


摘(zhāi)要: 在鋼結構製造生產這一塊(kuài), 柱子的製作安裝(zhuāng)最(zuì)為重要, 可以(yǐ)說(shuō)影響到整個鋼架的安裝質量(liàng), 因其為主要(yào)承力結構, 所以柱子的安裝必須滿(mǎn)足嚴(yán)格的精(jīng)度要求, 因此柱子的(de)端麵加工(gōng)有嚴格的工藝(yì)要求, 不能保證兩柱端頭75%麵積的貼緊就沒有達到安(ān)裝精度要(yào)求, 這就要(yào)定期對銑床進行校(xiào)正以滿足(zú)工藝端麵加工要求。
關鍵詞:端、銑、柱、 劃線、校正
1、刀盤的(de)校正
1.1 框架水(shuǐ)平儀的使用
1.1.1 工作(zuò)原理當水平發生傾斜時(shí), 水準泡的氣(qì)泡就(jiù)向水平儀升高的一端移動。
由於水(shuǐ)準泡的內(nèi)壁曲率半徑不同, 因(yīn)此產(chǎn)生了不同的分度值(zhí)。
1.1.2 儀器用(yòng)途水平(píng)儀主要(yào)用於檢驗各種機床及其它類型設(shè)備導軌的直線度、平麵度(dù)和設備安裝的水平性、垂直性。
1.1.3 儀器規格框式水平儀規格:100、150、200、250、300mm 分度值:0.02--0.10mm/m
1.1.4 儀器結構水平儀主要由主體
水準泡係統及調整機構等(děng)部(bù)分組成。主體用作測(cè)量基(jī)麵, 水準泡係統用作讀數, 調整機構(gòu)用作調整水平儀零位。
1.1.5使用方法測量時使水平儀工(gōng)作麵緊貼在被(bèi)測表(biǎo)麵, 待氣泡完全靜止後方可進行讀數。水平儀的分度值是(shì)以(yǐ)一米為基長的傾斜值,為避(bì)免由於水(shuǐ)平儀零位不準引起的測量誤差, 因此在使用前(qián)必(bì)須對水平儀的零位進行校對或調整。水平儀零(líng)位校對, 調整方法將水平儀放在基(jī)礎穩固(gù), 大致水平的平板(bǎn)或機床導軌上, 待氣泡穩(wěn)定後, 在(zài)一端如左端讀數, 且定為零。再將水平儀調轉度180度,仍放在平板原來的位置上, 待氣泡穩定後, 仍在原來一端左端讀數A格則水平儀零位誤差為二分之A格。如果零位誤差超過許可範(fàn)圍, 則需調(diào)整水平儀零位調(diào)整機(jī)構調整螺釘或螺母, 使零位誤差減小至許可值以內。對於非規定調整的(de)螺釘, 螺(luó)母不得隨意擰動。調整前水平儀工(gōng)作麵與平板必須擦(cā)試幹淨, 調整後螺釘(dìng)或螺母(mǔ)等零件必須固緊。
1.2 用框架水平儀對刀盤進行測量
1.2.1 關係換算(suàn)
水平儀的工作原理水平儀的水準管是由玻璃(lí)製成, 水準管內壁是(shì)一個具有一定(dìng)曲率半徑的曲麵, 管內(nèi)裝有液(yè)體, 當水平儀發(fā)生傾斜時,水準管中氣泡就向水平儀升高的一端移動, 從而確定水平麵的位置。當水平儀和(hé)刀盤貼近時, 水平儀的水泡方向和刀盤傾斜的方向是相反的。
1.2.3 對刀盤的傾斜值進行測(cè)量
如上(shàng)所示數值和偏(piān)移(yí)方(fāng)向可知刀(dāo)盤在上(shàng)述四個方向上都(dōu)有變形但總體變形不大, 隻選(xuǎn)擇最大偏移值進行調校(xiào)即可。如果刀盤幾個方向偏移值過大且方(fāng)向不一, 則在實際調校很難進行, 因為(wéi)刀盤已經嚴(yán)重變形,需考(kǎo)慮更換刀盤, 並在今後(hòu)操作銑床時要注意進刀量和(hé)轉速(sù)。
1.2.4 依據刀盤傾斜(xié)量和傾斜方向對刀座進行校(xiào)正通過上麵記錄的最大數(shù)值28司分析, 可知刀盤已(yǐ)經發生(shēng)傾斜同時也可判斷出刀盤的傾斜方向, 因此需要對刀盤進行調(diào)整以消除最大傾斜值。方法是(shì)擰鬆刀體齒輪箱部分的螺栓, 在其傾斜的反方(fāng)向下部塞進銅(tóng)質調整墊片, 墊片的厚度為最大數值(zhí)的一半。即28/2=14司。塞進墊片後擰緊螺栓再重(chóng)新按照上述方法用(yòng)水(shuǐ)平儀進行測量(liàng)調整直到滿足所選四個方向偏移量保(bǎo)證在10個司(sī)內(nèi)即可。此時端銑床刀(dāo)座部分調整完畢.
