


基於 3D 打印的泵殼快速鑄造方法
2023-5-9 來源: 北京浩(hào)鵬科技有限公司技術中心 作者: 武誌良
摘要 : 傳統的砂型鑄造工藝在鑄件生產時(shí),首先(xiān)需要製作模具,存在周期長(zhǎng)、費用高等問題,不能完全(quán)滿足新產品研發的周期要求(qiú)。采用 3D打(dǎ)印砂型或者砂芯,一方麵減少對技術工人的依賴,增強了產品品質。另一方麵速度快,縮短了交貨期。最後,為產品設計的靈活性提供了保障,3D 打印能夠及時應對設計變(biàn)更,提升產品研發的驗證效率。
1.引言
本文(wén)主要介紹了三維鑄造工藝設計、砂型3D 打印技術(shù)、光學三(sān)維掃描技術在小批量鑄件開發中的應用,結合泵殼的製造過程(chéng),比較了3D 打印砂型和傳統鑄造工藝的特點,結果表明,采用砂型 3D 打印的數字化(huà)鑄造技術(shù),能夠明顯縮短交貨期(qī)、降低產品研發成本,而且精(jīng)度高(gāo),工藝性能穩定。
3DP 砂型 3D 打印的原理(lǐ) : 將樹脂砂鋪在 3D打印平台上,用刮板機刮平,層厚大約(yuē)在 0.28-0.5mm。打印頭根據三維模型的二維(wéi)切片生成的路徑噴射呋喃樹脂膠,將樹脂砂粘接在一起,然後如此往複,完成整(zhěng)個三維模(mó)型的打印。3DP 打印砂型的(de)優點就是(shì)成本(běn)低(dī),效率高,力學性(xìng)能好。
通過比較 3DP 砂型打印(yìn)快(kuài)速鑄造和傳統鑄造工藝流程不難看出,3D打印砂型快速鑄造實現了無模(mó)製造,節(jiē)省了模(mó)具(jù)設計、製造、造型(xíng)、製芯等工序,同時 3D 打(dǎ)印砂型精度高,質量穩(wěn)定(dìng),節約生產製造周(zhōu)期。
2. 鑄造工藝設計
在砂型和砂芯 3D 打印之前,需要在產品三維(wéi)數模上進行(háng)工藝設計,包括預留加工餘量、澆鑄係(xì)統設計,必要(yào)時進行鑄造仿真模擬(nǐ),及時發現鑄造缺陷。
(1)添加加工餘量
某水泵殼(ké)體,材質為 HT200,考慮到鑄件在凝固過程中有收縮,所以需要對產品數模進行一定比例的放大(dà),灰鐵的收縮率為 1%。在 UGNX11 軟件中,比例因子選擇 1.01。見圖 1。
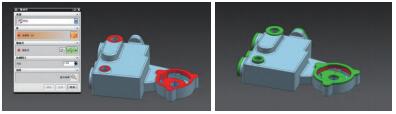
圖 1 圖 2
然後需要根據二(èr)維圖紙,對安裝麵增加加工餘量,目的是保證成品的尺寸公差。加工餘量的大小對產品質量和生產效率有很大影響,加工餘(yú)量過大,不僅增加機械(xiè)加工的工作量,增加能源消耗,也降低了生(shēng)產效率。而加(jiā)工餘量過小,機(jī)械加工無法加(jiā)工掉鑄造缺陷,也無法補償加工過程中產生的裝夾誤差,從而產生廢品。所以我們參考砂型(xíng)鑄造的精度,加工餘量增加 5mm。見(jiàn)圖 2。
(2)澆鑄係(xì)統設計
澆鑄係統是鑄型中液態金屬流入型腔通道的總稱,澆鑄係統的(de)設計主要考慮金屬液流動的速度(dù)和方向平穩、連續、均勻,不衝擊砂(shā)芯和型壁(bì),不產生飛(fēi)濺和渦流,不卷入氣體。澆鑄係統要結構簡單,不影響鑄(zhù)件(jiàn)的外觀(guān)。對(duì)於案例中(zhōng)的殼體設計澆(jiāo)鑄係統采用收縮式,也就是直澆道的橫截麵大於橫澆道的橫(héng)截麵,也大於(yú)內澆道的橫截麵(miàn)。見圖 3。

