


激光切割常見問題分析(xī)與解決辦法
2018-8-3 來源: 中車株洲電力機(jī)車有限公司 作者(zhě):劉 敏,夏長伢
摘 要:激光切割作為鋼構件事業部下料的重要(yào)手段,生產效率與產品質量的高低直接關係事業部生產的(de)順利完成。針對激光切割的過程出(chū)現的產品毛刺、切割斷麵質量差等問題,可以從光(guāng)束對中、程(chéng)序引(yǐn)入線、切割參(cān)數等方麵著手,研究原因,製定解(jiě)決措(cuò)施,並應用到實際生產。
關(guān)鍵詞: 激光切(qiē)割; 切割斷麵質量差; 切割(gē)參數
0 引言
激(jī)光切割下(xià)料作為鋼構件事業部備料車間(jiān)現有最重要的下料方式,其生產效率的高低直接決(jué)定了車間乃至事業部的生產進程,是事業部的(de)重點班組。
而在平時的激光切割作業中經常出現的產品毛刺、切割斷麵質量差等問題,一直困擾著班組,嚴重影響班組的正(zhèng)常生產,當出現切割斷麵超差時,最(zuì)終的(de)處理方式都是由人工進行打磨處理,不僅勞動強度(dù)大(dà),而且打磨(mó)作業需(xū)要的時間比切割的時間還要長。
1 、問題分析及解決辦法
為有效解決厚板產品切割斷(duàn)麵質量差及切割毛刺問題,可(kě)以具(jù)體問題具體分(fèn)析。
1.1 焦(jiāo)點位置對產(chǎn)品(pǐn)切割質量的影響
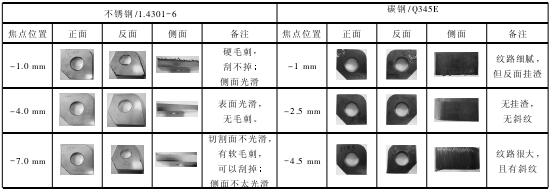
在激光切割的參數設置中,焦(jiāo)點位置的不同,切割出來的產品質量也會不相(xiàng)同,我們擬對焦點位置進行調(diào)整試驗,對比不同焦(jiāo)點位置下的切(qiē)割質量,試(shì)驗材料: 1.4301-6/Q345E-8,切割氣體: 氮(dàn)氣,工藝(yì)表: T2D5637,切割速度: 1.5 m/min。激(jī)光(guāng)在切(qiē)割過(guò)程中,當焦點位置(zhì)較高時,切割毛刺明(míng)顯增多,且毛刺較硬,隻能通過砂輪機打磨的方(fāng)式進行(háng)處理,在經過多次(cì)試驗後,將焦點位置設(shè)置為-4 時(shí),切割毛刺基本沒(méi)有,斷(duàn)麵光滑。
詳(xiáng)細切割斷麵(miàn)見表 1
表 1 不同焦點位置試驗結果
1.2 引入線位置對產品切割質量的影響
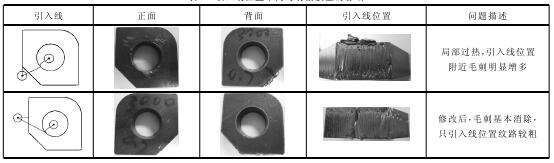
產品引入線位置不同對產品質量影響(xiǎng)較大,我們擬(nǐ)對不同引入線位置進(jìn)行實驗。引入線位置對產品(pǐn)切割質量的影響(xiǎng)詳見表 2。
表 2 引入線(xiàn)位置不同對切割質量的影響
1.3 氣壓大小對產品切割質量的影響
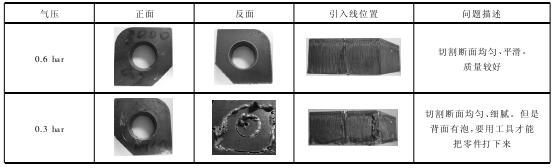
激光切割中,不同的氣體壓力切(qiē)割出的產品質量也不相同,氣(qì)體壓力設置不當,極有可能會造成產品粘連,反麵有泡,造(zào)成後續精整困難。氣(qì)體壓力對切割質(zhì)量影(yǐng)響詳見表(biǎo) 3。
表 3 不同(tóng)氣壓對產品質量(liàng)的影響(xiǎng)
通(tōng)過上述試驗(yàn),發現(xiàn)影響激光切割質量的主要因素有(yǒu): 焦距、引入線方式、氣體壓力等幾個(gè)方麵,下麵將結合這幾個因素,通過單一變量法,確定最優切割參數,以提高班組作業效率。
2、 激光切割常見問題的解決辦法
1) 斷麵紋路很大(dà),斜紋( 功率: 2 700 W,速度: 0. 8 m / min,焦(jiāo)點位置: 4.5,氣壓 0.5 bar) ,切割效果(guǒ)如圖 1 所示。
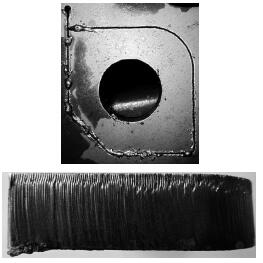
圖 1 功(gōng)率:2 700 W,速度:0.8 m/min,焦點位置:4.5,氣(qì)壓 0.5 bar 切割效果
2) 解決辦法
經過初步判斷,認為其主要原因為氣壓過大,速度過快,所以,可以適當(dāng)降低氣體壓(yā)力,將氣體壓力降低到 0. 4 bar。切割效果如圖 2 所(suǒ)示。
( 1) 功率: 2 800 W,速度: 0.8 m/min,焦點(diǎn)位置: 4.5,氣壓0. 4 bar。在使(shǐ)用修改氣壓後的參數後,切割(gē)質(zhì)量稍有改觀,掛渣現象明顯,還需要再調整,此時,可以適當調整判斷是(shì)引入的功率太大,可(kě)以適當調整功率。
切割效果如圖 3 所示(shì)。
( 2) 正常(cháng): 功率: 2 900 W,速度: 0.8 m/min,焦點(diǎn)位置: 4.5,氣壓 0.4 bar。減弱: 功率: 2 500 W,速度: 0.5 m/min,( 減小進刀引線的功率(lǜ)速度) 。
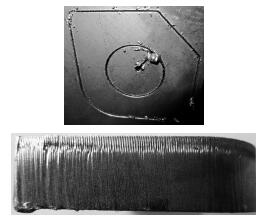
圖 2 功率(lǜ):2 800 W,速度:0.8 m/min,焦點位置:4. 5,氣壓 0. 4 bar 切割效果

