


基(jī)於UG的機座注塑模設計與數控加工
2018-2-7 來源: 陝西工業職業技術學院材料工程學院 作(zuò)者:董(dǒng)海(hǎi)東(dōng)
摘要:針對(duì)機座的(de)結構特點,在UG8.5的(de)軟件平台上,利用UG/MoldWizard模塊,采用一模二腔(qiāng)方案,設計與產(chǎn)品參數相(xiàng)關的三(sān)維實體注塑模具。利用UG/CAM模塊,分析了模(mó)具型腔的數控加工工藝,生成刀具加工軌(guǐ)跡並進行模擬仿真,最(zuì)後生成數控程(chéng)序。結果表明(míng),實現(xiàn)了(le)模具設計與製造的一體化,縮短了模具製造周期。
關鍵詞:UG;MoldWizard;注塑模;數控加工
0 引言
當今,CAD/CAM/CAE技術(shù)在產品設計,尤其是模具設計當中(zhōng)的應用愈加(jiā)廣泛(fàn)。其(qí)中,uG作為集成化的(de)CAD/CAM/CAE係統軟件,為工程技術人員提(tí)供了非常強大的應用工具,這些工具包括產品設計、工程分析、繪製工程圖(tú)、模具(jù)設計以及數控(kòng)編程加工等。
對於注塑模具中比較(jiào)複雜的型芯或型腔,利用UG軟件提供的uG/CAM模塊,可完成平麵銑(xǐ)、型腔銑(xǐ)、固定軸曲麵輪廓銑等數控編(biān)程,從(cóng)而實現了模具設計與(yǔ)製造的一體化,使模具
在設計的同時就可進行製造(zào)階段相應的數控編程工作,縮短(duǎn)了模具製造周期‘1。
1 、塑件分析
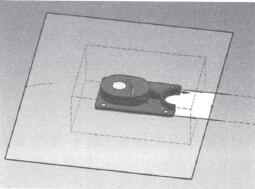
如圖1所示產品為機座,四周各有≯46 mm的連接孔,上部中(zhōng)央有高度為7 mm的突起部分,突起(qǐ)部分中部(bù)有18 mm的通孔。突起部分的右側設置17 mmX 7 mm×3 mm的筋板(bǎn)以加強支撐,筋板右側設置有妒18 1Tim的圓弧凹槽,其高度為8 mm。機座整體規格為98 mm×66 mm×15 mm,由於機(jī)座的(de)外觀要求很高,不能有熔接痕、澆(jiāo)口(kǒu)痕和頂出痕等缺(quē)陷(xiàn),決定采用側澆口即二板模結(jié)構,頂出機構采用推杆脫模。機(jī)座材料為ABS,密度為1.02 g/cm3,收縮率為0.3%~0.8%,ABS由丙烯腈、丁二烯、苯(běn)乙(yǐ)烯3種成分(fèn)組成,具有良好的表麵硬度、耐熱(a)上部結構2模具結構設計(jì)要(yào)點性、耐(nài)化學穩定性、優良(liáng)的成型加工性和著色性能[z]。應嚴格控製(zhì)成型的主要工(gōng)藝參數,選擇震雄JNl68一E螺杆式(shì)注塑機,螺杆(gǎn)直(zhí)徑45 mm,螺杆轉速0~180 r/min,注射(shè)壓力(lì)147 MPa,鎖模力1 680 kN,直通式噴嘴,噴嘴溫度260~320℃,模具溫度80℃,注射壓力(lì)30~120 MPa,保壓力15~25 MPa,注射時(shí)間5~10 s,保壓時間5~10 S,冷卻時間10~20 S,周期(qī)20~40 S。
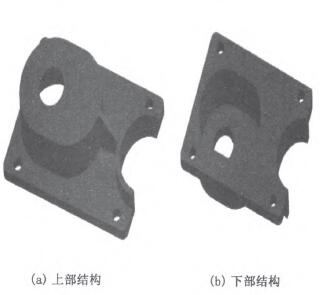
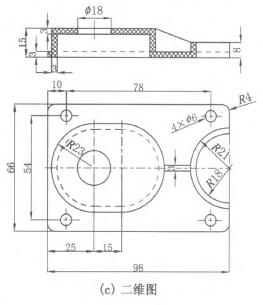
圖1 機座
2、模具結構設計要點
2.1分型前準備
