


一種彎頭管嘴類零件車削加工的工藝優化
2020-12-3 來源:航空工業慶安集團有限公司 作者: 李 濤
摘要: 介紹了某航(háng)空產品120°彎頭管嘴零件的加工工藝及工(gōng)裝設計方案優化過程,重點論述了工藝流程中如何選擇定位(wèi)基(jī)準及夾緊方式,如何通過(guò)正(zhèng)確的基準轉換來確保零件加工質量,提高加工效率,進而形成規範的工藝流程及典型工裝設(shè)計。
關鍵(jiàn)詞:彎頭管嘴;定位夾(jiá)緊;車(chē)削加工;快換係統
長期以來,無工藝附加彎頭管嘴(zuǐ)類零件的加工(gōng)過程中(zhōng),始終存在零件定位不可靠、夾持不緊、跳動(dòng)量超差的問題。本文涉及(jí)的某管嘴(zuǐ)零件如圖 1 所示,依次加工兩(liǎng)油孔相貫錯位量大,形位公差超差(chà)嚴重,零件加工質量差,效率低,嚴重影響(xiǎng)產品生產進度(dù)。
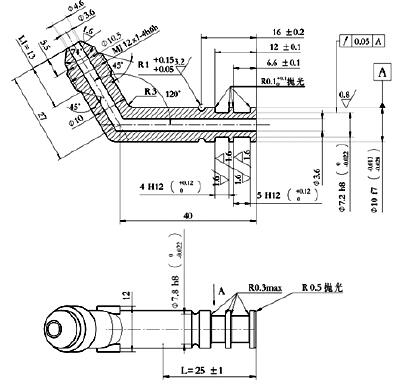
圖1 零件圖樣
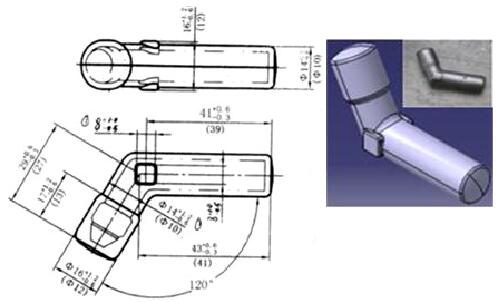
圖2 鍛件毛(máo)坯
1、 工藝分析
零件鍛件毛坯見圖 2 所示,鍛件表麵錯移,表麵不 規則,且無工藝(yì)附加,彎頭呈 120°夾角,頸部尺寸短,夾具難以設計可靠的定位、夾緊結構。現(xiàn)場采用自(zì)製夾具加工,經常出現零件尺寸超差,質量不穩定,效率低(dī)等現象,嚴重影響了零件的正常交付。圖 3 為原工藝流(liú)程。
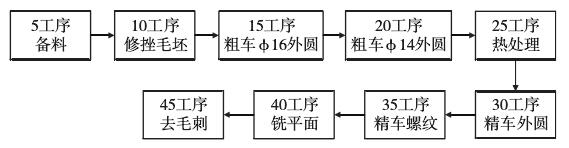
圖3 原工藝流程
1.1 原工序分析(xī)
15、20 工序,使用自製夾具見圖 4。工序基準為零件兩個外圓和其中心線交(jiāo)點(diǎn),工件在夾具上的定位基準選擇與工序基準相同,符合基準重合原(yuán)則的要求(qiú),但零件毛坯為鍛件且缺陷較重,零件兩次裝(zhuāng)夾,定(dìng)位基準選擇與工序基準均無(wú)法保證重合,定位夾緊不可靠(kào),加上自(zì)製夾具沒有經(jīng)過熱處理,使用時間長產生變形,導致粗車的兩端有偏移,不能保證零件(jiàn)兩端軸線在同(tóng)一基(jī)準麵上,120°夾(jiá)角誤差較大,實際(jì)加工的工件表麵形(xíng)位(wèi)誤差不能(néng)滿足後續加工要求。
30、35 工序(xù),使用自製兩爪卡盤裝夾見圖 5,夾緊比較牢(láo)靠,但此夾具兩道精車(chē)工序分別使用 15、20 工序的兩個粗基準進行定位夾緊,理(lǐ)論上粗基準隻能選(xuǎn)用一次,而且自製卡盤兩爪材料未熱處理,長期使用後接觸麵產生(shēng)變形,夾具中心偏移,導致車削時外圓跳動量大,螺紋表麵(miàn)車削不出(chū)來,且難以保證(zhèng)零(líng)件兩端軸線在同一基準麵上,120°夾角誤差(chà)也較大。導致零件兩中心油孔交叉錯位,造成成批量報廢(fèi)、嚴重影(yǐng)響產品交付。

圖(tú)4 自製車外圓夾具

圖5 自製(zhì)兩爪卡盤夾具(jù)
