


多頭(tóu)內圓弧螺旋槽數控(kòng)車削刀具的製作
2020-11-25 來源(yuán): 資陽中車(chē)電氣科技有限(xiàn)公司 作者:羅金龍
摘要:針對大導程圓弧螺旋槽在數控車削加工中無標準成形刀具現狀,通過設計可調式分(fèn)度裝置,利用線切割錐度加工(gōng)功能,解決了圓弧螺旋槽大(dà)導程刀具複合後角精(jīng)密切割,實現了三頭內圓弧螺旋槽數控刀具高精度標準化製作。
關鍵詞:圓弧螺旋槽 數控車削加(jiā)工 刀具(jù)製作
資陽中車電(diàn)氣科技有限公司在開發機車連接器殼體產品時(shí),需要在數控(kòng)車加(jiā)工三頭內圓弧螺旋槽,但由於(yú)沒(méi)有(yǒu)圓(yuán)弧螺旋槽刀具無法加工。專業(yè)廠家生產的圓弧刀具不能滿足(zú)殼體圓弧螺旋槽加工參數要求;另外,定製周期(qī)長(zhǎng)、成本(běn)高,無(wú)法滿(mǎn)足生產周期,手工刃磨精度無法保障,一致性差。
本文通過設計可調式(shì)分度裝置,打破線切割錐度加工限製,完成刀具外形(xíng)與複合後角的切割(gē),實現大導程螺(luó)紋類刀具的高精度標準化切割製作(zuò)。本文以(yǐ)殼體(tǐ)圓(yuán)弧螺旋槽加工為例,介紹三頭內圓弧螺旋(xuán)槽數(shù)控刀具(jù)的工藝製作方法。
1、殼體圓弧(hú)螺旋(xuán)槽
1.1 殼體圓弧螺旋槽的(de)結構
殼體是一種套類零(líng)件,如圖(tú) 1 所示。右端為三頭內圓弧螺旋槽,槽的根部為兩個大小不同的孔形(xíng)槽;圓弧螺旋槽是滾(gǔn)珠的滾道,槽的根部孔形槽(cáo)用於滾(gǔn)珠鎖緊;圓弧螺旋槽在數控車進行加工,孔形槽在加工中心進行加工。由於螺旋槽與滾珠緊密(mì)接觸,需要很高精度,因(yīn)此對圓弧槽形狀精度(dù)要(yào)求很高。
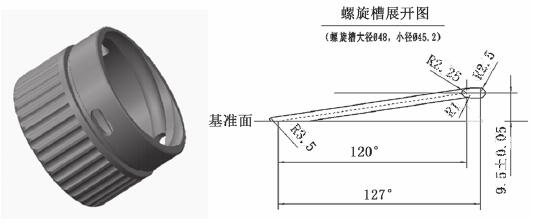
圖 1 殼體與內圓弧螺旋槽展開圖
1.2 殼(ké)體圓弧螺旋槽加工工藝參數
從圖 1 中可知,螺旋槽是導程(chéng)為 28.5mm,大徑 Φ48mm,小徑 Φ45.2mm,截麵形狀是 R3.5 的三頭圓弧螺(luó)旋槽(cáo)。螺旋升角(jiǎo) tgΨ=28.5/3.14×[(48-45.2)/2+45.2]=0.19477,則 Ψ=11.02°。
由於材質為6061-T6, 因此選擇 8mm 的 W18Cr4V3製作;根據刀具材料性(xìng)能和螺紋(wén)加工原理,確定刀具主要技術參數如下:刀具前角(jiǎo) 10°,主後角 6°,進給後角(jiǎo)17°,背向後角 -5°。
2、圓弧螺旋槽(cáo)刀具製作方案
由於刀具為圓弧形,各後角角度各不相同,手工刃(rèn)磨難以(yǐ)控製(zhì)。為保證刀具形(xíng)狀,可選擇(zé)線切割機床切割控製刀具輪廓形狀,然後用(yòng)工具磨修磨前(qián)角,最後手工研(yán)磨各後刀麵,實物如圖 2 所示(shì)。

