


摘要:鋼(gāng)包(bāo)回(huí)轉台是煉鋼廠的關鍵設備,是現代連鑄中應用最普遍的運載和承(chéng)托鋼包進行澆注的設(shè)備。按臂的結構(gòu)形式(shì)可分為直臂式(shì)和雙臂式兩種。文中簡(jiǎn)要介(jiè)紹了(le)直(zhí)臂鋼包回轉台的結構特點,闡述了(le)該類(lèi)大型不對稱工(gōng)件上超大尺寸內(nèi)外圓的加工,在現有加工設備不具備正常加工能力(lì)的情況下,利用有限資源(yuán),采用新的加工工藝方法,使之完全滿足使用要求所采取的工藝措施,為以後加工同類(lèi)產品提供了一套成熟的工(gōng)藝方案,為(wéi)公司創造了良好的經濟效益。
關鍵詞:鋼包回轉(zhuǎn)臂;大型不對稱工(gōng)件;鏜杆(gǎn)裝置(zhì);工藝方案
0 引(yǐn)言
鋼包回轉台是煉鋼廠的關(guān)鍵設備,也是我公司的主導產品之一,本文所涉及到的產品對象是我(wǒ)公司為某大型鋼鐵公司生產的連鑄機的核心部件———鋼包回轉台的回轉臂。回轉臂是(shì)鋼包的直(zhí)接支承者,係大型不對稱的焊(hàn)接結構件,回轉(zhuǎn)臂長11 160 mm、寬4070 mm、高2810 mm,重量為44 740 kg,其加工的關鍵部位是內止口,尺寸是準(zhǔn)3021H8(深(shēn)8 mm),通過該內止口定(dìng)位與回(huí)轉支(zhī)承(即止(zhǐ)推(tuī)軸承)相聯接,它的加工精度直接影響鋼包回轉台運行(háng)的(de)平穩(wěn)性及平衡性。由於當時公(gōng)司尚無大型數控鏜床(chuáng),現有(yǒu)的加工設備不具備該件的加工能力,按傳統的加工方法無法加工回轉臂的內止口,經過認真分析(xī)回(huí)轉臂的工作(zuò)原(yuán)理,及其與主(zhǔ)要零部件(jiàn)的裝配關係和在使用過程中的作用(yòng),采用了一種新的加工方法,即采用普通鏜床外加輔助鏜杆裝置的加工方法,很好地解決了這一問題(tí),利用有限資(zī)源,采用(yòng)新的(de)加工工藝方法,使之完全滿足使用(yòng)要求,該(gāi)方法既提高了現有設備的加工能力,又為公司創造了良好(hǎo)的經濟效益。其中的(de)“輔(fǔ)助鏜床加工大型不對(duì)稱工件內(nèi)外圓的鏜杆裝置”經(jīng)申報國家專利,已獲得國家實(shí)用新型專利證書。
1 、鋼包回(huí)轉(zhuǎn)台的工作原理(lǐ)及回轉臂的加工工藝分析
鋼包回轉台是煉鋼廠的關鍵設備,是現(xiàn)代連鑄(zhù)中應用(yòng)最普遍的運載(zǎi)和承托鋼包進行澆注的設備。按臂的結構形式可分為直臂式和雙(shuāng)臂式(shì)兩種。
這裏僅對直臂式鋼包回轉台的工作原理和結構特點簡單介紹一下,圖1 所示為整體轉(zhuǎn)臂式回轉(zhuǎn)台,又稱直臂式鋼包回轉台,直臂式鋼包回轉台的兩個鋼包支承在同一直臂的兩(liǎng)端,同時作旋(xuán)轉和升降運動,一般(bān)來(lái)說,沒(méi)有升降功能的回轉台多采用這種型式, 但也可在直臂的兩(liǎng)端(duān)設置升降裝置。凡是鋼水需要過跨的連鑄機一般都選用這種回轉台。
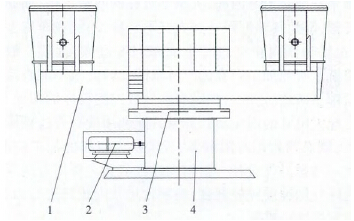
圖1 直臂式鋼包回轉台結(jié)構示意圖
1.回轉(zhuǎn)臂2.驅動裝置3.回轉支承(即止推(tuī)軸承) 4.底座
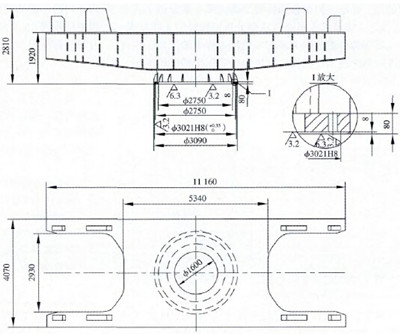
圖2 鋼包回轉臂示意(yì)圖(tú)
圖1 中,回轉臂1 是該裝置的核心部件,它是一大型不對稱的焊接結構件(詳(xiáng)見圖2)。圖(tú)2 中與回轉支承(即止推軸(zhóu)承(chéng))相聯接的定位止口(即尺寸準3021H8 深8 mm)的加工是該零部件加工的難點所在,因為,一般工件(jiàn)的內(nèi)外圓加工大多是通過車床來完成,但無論是立式車床,還是臥(wò)式車床,對工(gōng)件的尺寸和對稱性都有(yǒu)一定的要求,如果工件尺寸過大,則(zé)車床的工作平台(tái)不(bú)足以容納工件;如果工件不對稱(chēng),則工件在回轉(zhuǎn)過程中產生的離心力不僅會影響工件的加工(gōng)精度,也會帶來安全隱患。因此(cǐ),大型不對稱的回轉工件,如鋼包回轉臂,因為其外形(xíng)尺寸過大又(yòu)不對稱,不能在車床上加工,也因為其內止口的尺(chǐ)寸準3021H8 過大,遠超一般普通(tōng)鏜銑床所能(néng)加工內(nèi)孔的尺寸(cùn)範圍,因此也不能直接用普通鏜(táng)銑(xǐ)床進行加工,在沒有大型數控鏜銑床的情況下,加(jiā)工超大尺寸的內止口(kǒu),如果隻能利用現有普通銑床進加工,則必須利用有限資源,設(shè)法擴大鏜床的(de)加工範圍,為此需考慮另(lìng)外設計(jì)一套輔助鏜杆裝置,使用普通落(luò)地鏜銑床外加輔助鏜(táng)杆(gǎn)裝置(zhì),對(duì)超大尺(chǐ)寸(cùn)內止口進行加工,方能解決這一難題。