要進行注塑(sù)模具設計,首先導人機座零件模型,如圖1所示,該模型是在UG/Model模塊中創建。接著建(jiàn)立模具坐標係CSYS,通常模(mó)具CSYS的原點放置模架的中(zhōng)心,足(zú)y平(píng)麵是分型麵,Z方向是脫模方向。然後選擇塑件的材料,定義收縮率,機座材料為ABS,收縮率(lǜ)大小(xiǎo)為1.005。最後(hòu)確定模具毛坯的(de)大小為150 mm×115 mill×50 mm,並定義為一(yī)模一腔結構(gòu),如圖(tú)2所示[3]。
2.2 塑件的分型設計
分開模具能取出塑件和澆注係統凝料的麵(miàn)稱(chēng)為分型麵,在創(chuàng)建(jiàn)分型麵之前(qián),需要修補片麵、建立分型線。分型麵創建完畢,就(jiù)可以(yǐ)自動創建型芯和型(xíng)腔。
2.2.1 修補片麵
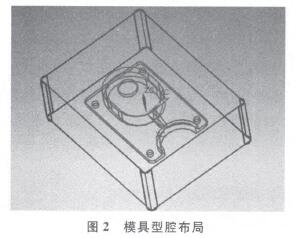
在分(fèn)型之前,如果塑件存在通孔(kǒng)或碰穿麵,需要進行修(xiū)補,才能保證順利分(fèn)型。利(lì)用注塑模工具中的“邊緣補片”功能,對4個≯6 ITlm孑L、1個妒18 mm孔(kǒng)等5個開放區域進行補片,如圖3所示。
2.2.2建立分型線
分型(xíng)線可采用自動或手工方(fāng)式完成。對於本實例,采用自動搜索分型線,如圖4所示。
圖(tú)4分型線
2.2.3創建分型麵
分型(xíng)麵是用來修剪毛坯工件的片體,從而生成模具的型芯和型腔。MoldWizard提供的創建分型麵的方式有拉深、掃描(miáo)和(hé)有界平麵等。由於圖2所示的分型線(xiàn)不在(zài)同一平麵上,需要定義過渡點或過渡對象將分型(xíng)線劃分成(chéng)更小的分型段,然後把各分型段以不同的方向(xiàng)拉深成分型麵(miàn),最後縫(féng)合成一(yī)個完整的分型麵,如圖5所示。
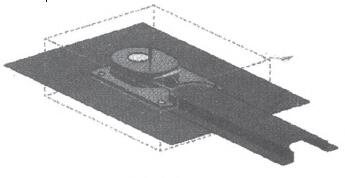
圖5 分型麵
2.2.4創建型芯和型腔
分型(xíng)麵創(chuàng)建(jiàn)完後,使用“抽(chōu)取區域和分型線(xiàn)”功能,必須(xū)保證顯示的總(zǒng)麵數等於型芯麵數與型腔麵數之和。然後MoldWizard可自(zì)動創建型腔和(hé)型芯,分(fèn)別如圖6、圖7所示。
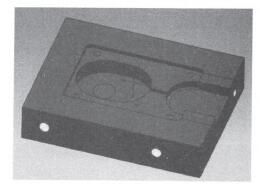
圖6凹模
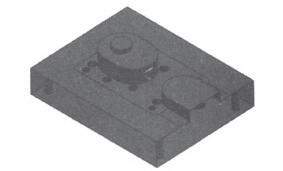
圖7型芯
2.3後續處理
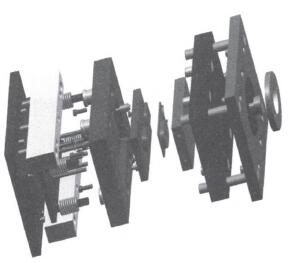
圖7型芯型芯和(hé)型腔創(chuàng)建完畢後,需要根據模具(jù)毛坯(pī)的尺寸選擇模架,模架必(bì)須把型芯和型(xíng)腔嵌在內部,並留有足夠的外沿部分。澆注(zhù)係統的設計,包括選擇定位圈和澆口套、設計分流道和澆(jiāo)口;然後(hòu)進行推出機構和(hé)冷卻係統的設計等。最終的機(jī)座注塑(sù)模二維(wéi)裝配圖、三維結構如圖8所示。
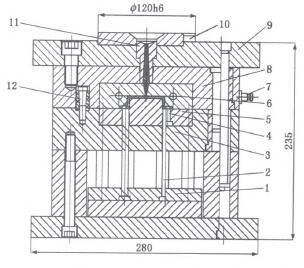
1.頂杆固定板2.頂料杆3.型芯固定板(B板) 4.小嵌(qiàn)件5.型芯(xīn)6.型腔7.冷(lěng)卻(què)水管接(jiē)頭