圖 3 圖 4
3. 砂型(芯)設計(jì)與 3D 打印
我們采用 UG NX 11 軟件,對三維數模進行砂型(xíng)和砂芯分模設計(jì),需要考(kǎo)慮產品結構(gòu)、3D打印設備的打印範圍等因素。對於本次殼體的砂芯和砂型設計,考慮到(dào)尺寸最(zuì)大是(shì) 200mm。一次成型兩件也在 3D 打印設備範圍內,所以砂型和砂芯(xīn)采用整體打印。分上下兩部分合模(mó),方便清理澆道內多餘的砂子(zǐ)。
打印砂型的精度是(shì) ±0.5mm,3D 打印(yìn)砂型的材料是呋喃(nán)樹脂自硬砂,砂子粒度為 70 目(mù)。3D 打印設備成型尺(chǐ)寸為 2000mm×1000mm×800mm,砂型的抗拉強度在(zài) 1.4-1.9MPA,發氣量 12-15ML/g。要打(dǎ)印的砂型和砂(shā)芯(xīn)。見(jiàn)圖 4。
4.合型、澆鑄
砂型打印完成之後(hòu),清理表麵的浮砂,然後合型,圍箱澆(jiāo)鑄。澆(jiāo)鑄重量 10kg,澆鑄溫度為 :1370-1380℃。澆鑄完成後,冷卻 12 小時,然(rán)後敲掉砂(shā)型和砂芯,做拋丸(wán)處理,並打磨掉澆鑄口,檢查鑄件有無氣孔、砂眼、夾渣、縮孔、縮鬆、裂紋等鑄造缺陷。最後對配合麵進行數控加工,確保尺寸公(gōng)差在要求範圍內。見圖 5。

圖 5 圖 6
5. 尺寸檢測
尺寸檢測的方式很多,可以采用三坐標、二次元、光(guāng)學三維掃描(miáo)儀等。其中光學三維掃描(miáo)儀具有精度高、操作方便(biàn)等優點,而且是全(quán)尺寸檢測,所以廣受歡迎。光學(xué)三維掃描屬於非接觸(chù)式掃(sǎo)描,可以對柔軟、易碎的物體進行測量,其缺點是很難掃描高反光(guāng)、高(gāo)透光的表麵,而且掃描後的點雲質(zhì)量(liàng)一(yī)般,需要噴顯像劑才能提高掃描的點雲質量。光學掃描儀根據光源的(de)不同,分為白光、藍光、激光等不同的類(lèi)型。
白光和藍光都屬於結構(gòu)光,適合掃描小件,精度高,但是使用不如激光掃描儀方便。激光(guāng)三維掃描儀在中大型(xíng)產品的掃描上比(bǐ)較出(chū)色。對於本(běn)次泵殼(ké)的尺寸檢測,采用(yòng)藍光三維掃描。因為產品小,精度要求高(gāo)。藍光三維掃描(miáo)儀的設備參數見下表。

將數控加工後的泵殼進行 3D 掃描,獲取點雲數據,在 Geomagic Qualify 軟件中,將產品的 3D 數模和點雲數據導入,根據基準進行對齊,做 3D 尺寸比(bǐ)較。最後得到全尺寸的檢測報告。見圖 6。
6. 結論
本文介紹(shào)通過砂型 3D 打印技術在快速鑄造方麵的應用,將泵殼的開發周期(qī)從 2 個(gè)月降到 20天內,縮短了接近 70%。同時因為減少(shǎo)了模具設計、開發、製造等工序,降低(dī)了成本。最後,砂型 3D 打印快速(sù)鑄造的工藝減少了砂芯的(de)數量,也就減少了組芯的誤(wù)差,能有效保證鑄件的精度,適合在新品(pǐn)開發(fā)中推廣應用。
投稿箱:
如(rú)果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削(xuē)機床產量(liàng)數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機(jī)床產量(liàng)數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新(xīn)能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多