


摘 要:隨著機械化程度的不斷提高,越來越多的加(jiā)工方法(fǎ)表現出各自的優缺點。本文在實踐經(jīng)驗的基礎上對標準齒輪(lún)的(de)仿形法進行了總結和歸納,從基本(běn)的加工方法入手(shǒu),對標準齒輪的加工方法進行了闡述,力求加工工藝簡潔明了並(bìng)具(jù)有實用性。該方法在加工方法上具(jù)有實際可操作性(xìng),在實踐教學中具備了(le)一定的可行性。
關鍵詞(cí):標準齒輪;展成法;仿形法;公法線長度測量
標(biāo)準齒(chǐ)輪是(shì)一種機械傳(chuán)動零件,主要為傳遞運動和動力的裝置,在任何一個機械部件中所起的作用都非常關鍵,所(suǒ)以齒輪質量好(hǎo)壞直接影響到傳動的平穩、噪聲大小及(jí)齒輪的使用(yòng)壽命;因此,加工齒輪要求齒形要正,節圓跳動小,齒距等分,公法線長度適(shì)中(zhōng)以及表麵粗糙度小。
1 、齒輪加(jiā)工方法
通常在齒(chǐ)輪加工(gōng)過程中,主要利用(yòng)其齒形齧合原理和(hé)齒形曲線來進行加工,主要的加工方法有2種,如圖1所示。
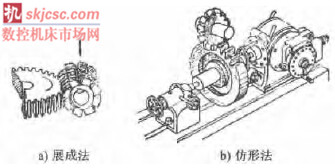
圖1 齒輪加工方法
1.1 展成法(fǎ)
展成法加工齒(chǐ)輪是根據齒輪齧合原理,將2個齒輪在傳(chuán)動的(de)過程中加工出來,一般加工時1個模數(shù)1把刀具,適合(hé)於(yú)大批量和效率要(yào)求高的生產加工。
1.2 仿形法
仿形法齒形(xíng)曲(qǔ)線靠齒輪銑刀來(lái)保證,齒距的均勻性靠分度頭來保證。在銑床上用仿形法(fǎ)銑(xǐ)削齒輪一般能達到9級精度(1~5級為高級;6~8級為中級;9~12級為低級)。仿形法加(jiā)工直齒輪應確定3個條件(jiàn),即模數、壓力角和齒(chǐ)數,標準直齒輪(lún)的外徑、節徑、齒高、齒厚和公法線長度等都可計算或者查詢(xún)得到,選擇銑刀也依據這3個(gè)條件(jiàn)。
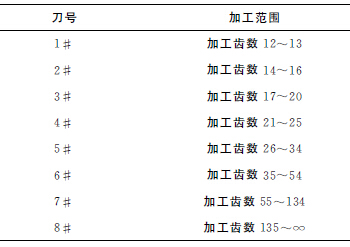
展(zhǎn)成法使用1個模(mó)數1把刀具(插(chā)刀或滾刀(dāo)),而仿形齒輪銑刀使用1個模數8把刀具,每把刀具的加工範圍見(jiàn)表1。從表1可以看(kàn)出,選刀時需注意國家規定標準公製齒輪壓力角為20°[1-3],另外,傘齒輪銑刀與(yǔ)通用銑刀外形基本相似,不(bú)能弄(nòng)錯。傘齒輪銑(xǐ)刀(dāo)會注明“傘”或“□”字樣,適合於小批量單(dān)件生產加工。
表1 仿形法刀具選用標準
2 、操作方法
展成法加工一般是批量生產,比如法士特公(gōng)司利用展成法進行(háng)批量生產,機械化程度較(jiào)高,效率也較高;而仿形法對人工操作水平(píng)要求高,適用於單件加(jiā)工,本文以仿(fǎng)形法為(wéi)例進行加工。
2.1 加工步驟
在選刀和裝刀時,依據表1進行選刀,然後安裝分度頭和尾架,對其進行校正,外(wài)圓跳動、上母(mǔ)線和側母(mǔ)線允許差(chà)≤0.03mm,上齒坯校正≤0.03mm。通過前期的計算調(diào)整,分(fèn)度頭(tóu)滿足n=40/z(n 是轉(zhuǎn)速,z是走刀量,對於鋼件(jiàn):n=95~150r/min,z=47.5~60mm/min;對於鑄件:n=75~118r/min,z=47.5~60mm/min),計算手(shǒu)柄轉速選取分度盤孔數,調(diào)整定位銷和分度叉,擰緊分度盤緊固螺釘。線對中心銑削1個槽並檢查(chá)中心,其深度為1.5
mm,檢查棒直徑為1.5mm。進行銑削(xuē)加工並測量,測出齒數,測量公法(fǎ)線長度並(bìng)與公法線長度(dù)要求尺寸(取中間公差)比較。根據公式H=1.46(L1-L2)計算升高量(H 是升高量,1.46是(shì)常數,L1是實測尺寸,L2是要求尺(chǐ)寸),升高後銑削第1個(gè)槽,再搖過1個跨測齒數,銑削(xuē)第(dì)2個槽,再測量公法線(xiàn)長度是否符合要求,如果還大,按上述方法再得(dé)到升高量,直到符合要(yào)求為止,依次(cì)銑削完畢並測量合格後(hòu),卸下工件。
2.2 加工注意要點
1)對齒坯進行檢查,主要應檢查齒頂圓直徑,圓周(zhōu)與(yǔ)端麵的(de)圓跳動並計算齒頂圓直徑是否符合加工(gōng)要求,用遊標卡尺測量是否與齒坯(pī)外圓直徑相符。
2)分度頭與尾架安裝和校正時,分度頭卡盤、尾架和工件一定要夾牢並預(yù)留好裝加工件的位置,以便於裝卸工件。
3)工件的安裝和校正。齒輪按齒坯形狀(zhuàng)分為孔齒輪和軸齒輪(lún)2種,安裝後仍(réng)要校正其頂圓與分度(dù)頭主軸心線的同軸度,確(què)定符合圖樣(yàng)精度要求。
