


淺(qiǎn)談台階軸零件機械加工工藝規程設計
2016-7-25 來源:北京信息職(zhí)業技術學院 作者:劉丹(dān)青
摘要:台階軸廣泛應用於各類機械產品中,其(qí)加工工藝是否合理、可行等(děng)直接影響產品(pǐn)的質量。文章依(yī)據機械加工(gōng)工藝規程的步驟,針對台階軸零件的機械加工工藝規(guī)程進行設計,闡述(shù)了機械行業典型軸類(lèi)零(líng)件的機械加工過程的(de)前期準備工作,製定了機床、刀具、量具、毛坯等的選擇及工藝路線,列(liè)出了相應的機械加工工藝過程卡片和刀具卡片。
關鍵詞:台(tái)階軸;零件機械(xiè)加(jiā)工;加工工藝;過程卡;刀(dāo)具卡
1、零件加工工藝分析
台階(jiē)軸是運動機構中常見的典型軸類(lèi)零件,可以(yǐ)起到定位和傳動扭矩的作用。如(rú)圖1所示台階軸零件圖,其設計基準是軸線,選用其做精基(jī)準定位加工軸的外圓表麵,實現了設計基準(zhǔn)和(hé)工藝基準的重合,保(bǎo)證(zhèng)了被(bèi)加(jiā)工表麵的同軸度要求。以此為例,分析(xī)軸類零件的機械加工工藝(小批量生產(chǎn))過程。
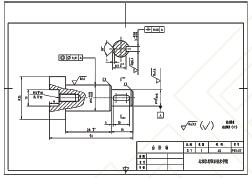
圖1 台階軸零件
該零件表麵由3個外圓柱麵、1個鍵(jiàn)槽、1個方槽、1個螺紋孔、2個端麵、多處倒角等組成,其中有(yǒu)兩個直徑尺寸與軸向尺寸有較高的尺寸精度和表麵粗糙度要求。零件材料為45鋼,切(qiē)削加工性能較好,無熱處理和硬度要求。根據以上分析,製定台階軸加工工藝措施(shī)如下:(1)零件圖(tú)紙上標注公(gōng)差的尺寸的處理。長度尺寸(cùn)公差值較小,加工(gōng)時采用(yòng)基本尺寸加工即可。軸線的尺寸(cùn)Ø16 -0.016-0.034
×28 +0.10 有較高精度要求,加工時注意公差範圍的控製;(2)基準(zhǔn)先行。右端麵為長度方向的設計基準,相應工序加工前,應先將右端麵車出來,然(rán)後加工Ø10 0- 0.015 的外圓柱麵;(3)M5螺紋孔加工(gōng)。先用中心(xīn)鑽定位,然後用Ø4.2的麻花鑽打底孔,最後鉗工進行攻絲;(4)方槽加(jiā)工。先鉗工劃線,在銑床上用Ø10鍵槽銑刀(dāo)進行銑削寬10mm、深6mm的方槽;(5)鍵槽加工。先鉗工劃線,在
銑床(chuáng)上(shàng)用Ø3鍵槽銑刀進行銑削(xuē)寬3 -0.004-0.029 mm、深1.8mm的A型(xíng)鍵槽,此處因有鍵進行配合,加工時注意公差範圍的控製.