分析工藝方案,找(zhǎo)出造成零件加工(gōng)超差(chà),不穩定的(de)三點原(yuán)因,見(jiàn)表 1,並(bìng)有針對的提出改進措施,保證零件順利加工。
1.2 優化後的工藝流程(chéng)
優化後的工(gōng)藝流程如圖 6 所(suǒ)示,保證零件順利加(jiā)工完成。
表1 方案優化措施表
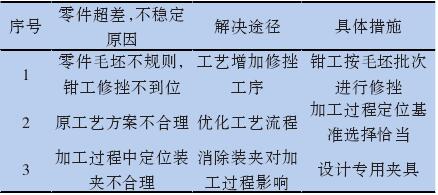
圖6 優(yōu)化後工藝流程
2 、工藝(yì)及工裝優化過程
通(tōng)常情況(kuàng)下,在機床上加工(gōng)工件時,為(wéi)保證加工精度(dù),首先需要保證工件在夾具上正確定(dìng)位(wèi)、夾緊,使工件在機床上占有正確的位置(zhì)[1],才能加工(gōng)出合格的零件。為此梳理優化(huà)工(gōng)藝流程,改變原加工(gōng)策略,最終形成工藝及配套工裝如下。
2.1 粗車 Φ16 外圓
15 工序(xù),粗車 Φ16 外圓至 Φ14。夾具設計如圖 7所示,采用了過定位(wèi)原理,用雙 V 型同(tóng)時定(dìng)位,雙麵夾緊的結構(gòu),其中(zhōng)一個活動 V 型塊可以調節(jiē)夾具中心高,彌補鍛件毛胚來源不(bú)規則帶來的中心偏移問題,且材料選為耐磨性好的 Cr WMn,方便磨損後更換。另一(yī)固(gù)定 V 型起輔(fǔ)助定位夾緊作用。在通常情況下(xià),過定位是不能使用的,但(dàn)在某些特定情況下采(cǎi)用過(guò)定位(wèi)方式(shì)能解決工件在機械加工中難以解決的(de)一些問題 , 從而可獲得良好的加工效果(guǒ) , 保證加(jiā)工質量。

圖7 粗車毛坯一端外圓
2.2 粗車 Φ14 外圓
20 工序(xù),粗車 Φ14 外圓至 Φ13。夾(jiá)具(jù)設計如圖 8所示,用零件 15 工序車削外圓 Φ14 定位,120°夾角和(hé)活動 V 型塊(kuài)定向的結構,其(qí)中活動 V 型塊可以(yǐ)調節夾具中心高,彌(mí)補(bǔ)中心偏移問(wèn)題,且材料選為耐磨性(xìng)好(hǎo)的 Cr WMn,方(fāng)便磨損後更換。
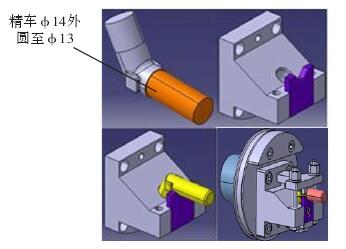
圖(tú)8 粗車毛坯另一(yī)端外圓
2.4 精車 Φ10 外(wài)圓
40 工序,精車 Φ10 外圓、鑽中心油路孔,夾具設計如圖 10 所示,用雙 V 型同(tóng)時定位,雙麵夾緊的結構(gòu),其中一個 V 型限製車削零件中心高,側邊 V 型起輔助夾緊作用,定位塊材料選用耐(nài)磨性好的 Cr WMn,保(bǎo)證工件定位準確、夾緊牢固,夾緊部位(wèi)對主軸跳動量應控製在Φ0.03 內,車間使用非常穩定。
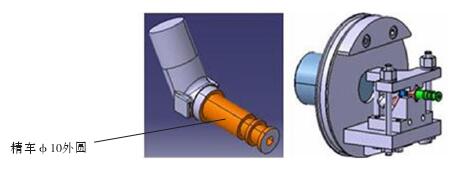
圖10 精(jīng)車外圓麵
2.5 精車螺紋