2 、銑床架子的校(xiào)正
2.1 銑床架子(zǐ)橫梁水平方向的校正
校正方(fāng)法是用水準儀對靠近架子橫梁兩端位置標尺進行讀數, 標尺采用同一數值, 記錄好各橫梁(liáng)兩端上下偏(piān)移量, 然後對橫梁(liáng)進行填補調整以保證橫(héng)梁在水平方(fāng)向滿足要求。
2.2工件(jiàn)貼緊架(jià)子側麵的調整
按工藝要求在銑加工過程中必須檢查翼板上中心線垂直線(xiàn)與已加工端麵距離, 已加(jiā)工麵(miàn)兩(liǎng)端(duān)與上述(shù)翼板中心線的垂直線距離相等, 誤差不大(dà)於0.5mm, 如出現誤差過大, 必須隨時進行調整。
上麵已(yǐ)經對刀(dāo)體進行校正過, 且(qiě)銑床是固定在地麵上的, 也就是說其(qí)行(háng)走軌跡是固定的,如果出現誤差(chà)過(guò)大(dà), 需要調整的就是承載工件架子的調(diào)整。測量其(qí)誤差的方法如(rú)下:
1、從柱子兩端腹板引中心線上來, 彈出翼板中心線。
2、分別在距離兩側端麵大致-100--500mm 處畫其中心(xīn)線(xiàn)的垂線(xiàn)。
3、測量其對角線的長度, 如果偏差在1mm內則滿足實際要求, 如大於1mm則重(chóng)新找垂線。
4、將劃線針固定(dìng)在(zài)刀盤上(shàng), 開動銑床使劃(huá)線針沿著(zhe)柱子一側已劃好垂線劃過, 然後比較其與先(xiān)前垂線的重合情況。如果小於(yú)0.5mm則滿足要求(qiú), 如果大於0.5mm 要調整。
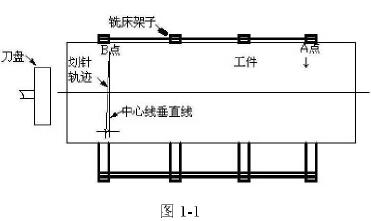
5、如(rú)圖1-1所示(shì)工件是靠在銑(xǐ)床架子的端麵一側, 在實際中依據兩點成(chéng)一線的原理, 柱(zhù)子(zǐ)主要(yào)是靠在架子的、AB兩點(diǎn)。由於銑床是固定在(zài)地麵上的其行(háng)走軌跡(jì)是固定(dìng)的, 這就需要對(duì)架子端麵(miàn)進行調整(zhěng)。由圖1-1可以看出要想使中心線垂直(zhí)線與劃針軌跡重合就應該將A點沿圖示方向進行調整, 而架子(zǐ)也是固定好的, 就要對A點處架子與工件的接觸麵焊接鐵板進行調(diào)整(zhěng)。再重新(xīn)走刀直(zhí)到完全重合(hé)為止。
上(shàng)述方法依次對刀體和端銑(xǐ)支架(jià)的調整進行介紹。通過對刀(dāo)體的調整, 保證了端銑(xǐ)加工後柱子腹板方向端麵與水(shuǐ)平(píng)麵的垂直性通過對端銑支架側(cè)端麵的調整是為了(le)保證(zhèng)端銑加工後柱子翼板(bǎn)方向端麵與水平麵的垂直(zhí)性而通過對端銑(xǐ)支架在同一標高下橫梁水平方向的調整是為了(le)確保加工工件在水平麵上, 從而保證端(duān)銑加工柱子腹板方向端麵與水
平麵的垂直性因此通過對上述幾個方麵的調整後, 端(duān)銑床(chuáng)就可以保證(zhèng)加工後的柱子在現場安裝達到75%以上的(de)端麵(miàn)貼合率, 能(néng)夠滿足安裝質(zhì)量要求(qiú)。
在車間實際生產中, 一般要求每半個(gè)月就(jiù)要進行一次校正(zhèng), 這也是車間質量控(kòng)製(zhì)的一個環節, 隻(zhī)有保證機加工工具的精(jīng)密性才能保證產品(pǐn)的合格率(lǜ)。
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量(liàng)數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據(jù)
- 2024年10月 金屬切(qiē)削機(jī)床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新(xīn)能(néng)源汽車(chē)產量數據
- 2028年8月(yuè) 基本(běn)型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台(tái)加(jiā)工中心精度的幾種辦(bàn)法
- 中走絲線切割(gē)機床的發(fā)展趨(qū)勢
- 國產數控係統和數控機床何去何從?
- 中國的技術(shù)工(gōng)人都去哪裏了?
- 機械(xiè)老板做了十多年,為何還是小作坊?
- 機(jī)械行業最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談(tán)點製(zhì)造(zào)
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具補償功能
- 車床鑽(zuàn)孔攻螺(luó)紋加工方(fāng)法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別