


汽輪機零件噴嘴的加工技巧(qiǎo)
2020-11-12 來源: 北方華安工業集團有限公司機械公司 作者(zhě):-
搞要:汽輪(lún)機零件噴(pēn)嘴精度要求高,通過(guò)合理的工藝方案和專用刀具、車床夾具設(shè)計,保證了加工精度。

1、零件結構和技術要求
零件結構如圖1所示,材料為鉻鋯銅,內孔(kǒng)公差尺寸相對(duì)於外圓同軸度0.05mm,和零件噴嘴軸線傾斜40°的(de)螺紋M12x1.2-6g與90°士5mm,錐麵同軸度0.02mm,需(xū) 要工藝保證,一次裝夾完成。90°錐(zhuī)麵和相配(pèi)合件(jiàn)測壓器配研,接觸麵積大於90%,13個必5mm均布(bù)孔與工件端(duān)麵垂直度0.15mm。
2、加工工藝(yì)性分析
贈件(jiàn)加工工(gōng)藝性分析如下:
(1)零件(jiàn)較複雜(zá),加工(gōng)時工(gōng)序編製要認真(zhēn)分析零件的加工要求,合理編製各工序的加工順序,應選擇精度較(jiào)高、裝夾穩定可靠的(de)表麵。同時,為了減小外形iMOmm圓弧槽對加工13個直徑(jìng)5mm孔的影響,以及外形各徑的階台對零件定位、夾緊和找圖1正的不利影響,外形尺寸加工為淩60mm作為內孔各(gè)尺寸(cùn)、13個 直徑5mm孔與工件軸線傾斜40°角的M12x1.5-6g、90°錐麵的加工基準。
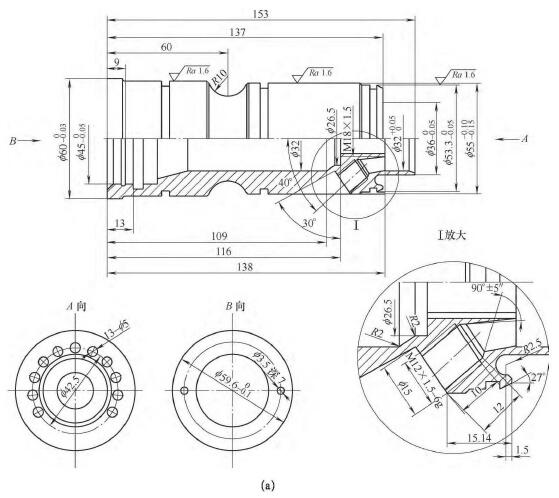

圖1
(2)為了方便M12x1.5-6g和90°±5〃錐麵傾斜孔(kǒng)加工,需要設(shè)計40°傾(qīng)斜孔加工專用車床(chuáng)夾(jiá)具。
(3)為了保證各R槽尺(chǐ)寸的準(zhǔn)確(què),采用成形刀具,並用線切割樣板檢測。
3、技(jì)術措施(shī)
針對加工工藝性分析,采取了以下技(jì)術措施:
⑴設計製作M12x1.2-6g 和90°±5〃錐麵的傾斜孔車(chē)床夾具,保證40°傾斜孔(kǒng)各尺寸的準確加工。夾具傾斜孔尺寸為直徑60(上0.08,下0.04)與零件直徑60(上0,下(xià)-0.03)尺寸相配合,保證了定位精度。零件(jiàn)放(fàng)入夾具(jù)中,用螺栓拉緊(jǐn),並采用螺柱壓緊(jǐn)的夾緊方式(shì),用螺母緊固,保證夾緊(jǐn)牟固可靠。傾斜孔車床專用夾具如圖2所(suǒ)示(shì),工件 裝夾(jiá)如圖3所示。
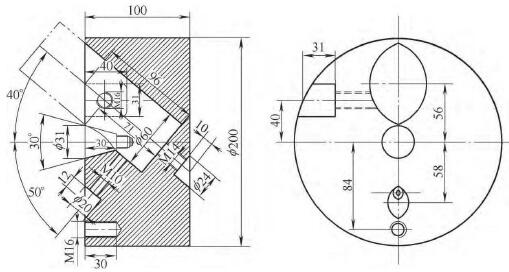
圖2

