


基(jī)於VERICUT 的數控銑床仿真與優化
2016-4-27 來源: 南昌航空大學 作者:黃 政 陳為國
[ 摘要] 利用UG 的建模(mó)功能構建XKA714 機床幾何模(mó)型,基(jī)於(yú)VERICUT 軟件與機床實際結構及其運動關係建立其虛擬的仿真係統,並以此虛擬機床環境對某零件進行加工仿真,對其刀位軌跡進行(háng)優化(huà),獲得優化的數控程序。然後進入現實機床進行實際加工,驗證所構建虛擬仿真係統的正確性與可行性。虛擬(nǐ)仿真(zhēn)與實際加工結果表明,虛擬仿真加工對提高零件加工效率和(hé)加工質量,降低加工成本具有積極的作用。
關鍵詞: VERICUT 數控銑床建模 仿真 優(yōu)化
隨著製造技術水平的不斷提高,加工零件的結構越來越複雜,對產品精度的(de)要求也越來越高[1]。如何有(yǒu)效地驗證數控加工程序的正(zhèng)確性和(hé)合理(lǐ)性,避(bì)免切削過程中的過切、欠切、碰撞和超行程(chéng)等問題顯得越來越重要。
針對這些問題,筆(bǐ)者嚐試采用仿真軟件建(jiàn)立一個(gè)虛擬的(de)加工環境,對加(jiā)工過程進行(háng)仿真和校驗,從而提前發現實際加工中存(cún)在(zài)的問(wèn)題,然後對其進行修改,對(duì)產品質量進(jìn)行評估。在不消耗材料,不占用機床的情(qíng)況下(xià),采用構建的(de)虛擬(nǐ)機床對其進行仿(fǎng)真加工(gōng),從而得到合理、優化的數控程序,進而縮短零件(jiàn)的加工時間,降低加工成本,提高加(jiā)工效率[2]。為此,本文以XKA714 銑(xǐ)床為對象,采用UG 和VERICUT 構建機床模型,然後對零件進行仿真加工,並對其加工進(jìn)行優化。
1 VERICUT 的仿真加工過程
采用VERICUT 進行仿真加工,其過程一般包(bāo)括機床環境的構建、定義控製係統、構建刀(dāo)具庫、對工件和毛坯及夾具進行建模、參數設置、導入數控(kòng)程序、仿真加工和仿真結果的分析與優化。
采用VERICUT 進行仿真加(jiā)工,其過程如圖1 所示,其中(zhōng)重點是機床模型的建立和數控程序的生成及優化。在仿真過(guò)程中必須保(bǎo)證(zhèng)在三維編程軟件中所用(yòng)的(de)刀具與VERICUT 中的刀具完全一致,加工坐標係要相同,以確保生成的數控程序能正常(cháng)加工(gōng)。
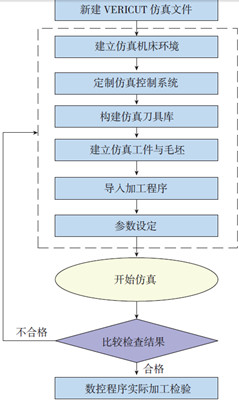
圖1VERICUT仿真加工流程
2 建(jiàn)立XKA714 銑床模型
在VERICUT中構建機床的過程就是將數控(kòng)機床實體按照運動邏輯關係進行分解(jiě),並為各(gè)部件建立幾何(hé)模型,然後按照他們(men)之間的邏輯結構關係進行“裝配”。
基於UG 和VERICUT 構建XKA714 銑床步驟[3-4]:
(1)建立機床模型。在進行機床模型構建時要弄清楚機(jī)床的傳動鏈,通過對機床的分析可知該機床的傳動鏈如圖2 所示。按照(zhào)該傳動鏈建立組件樹,如圖3 所示。然後利用UG 進行部件(jiàn)幾何模型的建立,將其導入到(dào)組件樹中,按照其在機床上的位置關係進(jìn)行(háng)定位,完成(chéng)機床模型的構建。
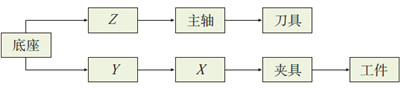
圖2 XKA714銑床傳動鏈 圖
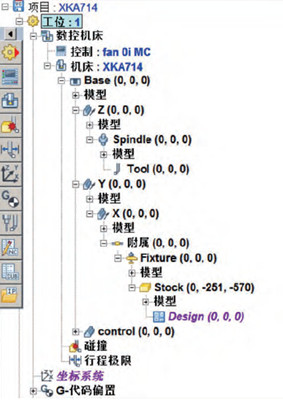
圖3 機床組件樹