2、裝夾方案的確(què)定
在車床上(shàng)利(lì)用(yòng)三爪自動定心(xīn)卡盤夾持零件的左端,第一次安裝(zhuāng)車出零件(jiàn)的右端麵(miàn),外輪廓麵(miàn)和車外(wài)倒角,總長度+1mm的情(qíng)況下,切斷。
第(dì)二次(cì)裝夾,調頭裝夾,工件找正。車長短,保證長度尺(chǐ)寸51mm。用Ø2.5中心鑽鑽定位孔,再用Ø4.2的麻花鑽鑽M5的螺紋底孔,深12mm。
第三(sān)次裝(zhuāng)夾,零(líng)件裝夾在分度頭(tóu)上,用高(gāo)度劃線尺在左端(duān)麵劃(huá)10mm×6mm的方槽位置線,在右邊劃鍵槽加工位置線。
第四次裝夾,在(zài)銑床上用機用平口鉗夾持尺寸為Ø16 -0.016-0.034 的外圓柱麵,加工10mm×6mm方槽。
第(dì)五次裝夾(jiá),在(zài)銑床上用機用平口鉗夾持零件的左右兩端(duān)麵,加工(gōng)鍵槽(cáo)。
第六次裝夾(jiá),在台鑽鉗,夾持尺寸(cùn)為Ø16 -0.016-0.034 的外圓柱麵,進行攻螺紋。
3、加工順序的確定(dìng)
加工順序按由內到外、由粗到精、由近到遠、先簡(jiǎn)單(dān)後複雜、刀(dāo)具集中的原則(zé)確定,在一次裝夾中盡可能加工出較(jiào)多的工(gōng)件表麵。結合本零件(jiàn)的結構特征,可先加工右端(duān)麵、車外表麵;調頭裝夾,進行(háng)螺紋孔定位、鑽螺紋底孔;鉗工劃線,銑鍵槽、方槽;鉗工攻螺紋(wén)等順序進行加工。此零件為車銑複(fù)合加工典型(xíng)件,所以加(jiā)工(gōng)時注(zhù)意順序的選擇,以提高最大的經濟效益。
4、刀具選擇
刀具(jù)及其參數(shù)的選擇參見表1中台階軸的機械加工(gōng)刀具卡(kǎ)片。注意:車削外輪(lún)廓時,為防止(zhǐ)副後刀麵與工件表麵發生幹涉,應選擇較大的副偏角,必要時可(kě)作圖檢驗(yàn)。螺紋(wén)底孔注(zhù)意選擇相應尺(chǐ)寸的麻花鑽。
表1 台階軸(zhóu)的機械加工刀具卡片

5、切削用量選擇
根據(jù)被加工表麵質量的要求、刀具材料和工件材(cái)料,參考切削用量手冊或有關資料選取切削速度與每轉進給量。背吃刀量的選擇因粗、精(jīng)加工而有所不同。粗加工時,在工藝係統剛性和機床功率允許的(de)情況下,盡(jìn)可能取較大的背(bèi)吃刀(dāo)量,以減(jiǎn)少進給次數;精加工(gōng)時,為保證零(líng)件表麵粗糙度要求,背吃刀量一般取0.1~0.4mm較(jiào)為合適。
6、機械加工工藝卡片的擬定
表(biǎo)2 台階軸機械(xiè)加工工藝過(guò)程卡(kǎ)片
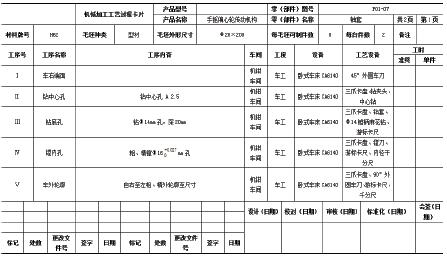
匯總前麵分析的各項內容綜合成機械(xiè)加工工藝卡片(piàn),如表2所示。此套表(biǎo)的(de)編製是指(zhǐ)導操作人(rén)員進行機械加工的指導(dǎo)性文件,主要內(nèi)容(róng)包括工序順序、工(gōng)序(xù)內容、各種加工步驟所用的機床設備(bèi)、夾具、刀具、量具等。
參考文獻
[1] 孫光照,胡乃金.試探(tàn)究機械加工工(gōng)藝對加工精度的(de)影(yǐng)響[J].中國新技術新(xīn)產品,2014,(1).
[2] 高晚生.基於(yú)機械加工工藝(yì)對零件加工精度影響對策的研究[J].科技視界,2015,(12).
[3] 劉(liú)東凱.機械加工工藝(yì)對零(líng)部件精度的影響[J].科技創新與應用(yòng),2013,(30).
[4] 楊兵,張衛剛,林忠欽.一種管(guǎn)件液壓成形加載(zǎi)路(lù)徑(jìng)的(de)設計方法(fǎ)[J].上海交通大學學報,2006,(6).
[5] 劉鋼,苑世劍(jiàn),滕(téng)步剛.內(nèi)高壓成形矩形斷麵圓角應力分析[J].機械工程學報,2006,(6).
[6] 李新軍,周賢賓(bīn),郎利(lì)輝.薄壁管軸壓脹形關鍵工藝參數(shù)及成形極限[J].北京航空航天(tiān)大(dà)學學(xué)報,2006,(4).
[7] 林敦文,關紹康,盧廣璽,等.Al-Mg-Si基合金車身(shēn)板材成形極限及數值應用[J].機械工程材料,2006,(4).
[8] 楊連發,郭成,黃美發.管材自由脹形時(shí)極限載荷及成形極限的確定[J].塑性工程學報,2006,(1).
(責任編輯:周 瓊)
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量(liàng)數(shù)據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況(kuàng)
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據(jù)
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據