圖 3 功率(lǜ):2 500 W,速度:0.5 m/min,焦點位置:4.5,氣壓 0.4 bar 切(qiē)割效(xiào)果
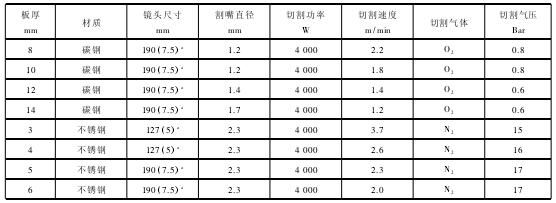
經過調整後,切割出的產品反麵熔渣明(míng)顯增多,且有較多泡泡,背麵溶(róng)渣(zhā)嚴重,判斷是焦點太高(gāo),我們(men)還可以適當進行調整。切割效果如圖 4 所示。
( 3) 正常(cháng): 功率: 2 900 W,速度: 0.8 m/min,焦點位置: 3.5,氣壓 0.4 bar。( 降低(dī)焦點) 。減弱: 功率(lǜ): 2 500 W,速度: 0.5 m/min。

圖 4 功率:2 500 W,速度:0.5 m/min,焦點位置:3.5,氣壓 0.4 bar 切割效果
表 4 通快激光切割(gē)機推薦參(cān)數表
經過(guò)多次參數調整,切割出來的產品(pǐn)質量(liàng)明顯提高,且(qiě)能達到相關質量要求。通過上述方法,經過多(duō)次試驗驗證,最終確定了不同材質規格(gé)切割參數(shù)表,詳見表 4,並應(yīng)用於班組的生產(chǎn)實踐。
3 、結語
激光切割相(xiàng)對於其他下料方式,有(yǒu)精度高,速(sù)度快,斷麵質量(liàng)高等優點,現在激光下料的產品可以做到不留加工量,產(chǎn)品直接裝車使用,且由於轉向架部分(fèn)的產品對(duì)質量要求高,允許的斷麵粗糙度為 Ra12.5,而現階(jiē)段光衝班激光(guāng)切割的斷麵(miàn)質量在 10 mm 以下基(jī)本都可以達到這個要求,但是超過 12 mm 的板就有時候(hòu)不能達到,特別時 14 mm 的轉向(xiàng)架產品,表麵質量(liàng)嚴重影響生產作業。
通過對激光切割常見問題的分(fèn)析與探討,我們主要從切割參數入手,根據不同材質的材(cái)料進行大量實驗,最終,獲得(dé)了相對較好的切割參數,並應用於日常(cháng)的生產(chǎn)工作中(zhōng),以提高生產班(bān)組的日常操作技能及產品切(qiē)割質(zhì)量,對班組整體產能(néng)的提升有極大的幫助,同時(shí)也對後(hòu)續的(de)生產工作提供了一定的借鑒意義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽(qì)車產量(liàng)數據
- 2028年8月 基(jī)本(běn)型乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多