2 、工藝方案及其輔助(zhù)鏜杆裝置
根據以(yǐ)上(shàng)分析,基於當時我公司現(xiàn)有的機械加工設備,因無(wú)大型數控鏜銑床,現有(yǒu)機(jī)床又無法滿足鋼包回轉臂的加工要求,但鋼包回(huí)轉臂又必須要在本公司完成加工,因此工程技術人員通(tōng)過認真分析回轉(zhuǎn)臂的工作原理、各主要零部件的裝配關係和(hé)在使用過程中的作用,結合普通(tōng)鏜銑床的工作特性(xìng),設計出一套用(yòng)於輔助鏜床加工大型不對稱工(gōng)件上超大尺寸內外圓的Z 型鏜杆裝置,見圖3。
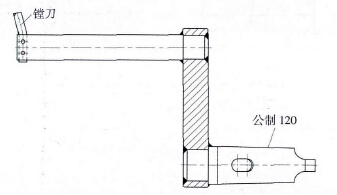
圖3 加(jiā)工(gōng)超大直徑內止口的Z 型(xíng)鏜杆裝置示意圖
采用該Z 型鏜杆裝置加工尺寸為準3021H8 的內止口的工藝方案(àn),先(xiān)要在回轉臂上加工出工藝基麵(miàn),然後,將回(huí)轉臂側臥,經(jīng)過嚴格校正(zhèng),將Z 型鏜杆(gǎn)裝(zhuāng)置與鏜床的主軸聯接好,便可(kě)進行內止(zhǐ)口(kǒu)的鏜削加工了,該(gāi)裝置(zhì)通過(guò)換裝不同(tóng)鏜刀可實現對超大尺(chǐ)寸內外圓的加(jiā)工,使用這套裝置加工鋼包回轉臂超大尺寸(cùn)的定位止口,達到了預期的效果,因此大型不對稱鋼包回轉臂上超大尺寸內孔加工的這一難(nán)題便得到(dào)了圓滿(mǎn)的解決。如果將圖3 中的鏜刀(dāo)換成外圓車刀並反(fǎn)裝,還能實現對大型(xíng)不對稱(chēng)工(gōng)件上(shàng)超大尺寸外圓的加工。
使用該工藝方案的優點是:首先(xiān),由(yóu)於鏜床在加工(gōng)過程(chéng)中,鏜杆(gǎn)做旋轉運(yùn)動,而工件不動,避免了大型不對稱工件因為(wéi)高速旋轉(zhuǎn)所產生的離心力對工件加工精(jīng)度的影響(xiǎng)。然後,由於鏜床的工作平台遠比(bǐ)車床的工作平台大,克服了工件因為尺寸過大沒有(yǒu)空間可以安放置的問題,最(zuì)後,刀臂的設置可以使得(dé)刀(dāo)具伸到(dào)工件超大尺寸的外圓或者內孔,而刀杆的(de)設置可以使得刀具不僅(jǐn)能沿軸向加工工(gōng)件一定長度的內孔,而且能沿軸向加工工件一定長度的外圓,使用該工藝方案加工好的產品(pǐn),經檢驗完全滿足圖紙要求的精度和粗糙度。
使用這一工藝方(fāng)案需要注意的是:由於刀具裝夾在輔助鏜杆(gǎn)上,遠離鏜床的主軸(zhóu),這樣便增大了刀具受力點的力臂,在同樣進刀量的情況下,同時也就增大(dà)了刀具對鏜床主軸(zhóu)的力矩,這對鏜床的影響是不言而喻的,而輔助鏜杆裝置又相對比較薄弱,在實際使用時,操作者必須嚴格控製好適當(dāng)的進刀量,進刀量過大易致輔助鏜杆(gǎn)裝置的刀杆產生振動,輕則影響產品的加工(gōng)精度(dù)及表麵(miàn)粗糙度,重則傷及人員(yuán)、設備,釀成安全事故。
3 、應用實例
隨著企(qǐ)業的(de)不斷發展(zhǎn),中鋼衡重公司盡管現在已經添置了不少大型數控鏜銑床,由於在加工鋼包回轉臂的內止口時(shí),成功使用輔助鏜床加工大型不對稱(chēng)工件的Z型鏜杆裝置,效果良好,而且(qiě)成本低、效率高,所以該工藝方案一直沿用至今,並在其它類似的產品上得到廣泛應用。
4 、結語
該工藝(yì)方案經過在鋼包(bāo)回轉臂加工上(shàng)的多年應用,成熟可靠,輔助鏜床加工大型不對稱工件上超大尺寸內外圓的Z 型(xíng)鏜(táng)杆裝置,結構簡單、實用、成本低廉、使用安全,具(jù)有較廣泛的應(yīng)用價值。
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

牌調查")