圖3
(2)為了便於M12x1.5-6g、90°錐孔的加工,設計製作了(le)專用刀具(見圖4)。
(3)為了便於零件外形加工,設計了(le)簡易胎具(見圖5)。

圖4
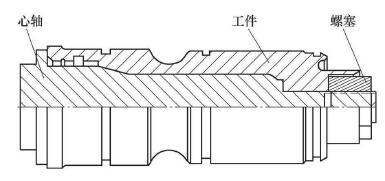
圖5
4.工藝方案
加工工藝方(fāng)案如下。
(1)車(chē)削1。粗車內孔外圓
各(gè)尺寸,外徑按直徑60mm(上-0.05,下-0.08)控製,與車傾斜(xié)孔車床夾具內孔配合,保證定位精度。長度尺寸153mm和137mm加工完成(chéng),保證端麵垂直度。內孔按直徑30mm、 直徑16mm控製(zhì),留數控車精加工餘量。
(2)劃線。各孔位置,十字線與側麵相連,準確清晰。
(3)數控銑。找正,13個直徑5mm孔(kǒng)引正孔,保證位置公差。數(shù)控(kòng)銑工(gōng)件裝夾如(rú)圖6所示,數控銑加工程序(xù)如圖7所示。

圖6
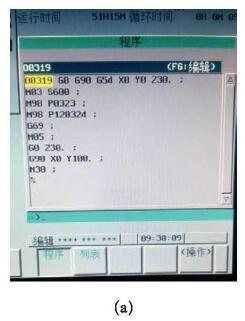
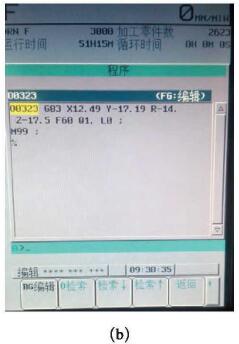

圖7
(4)鏜孔。13個直(zhí)徑5mm孔加工好。
(5)車(chē)削2。將工件裝夾在夾具上加工M12x1.5-6g、90°錐麵(miàn)傾(qīng)斜孔,並用測(cè)壓器配研90°錐麵。
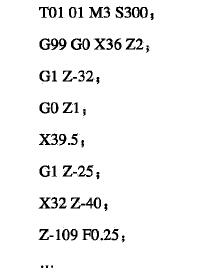
(6)數控車1。內孔各尺寸到位,按直徑32mm(上0.05,下0.02)加工。程序(左端(duān))如下:
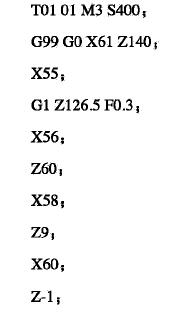
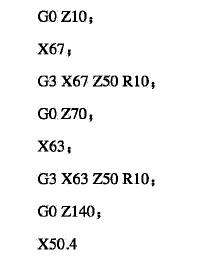
(7)數控車2。穿胎加工外形各尺(chǐ)寸。程序如下:
5.結語(yǔ)
通過合理的工序編製和專用刀(dāo)具、機床夾具的設計,較好地解決了汽輪機零件噴嘴的加工(gōng)難題。經過質量(liàng)檢測和用戶使用,達到使用要求。通過該零件加工 技能創新,為以後類似產品(pǐn)加工提供了很(hěn)好的(de)解決方案。
來(lái)源:
北方華安工業集團(tuán)有限公司機械公司
作者(zhě):孟祥誌(zhì) 張王生(shēng) 陳文輝 王(wáng)德寬 王陸(lù)寧 李昕
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床(chuáng)產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據(jù)
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更(gèng)多
- 機械加(jiā)工(gōng)過程(chéng)圖示
- 判斷一台加工中心精度的(de)幾種辦法(fǎ)
- 中(zhōng)走絲線(xiàn)切割機床的發(fā)展趨勢
- 國(guó)產(chǎn)數控係統和數控機床何去何從?
- 中國的技術(shù)工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行(háng)業(yè)最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業(yè)大逃亡
- 智(zhì)能時代,少談點智造,多談點製(zhì)造
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控(kòng)車床加工刀具補(bǔ)償功能(néng)
- 車床鑽孔(kǒng)攻螺紋(wén)加(jiā)工方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑孔加工工藝(yì)的(de)區別