圖 2 殼體加工實物圖
但線切割機床(chuáng)最大加工錐度為 6°,且(qiě)恒定;圓弧螺旋槽刀(dāo)具是複合後角,各不相等。線切割機床錐度加工功能無法(fǎ)滿足刀具製作要求,如何打破線切割錐度加(jiā)工限製,成為該方案能否成功實施的關鍵。
3、設計專用夾具,彌(mí)補線切割錐度加工功能缺陷
3.1 合理分解刀具複合角度,滿足線切割(gē)錐度(dù)加工要求
線切割機床能夠加工的最大錐度為 6°,主後角 6°可以直接切割;左右兩側(cè)後角分別為 17°和 -5°,因角(jiǎo)度不等無法切割;如果製作專(zhuān)用夾具(jù)裝夾刀具,讓刀具旋轉一個螺旋(xuán)升角,即可保證左右兩側角(jiǎo)度。
3.2 可調式分度裝(zhuāng)置
可調式分度裝置由夾具(jù)體和支撐定位(wèi)座組(zǔ)成,如圖(tú) 3所示。支(zhī)撐定位座為直套,下半圓銑削成平麵,放(fàng)置在機床導軌麵;內孔套在夾具體左端(duān)台階外圓柱麵上。夾具體左端是方形孔,用來安裝刀具,右端大(dà)外圓有精密刻線(xiàn),相當於分度盤(pán)。
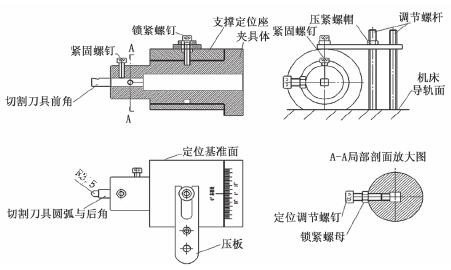
圖 3 可調式分度裝置
使用時,把(bǎ)支撐定位座(zuò)固定(dìng)在機床導(dǎo)軌上(shàng),將刀具安裝在夾具體左端方形孔內,用緊固螺釘壓(yā)緊刀具;然後轉動夾具體右端分度盤,調整到合適位置,用鎖緊螺釘鎖緊即可。
4、刀具製作
圓弧螺旋槽刀具製作關鍵是在線切割機床進行切割加工(gōng)。因此,下麵主(zhǔ)要介紹在線(xiàn)切割機床如何利用可調式分度裝置進(jìn)行切割加工的操作方法:
第一,將支撐(chēng)定位座有平麵的一端放在導軌麵上,用百(bǎi)分表找正支撐定(dìng)位座(zuò)軸線(xiàn),與機床 Y 平(píng)行;平行度誤差小於 0.02mm,把調節螺杆放入(rù)導軌 T 形槽內,然後壓緊支撐定位座。
第二,將夾具體安(ān)裝(zhuāng)在支撐定位座內,旋轉夾具體,調整刻度盤位置,使刻度盤的零位(wèi)對準基準定位(wèi)線;然後用鎖緊螺釘將夾具體固定在支撐定位座上。
第三,將刀具放入(rù)夾具體左端方形(xíng)孔內,用緊(jǐn)固螺釘壓(yā)緊刀具,編程切割 10°的前角。
第四,鬆開鎖緊螺(luó)釘,將夾具體旋轉 90°,再向(xiàng)右旋(xuán)轉 11°,用鎖緊螺釘壓緊夾具體;然後使用電極絲左傾(qīng)斜加工指令,調(diào)整上下輪間距,確證 6°的錐度,編程切割R3.5 圓弧。
第(dì)五,保證刀具長度 20mm,編程割斷。
第六,重複第(dì)二至第五步,對第二個刀頭進行切割。由於資陽中車電氣科技(jì)有限公司使用的是快走私(sī)線(xiàn)切割機床(chuáng),前刀麵需留 0.1mm 加工餘量;然後在工具磨床上精磨前角;最(zuì)後手工研磨後刀麵。如采用慢走絲機床切割,則不需留加工餘量,切割完畢也不(bú)需要進(jìn)行前角修磨和後角研磨處理。
5、結(jié)語(yǔ)
通過(guò)該方法製作三頭內圓弧螺旋槽刀具,具有精度高(gāo)、標準性好(hǎo)以及(jí)成本低廉等優點。三頭內圓弧(hú)螺旋槽平整光滑,圓弧(hú)形狀精度高,完全滿足工(gōng)藝設計要求。本文設計的可調式分度裝置還適合大(dà)導程非標多頭螺紋,數控刀具(jù)在線(xiàn)切割機床進(jìn)行小批(pī)量切割製作,具有較高的實用價值,值得推(tuī)廣與應用。
投稿(gǎo)箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

業界視點(diǎn)
| 更多(duō)

行業(yè)數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽(qì)車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽(qì)車產(chǎn)量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削(xuē)機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多