(2)定(dìng)義控製(zhì)係統。機床模型構建好後,需要對其控製係統進行定(dìng)義。VERICUT 自身有73 種數(shù)控機(jī)床(chuáng)控製係統文件(jiàn),需要時可以直接調用,如果沒有適用的控製係統,可以自行定(dìng)製。本文選用軟件自的
“fan21im.ctl”文件(jiàn),在(zài)此基礎上進行修改。對(duì)比FANUC 0iMC 和FANUC 21im 操(cāo)作說明書,發現其中有部分編程指令存在差異,對他們進行修改,以保證FANUC 0i MC係統的功能要求。
(3)夾具、毛(máo)坯和工件的建(jiàn)模。進行夾具建(jiàn)模(mó)主要是為了在加工過程中進行夾具與機床上的其(qí)他部件之間的幹涉和碰撞(zhuàng)檢查。本文在UG 中對夾(jiá)具、毛坯和工件進行(háng)建模,再以STL 格式導入到VERICUT 中。
(4)建立刀具庫。在VERICUT 中可建立銑削刀具、車削刀具和螺紋刀具(jù)等。對於較為複(fù)雜的刀具部件(如(rú)刀柄等),還(hái)可以從(cóng)外部(bù)導入(rù)。本文直(zhí)接在VERICUT 中進行刀具的(de)創(chuàng)建(jiàn)。
(5)機床參數設置(zhì)。機床構建好後,需要對機(jī)床(chuáng)參數進行設置,如機床幹涉檢(jiǎn)查、機(jī)床初始化(huà)位置、機床行(háng)程置、工件編程原(yuán)點和機床原點等(děng)設置。

圖4 所示為構建的XKA714 機床幾何(hé)模型(xíng)
3 虛擬仿真加工與優化
本文加工(gōng)的零件(jiàn)為數控大賽(sài)中的旋鈕零(líng)件,其三維模型如圖5 所示。對該模型進行工藝(yì)分析,其加工方(fāng)案如表1 所示。利用(yòng)UG/Post Builder 建立XKA714 專用後置處理器(本文(wén)未與討論),生成數控加工程序。
3.1 仿真加工與過切、欠切檢查
調入經(jīng)過後處理(lǐ)生(shēng)成的數控程序,對零件(jiàn)進行仿真加工,仿真加工過程如圖6 所示,加工完成的工件如圖7 所示(shì)。
在仿真加工過程中,可以清晰、動態地觀察到刀具的走刀路徑。利用VERICUT 的AUTO-DIFF 模塊(kuài),進(jìn)行過切與(yǔ)欠切的檢查(chá)。將仿真加工的(de)模型與設計(jì)模型進行比較,將其中的過切部分和欠切部分用已選定的顏
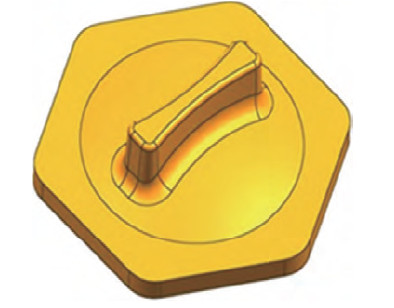
圖5 零(líng)件三維模型
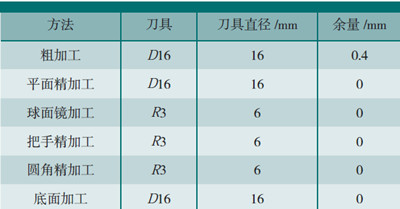
表1 加(jiā)工方案

圖6 零件仿真加工過程
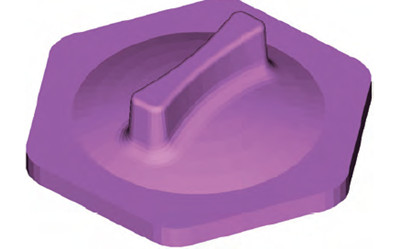
圖7 仿真加工後(hòu)的工件
色顯(xiǎn)示出來。此處,將仿真公差設定為0.1mm,經過多次仿真和修改,確認不存在過切和(hé)欠切現象,圖8 所(suǒ)示為(wéi)生成的比較報告。欠切與過切檢查表明加工結果可達到所需的精度要求。通過仿真加工驗證可減少零件的試切次數。
3.2 數(shù)控程序的優化
VERICUT 優化是模擬實際切削條件,根據每部分切削材料量的不同和當(dāng)前所使用的刀具,計算(suàn)每步程序的切削量,再和(hé)切削參數(shù)經驗值或刀具(jù)廠(chǎng)商推薦(jiàn)的(de)刀具切削參數進行比較。經計算分析,當餘量大時,VERICUT 降低(dī)進給速度;餘量(liàng)小時(shí),提高進給速度,進而修改程序,插入新的進給速度,為每種切削條件指定最佳進給率,最終創建(jiàn)出安全(quán)、高效的數控程(chéng)序[5]。優化後的程序進給率得到提高(gāo),其加工路(lù)徑均與原來的路徑(jìng)相同,可為一係列預先設定好的加工條件輸入理想的進給率。
