kòng)控製。其在工業的發(fā)展中顯(xiǎn)然已(yǐ)不能適(shì)應現代工業加工複雜的要求,並且該控製係統在
實際加工過程中,隨(suí)著使(shǐ)用次數的增加其穩定性也越來越差。因此為了能使該機床繼續使用並且作為教學實驗平台,決定在此機床上加(jiā)以更穩定的廣數GSK990MA銑床加工中心數控係 統。
1 、改造後雕銑機的(de)數控係統(tǒng)硬件
本次改造使用的(de)GSK990MA銑床加工中心(xīn)數控係統裝置,采用32位高性能的CPU和(hé)超大規模可編程器件FPGA,可編輯(jí)的(de)PLC使邏輯控製功能更加靈活強大。數控係統的單元組成部分包括GSK990MA數控係統、附加操作麵板、數(shù)字交流伺服驅動單元、伺服係統、交流變壓器等。本次改裝與之相配匹的驅動器(qì)為GS200交流伺服驅動器,三個進給軸電機為(wéi)80SJT交流伺服電動機(其中X、Y軸不帶抱閘,Z軸帶(dài)抱閘),主軸變頻器為台達VFD-F,變頻器驅動的主軸為額定功率3kW的電機。
2 、係統(tǒng)各設備的連接與(yǔ)設定(dìng)
數控係統與外部各(gè)設備的連(lián)接如圖1所示,其中包括係(xì)統(tǒng)與驅動單元的連接、RS232標準串(chuàn)行接口、係統與手脈和手持單元的連接、係(xì)統(tǒng)與主軸單元的連接以(yǐ)及電源(yuán)接口等。
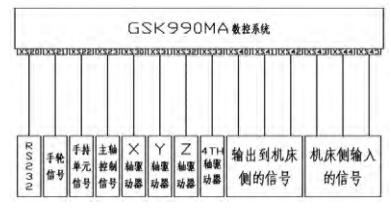
圖1 係統外部連接
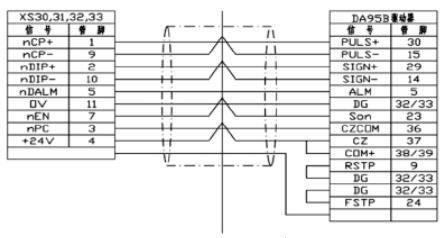
圖2 信號電纜連接
數(shù)控係統(tǒng)與驅動單元(yuán)連接的(de)接口包括XS30(X軸)、XS31(Y軸)、XS32(Z軸)、XS33(第四軸),連接線路圖如圖2所示,其中XCP+、XCP-、YCP+、YCP-、ZCP+、ZCP-、4CP+、4CP-為代碼脈衝信號,XDIR+、XDIR-、YDIR+、YDIR-、ZDIR+、ZDIR-、4DIR+、4DIR-為運動方向信號,兩(liǎng)組信號均為差分(fèn)輸出。連接線路圖如圖(tú)2所示。將各硬件按照要求連接正確以後需要把各驅動器以及數控係統(tǒng)的有關參數進(jìn)行設置,比如急停與限位(wèi)、齒輪比調整、反向間隙補償(cháng)、機床(chuáng)螺距(jù)補(bǔ)償、機床回零、參考點設置(zhì)、驅動器單元設置以及主軸正反轉的輸(shū)入輸出信號控製等。
3 、係統與主軸單元
主軸電機的驅動(dòng)是通過變頻器從數控(kòng)係統接(jiē)收到0~10V的模擬量電壓後,變頻器輸(shū)出頻率(lǜ)控製電動(dòng)機轉速,其中數控(kòng)係統的輸出接口為XS41;主軸與整個數(shù)控(kòng)係統之間是通過變頻器調節然後相互通訊,首先我們需要設定變頻器參數(shù),其中包括:最高頻率設定(dìng)參數:01-00=60,最高頻率為60Hz;最高電壓頻率設定參數:頻率製定來源設定參數:02-00=01,主頻由外部AV(輸入(rù)DC 0~10V);運轉指(zhǐ)令來源設定參數:02-01=01,由外部端子輸(shū)入(STOP有效);停車方式設定參數:02-02=01,STOP自由停(tíng)車E、F自由停止;二線/三(sān)線式運轉控製設定(dìng)參數:02-05=01,運轉/停止、反轉/正傳;電源啟(qǐ)動(dòng)運轉控製設定參數:02-06=01,不可運轉;麵(miàn)板顯示設定參數:02-09=00,顯示驅動器輸出電流;散熱
風(fēng)扇控製方式(shì)設定參數:03-15=00,上電即開。
4 、結語
本(běn)文采用廣(guǎng)州數控990MA係統控製改(gǎi)造GH410型雕銑機,通過對其(qí)硬件的改造以及軟件參數得的更改(gǎi),最後對係統的穩定性進行(háng)了簡單的分析,我(wǒ)們得出以(yǐ)下結論:(1)GSK990伺服控製(zhì)係統接口利用脈衝序列給(gěi)主軸(zhóu)變頻器發(fā)送(sòng)0~10V模擬量信號,可更準確(què)地控製主軸位置且能在麵板(bǎn)實時(shí)監控;(2)該係統的限位、零點設(shè)置更方便(biàn)靈活,某單(dān)軸既可以實現使用一個限位行開,也可以使用兩(liǎng)個(gè)限(xiàn)位行開;(3)最小位移(yí)控製單(dān)位可以通過參數的改變使精(jīng)確度達到0.0001mm;(4)係統改造安裝完成後其加工精度,各(gè)方麵要求穩定性都能達到實際加工要求且其加工效率遠超(chāo)於原板卡式係統,通過控製係統的改造(zào)使加工(gōng)效率以及加(jiā)工精度得(dé)到大幅度提高。
如果(guǒ)您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金(jīn)屬切削機床產量數據(jù)
- 2024年11月(yuè) 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出(chū)口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年(nián)11月 新能源汽(qì)車銷量情(qíng)況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產(chǎn)量數據
- 2024年10月 金(jīn)屬切削機床產量數(shù)據
- 2024年9月 新(xīn)能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型(xíng)乘用車(轎車)產量數據