4)分度頭分度(dù)手柄(bǐng)轉數的計算和調整。例如當z=32,m=2,壓力角為20°時,由n=40/z得n=40/32(手柄轉(zhuǎn)數為1轉又1/4個孔距)。分度要仔(zǎi)細,分度手柄不能搖過,如果搖過要返回1圈重新搖,以排除間隙,分度前鬆開主軸緊固手柄,分度後緊固手柄,否則齒距會不相等。
5)選擇與安(ān)裝銑刀。根據m 數和齒(chǐ)形角選出模數相同的成套銑刀,再根據齒數z 選出符合(hé)要求齒的銑刀,將銑刀安裝於銑刀刀軸上,位置應盡量靠近主軸,以增加(jiā)銑刀安裝剛度。
6)調整切削用量,檢查中心(xīn)齒槽,返回原位再(zài)次銑削,零件檢查合(hé)格後再取下工件,否則會出現二次裝夾造成的廢品。
7)對中心。用(yòng)劃線試切對中心法在齒(chǐ)坯上劃出中(zhōng)心線後,移動工作(zuò)台,使齒坯的劃線與銑刀(dāo)廓形中心基本重合,然後(hòu)在齒坯劃線處銑削(xuē)一淺印(小橢(tuǒ)圓形),依據此淺印判斷銑(xǐ)刀廓形是否與工件軸心線重合,也可低於(yú)和高於中心1~2mm劃(huá)出2條線來對(duì)中心。
8)開(kāi)車對刀。移動升降台,使銑刀與齒坯外圓輕輕接觸,然後退出工件,記住(zhù)刻度環的讀數,根據模數計算齒頂高。例如h 為4.4mm時,第1次上升4mm粗銑,依次(cì)銑削完全齒,第2次上升H =1.46(L1-L2),精(jīng)銑完第一齒後要(yào)進行測量,測量時選用(yòng)公法線千分尺,符合(hé)圖樣公(gōng)差要求(qiú)後再依(yī)次分度銑削完各齒。
3 、直齒輪測量
3.1 銑刀廓形(xíng)中心是否與齒坯軸(zhóu)心線重(chóng)合
利用圓柱測(cè)量法驗證銑刀廓(kuò)形中心是否(fǒu)與齒坯軸心線重合,其方法是將對好中心的齒(chǐ)坯先銑削一淺槽(一般為1.5m),然後將長度大於齒坯厚(hòu)度,直徑近似為m 的圓(yuán)柱置於淺槽中,使分(fèn)度頭主軸轉90°,處於水平位置,用百分表測量圓柱兩端(duān)並記下讀數,再將分度頭主軸(zhóu)轉180°,使淺(qiǎn)槽處於另一測,並水平移動百分表,看表上讀數是否與原讀數相同,如果相同則說明銑刀廓形中心(xīn)與齒坯軸心線重合,如果不同,其差(chà)值的1/2即是軸心線的(de)偏移量,按偏移量移動橫向工作台可使中心對準。
3.2 齒厚測量
一般在測量時可使用公法線長度測量和固(gù)定弦齒厚測量2種方法,習慣上用(yòng)公法線長度法測量,量具是公法線千分尺,用(yòng)來測量圓(yuán)周麵(miàn)上的數據;而固定弦齒厚測量(liàng)是測量單個齒公稱直徑處的距離。
4 、易(yì)產生的問(wèn)題及產生原因
1)齒形出現偏斜是對(duì)中心(xīn)不(bú)準所致。
2)齒厚大小不等,齒距不均勻,原因是工件的徑向跳(tiào)動過大或未校(xiào)正,分度頭不(bú)準或搖錯分度(dù)手柄轉速後(hòu)未消除(chú)間(jiān)隙。
3)齒厚尺寸不正(zhèng)確,原因是使用齒厚遊標卡尺量不正確或卡尺測量爪(zhǎo)磨損有誤差,切削深度(dù)調整得不正確,銑刀刀(dāo)號選擇(zé)不對。
4)齒輪齒數不對,原因是計算分度錯誤或選錯了孔圈,查錯了孔距。
5)齒麵表麵粗糙度不符合圖樣要(yào)求,原因是切削速度過大或過小(xiǎo),進給量太大。
5 、結(jié)語
機械加工(gōng)中作為標準齒輪的加工方法(fǎ)有很多種,本文主要以普通臥(wò)式萬能銑床X6132為例進行研究,以實踐研究提高教學質量為最(zuì)終目的,希望在今後的學習和工作中能解決(jué)更多的加工難題。
如果(guǒ)您有機床行業(yè)、企業相關新聞(wén)稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年11月 金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車(chē))產(chǎn)量(liàng)數據
- 機械加工過程(chéng)圖示(shì)
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發(fā)展趨勢
- 國(guó)產數控係統和數控機床何去何從?
- 中國的技術工(gōng)人都去哪(nǎ)裏了?
- 機械老板做了十多年,為何還(hái)是小作坊(fāng)?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智(zhì)造,多談點製造
- 現實麵前,國(guó)人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床加(jiā)工刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別(bié)