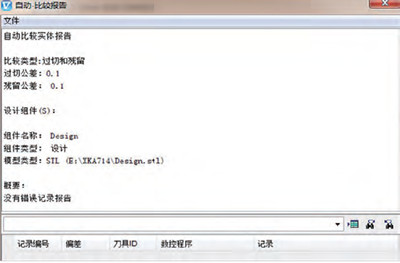
圖8 自動(dòng)比較的最終檢查報告
利用VERICUT 提供的(de)OptiPath 模塊,對(duì)刀具軌跡進行優化。根據選用(yòng)的機床數據和(hé)對零件的工藝分析,對優化刀具庫中的參數進行設(shè)置(zhì)[6],以(yǐ)R3 的刀具為例(lì)設置完成的刀(dāo)具優化庫如圖9 所示。
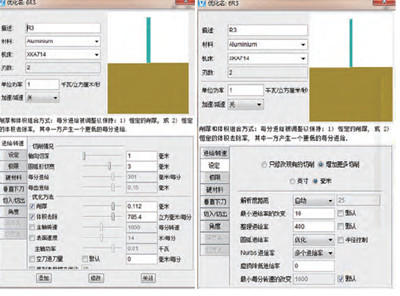
圖9 刀具優化庫設置
仿真結束後VERICUT 會自動產生1 個(gè)優化(huà)刀具軌跡庫,優化前後的(de)數控程序可以通過(guò)主菜單中的“優化→比較文(wén)件”命令進行查看,圖10 所示是粗加工程序,左側為優化前的程序,右側為優化後的程序。對比優(yōu)化前後的數控程序,可以發現優化前程序中的進給速度是固定不變的,優化後的進給速(sù)度是不(bú)斷變化的。而且,優化後的數控(kòng)程序變長了,由原來一行代碼(mǎ)變為幾行代碼。這是因為優化刀具軌跡模塊在讀(dú)入數控程序時將刀具(jù)軌跡的(de)運動自動劃分為若幹細(xì)小的刀具運(yùn)動,它根據每段程(chéng)序的材料去除(chú)量,自動為其配置最佳的進(jìn)給速度,但並沒有改變原刀具軌跡路徑[7-8]。優化完後(hòu)可以(yǐ)在VERICUT 日誌中查看到優化前後的加工(gōng)時(shí)間對比,每道工步的(de)加工時間變化如表2 所示,其中w1:
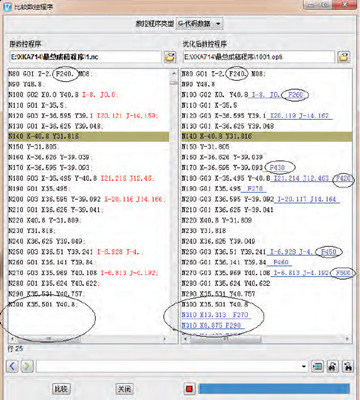
圖(tú)10 部(bù)分(fèn)加工(gōng)程序(xù)優化前後對(duì)比
由表(biǎo)2 可見,基於VERICUT 對數控程(chéng)序進行優化,可縮(suō)短加工時間,優化(huà)數控程序。不僅可降低試切次數和成本,提高加工安全性,而(ér)且可提高零(líng)件的加工精度和表麵質量,使數(shù)控程序更加合理。
4 實際加工驗證
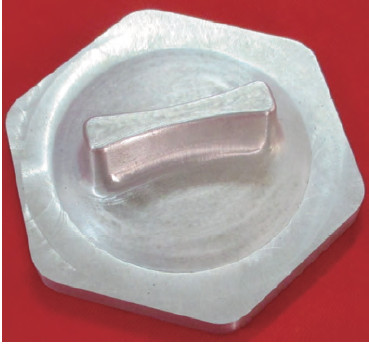
為(wéi)了驗證本文構建的仿真係統的實用性,將經過仿真係(xì)統檢驗和優化後的數控程序用CF 卡傳到XKA714數控銑床(chuáng)上進行(háng)在線(xiàn)加工,加工材料為LY12。加工完成後的工件如圖11 所示,通過對(duì)虛擬加工和(hé)實際加工(gōng)
的對比分析,可以得出(chū)以下結論:
(1)實際加工中沒有發現(xiàn)任何碰撞、幹(gàn)涉現象。證明在(zài)實際加工前,利用VERICUT 進行虛擬仿真加工,檢驗數控程序和進行幹涉、碰撞(zhuàng)等檢(jiǎn)查的有效性。
(2)觀察發現實際加(jiā)工過程中其(qí)加工進給率隨加(jiā)工條件不斷變化。程序未優化(huà)前零件(jiàn)加工時間為164.07min,優化後程序的(de)加工時間為111.2min,加工效(xiào)率提高了32.22%。從而驗證了利用VERICUT 進行程序優化的正確性。
(3)檢查實際加工的零件(jiàn)尺寸和精度,滿(mǎn)足設計要求(qiú),驗證了仿真(zhēn)係統的加工精度的可靠性(xìng)。
5 結束語
采用UG 和VERICUT 相結合(hé)的方(fāng)法,對旋鈕零件進行仿真加工,驗證了該方法的合理性(xìng)和有效性。使用該方法對加工過程(chéng)進行模擬,對數控(kòng)程(chéng)序進(jìn)行驗證與優(yōu)化。通(tōng)過優化使得(dé)數控程序更合理,加工時間縮(suō)短(duǎn)。不僅降