8.型腔固定板(A板) 9.定模座板10.定位(wèi)環11.澆(jiāo)口套12.拉銷
圖8機(jī)座注塑模結構
3、模具的數控加工
數控編程(chéng)的核心(xīn)是計(jì)算刀位點,對於包含複雜曲麵的產品(pǐn),人工計算(suàn)數控加工刀位點非常困難。而(ér)UG/CAM模塊可(kě)自動編程,從而產生(shēng)數控加工代碼r4]。
下麵以機座注塑模的型腔為例(lì),來分析其數控加工編程過程。
3.1 型腔加工工(gōng)藝(yì)分析
雖然UG/CAM模塊可自動編程,但用戶需要自行進行工藝的分析,工藝(yì)分(fèn)析合理與否,影響模(mó)具的製造精度。具體包(bāo)括:毛坯選擇、工藝路線擬定、刀具選(xuǎn)擇和切(qiē)削用量確定(dìng)等。
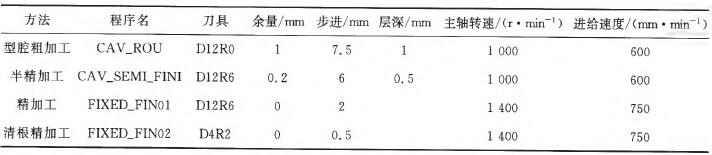
型腔毛坯六麵平整,尺寸為150 mm×115 mm×50 mm,材料為45鋼。擬定了如表1所示的工藝方案。
3.2刀具軌跡(jì)生成(chéng)過程
(1)創建加(jiā)工坐標係MCS,並指定安全平麵,距離毛坯上表麵10 mm,如圖(tú)9所示。


圖9創建加工坐標係MCS
表l 加工工藝方案
(2)指定(dìng)部件幾何體和毛(máo)坯幾何(hé)體。
(3)創建刀具(jù)。
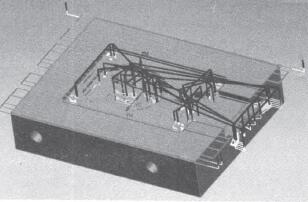
(4)根據擬定的工藝方案,分(fèn)別(bié)創建加工操作;生成的(de)型腔粗加工軌跡如圖10所示。
(5)仿真加工,所有的刀(dāo)具軌(guǐ)跡生成完後(hòu),進行數控模(mó)擬仿真。結果如圖11所示(shì)。

圖10型腔粗(cū)加工軌跡
圖(tú)11 型腔模擬仿真(zhēn)加工
3.3 後置處理
經過刀具軌跡計算產生的是刀位源文件(簡稱CLSF),而不是數控程序(xù),因此需要把刀位(wèi)源文件轉換成特定機床能執(zhí)行的數控程序,輸(shū)人數控機床的數控係統,才能對零(líng)件進行數控加(jiā)工,這個過程即是後置處理。圖12為在采用三軸(zhóu)機(jī)床、FANUC操作係統下,利用(yòng)UG/Post後(hòu)處理生成的粗加工程(chéng)序。
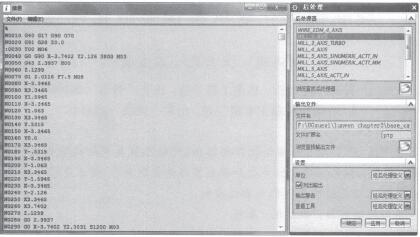
圖12粗加工程序
4 、結論
以UG/Moldwizard和UG/CAM模塊為平(píng)台,完成了機座注塑模具的(de)設計和模具型腔的數控編(biān)程加工。CAD/CAM/CAE技術在模具(jù)設計和製造(zào)中的廣泛應用,改變了傳統的產(chǎn)品開發方式,大大提高了生產效果,縮短了生產周期。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關(guān)信息
馬")
業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(chē)(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源(yuán)汽(qì)車產量數據
- 2024年10月(yuè) 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據