45 工序,精車 M12 螺紋、鑽中心油路孔(kǒng),夾具設計如圖 11 所示,用零(líng)件 40 工序精車外圓 Φ10 作為主定位,零(líng)件 120°夾角定角向位置,15 工序粗車 Φ14 外圓為輔助定位,壓板采用圓弧形式,保證了零(líng)件定位、夾緊可靠。該夾具由主體、配重、定位板(bǎn)、壓板、螺釘、圓柱銷組成。在結構上,定位部分鑲入襯套,材料為黃銅,以免劃傷前道工序外圓表麵,定位板和壓板(bǎn)均選用硬度高、耐磨性好的 Cr WMn 做為製造材料,且定位板用螺釘和圓柱銷連接(jiē)在主體上,以便磨損(sǔn)後更換,夾具裝配時,夾緊部位對主(zhǔ)軸跳動量應控製在 Φ0.03 內。經過本(běn)次工藝改進及工裝優化驗證,在車間加工(gōng)過程中,未發生之前加工的質量問題,零件的尺寸都符(fú)合(hé)設計圖紙要求,滿(mǎn)足了產品的配套交付任務。
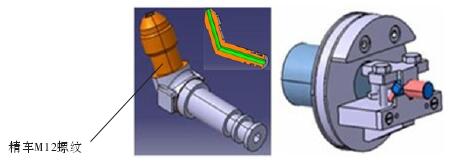
圖(tú)11 精車螺紋麵(miàn)
3 、車床(chuáng)夾具的模塊化實現(xiàn)
夾具(jù)模塊化實現(xiàn)過程是(shì)在進(jìn)行各工序需求分析的基礎上,對其夾具(jù)結構形式進行評估,確定模塊(kuài)化(huà)設(shè)計方案,主要包括專用模塊設計、通用模塊(kuài)設計、模塊間組合[2]。首先進行專用模塊的(de)設計,四道工序使用的車削夾具因基(jī)準選擇、定位方式不一樣,對其單獨進行結構設計(jì),車床夾具主體(tǐ)、配(pèi)重塊、壓板等可設計成通用模塊,便於相互間的互換,最後進行各模塊間的組合,形成最終夾具。
而目前(qián)以外圓或(huò)者內孔定位的車削(xuē)工序,粗加工都是用(yòng)三爪卡(kǎ)盤定位裝(zhuāng)夾,三爪的自定心差,每次換(huàn)爪都要重新找正,在半精加工或精加工定位(wèi)一般(bān)采用軟爪定(dìng)位裝夾(jiá),但是軟爪更換,需要重新鏜削軟爪,換裝、找(zhǎo)正、調整時間長,效率低,另外三爪卡盤(pán)裝夾離心力大,無法(fǎ)獲得高轉速。
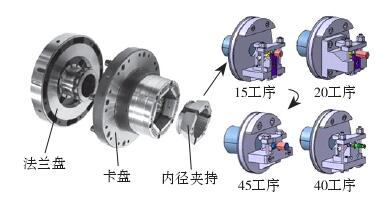
圖(tú)12 車床夾具快換(huàn)過(guò)程(chéng)
通過瀚柏(bǎi)格夾具快換係統實現車削(xuē)夾具模塊(kuài)間的快速更換(huàn)。如圖 12 所示,車床主軸與法蘭盤(pán)連接,法蘭盤與卡盤(pán)連接,卡盤內預留標準接口實現內(nèi)徑夾持(chí)、外徑夾持(chí)等,重(chóng)複定位精度保證在 0.01 以(yǐ)內,實現各工(gōng)序夾具模塊間的快速更換。經生產車間實際驗證,運用快換係統實現各(gè)工序間的加工能夠滿足工藝要求,做到機外裝(zhuāng)夾工件,機床不停(tíng)機加工,縮短了輔助準備時間,降低了工人勞動強度,提高了零件加工質量和生產效率。
4、結束語
通過對某管嘴零件車削加工的工藝(yì)優化及工裝設計,徹底(dǐ)解決了(le)以往(wǎng)該零件加(jiā)工多次返工(gōng),成批報廢的問題,車(chē)間生產過程中,零件加工質量穩定,效率明顯提升(shēng),一次合格率達 98 ﹪,為後續類似零件的加工提供了重要的參考依據。
投(tóu)稿箱:
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