低了試切成本,而且提高了(le)加工的安全性,使得刀具壽命得到(dào)延長,零件的加工精度和表麵質量得到改善。同時,該(gāi)方法使得產品的生產周期得到縮短,提高了機床的利用率和生(shēng)產效率,進而(ér)提高了企業的經濟效益。表2 工件優化前後的加工時間變化(huà)。
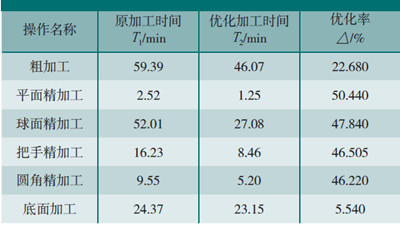
表(biǎo)2 工件優化前後的加工時(shí)間變化
圖(tú)11 實際加工的工件
參 考 文 獻
[1] 姚運萍, 王素梅. 基於VERICUT 的虛擬(nǐ)機床建模與複雜曲麵加工的研究. 新(xīn)技(jì)術新工藝, 2010(1):37-39.
[2] 王雷, 淩雪. 基於VERICUT 的XH714 加工中心仿真. 井岡山大學學報(自然科(kē)學版), 2011, 32(5):92-95.
[3] 孔德英, 崇凱, 王霄. 基於UG/CAM 和VERICUT 的數控加工(gōng)仿真與優化. 機(jī)床與液壓(yā), 2011, 39(23):147-149.
[4] 唐秀梅, 李克安, 牛昌安, 等. Vericut 數控加工(gōng)仿(fǎng)真技術. 北京: 清華大學出(chū)版社, 2010.
[5] 詹沛枝, 陽林, 元宇鵬(péng). 基於VERICUT 轎車儀表盤模具型芯加工(gōng)仿真和刀軌優化. 機電工程技術, 2010, 39(11):42-45.
[6] Sencer B, Altintas Y, Croft E. Feed optimization for five-axisCNC machine tools with drive constraints.International Journal of MachineTools & Manufacture, 2008, 48(7/8):733-745.
[7] 李存鵬. 基於VERICUT 的虛擬數控加工刀具軌跡優(yōu)化(huà). 機械研究與應(yīng)用, 2011(1):15-16.
[8] 劉衛. 基於VERICUT 的數控加工的優(yōu)化. 機械設計與製造,2009(5):188-189. (責編(biān) 億霖)
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本(běn)型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬(shǔ)切削(xuē)機床產量數據(jù)
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加工中心精度(dù)的幾種辦(bàn)法
- 中走(zǒu)絲線切割機(jī)床的發展(zhǎn)趨勢
- 國產數控係統和數控機床(chuáng)何去(qù)何從?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老(lǎo)板做了十多年,為何還是小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒閉才(cái)
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機床
- 一(yī)文搞懂數控車床加工刀(dāo)具補償功能
- 車床鑽(zuàn)孔攻螺(luó)紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別