


在(zài)手動(dòng)變速器或(huò)雙離合變速器中,變速齒輪必不可少:它們(men)通過耦合器(同步件)和換檔(dàng)套(tào)管(guǎn)將發動機扭矩傳輸到驅動軸上。每一(yī)個檔位都有一個傳動齒輪,這就是說(shuō),7 速變速箱需要 7 + 1 個傳動齒輪。 變速器一般采用齒輪搭配同步(bù)件的結構,這兩個零件被相互(hù)接合並焊接在一起,這是一項非常成功的(de)設計。埃(āi)馬克 ELC 160 HP 機床是埃馬克公司專為齒輪和同步環的連接而設計的生產(chǎn)解決方案。
在生產線中(zhōng),如果需要,ELC 160 HP 可以集成裝配(壓裝)、預熱以及之後(hòu)的(de)激光焊接。為(wéi)盡可能縮短節拍(pāi)時間(jiān),各工序會同(tóng)時進行。ELC 160 HP 是(shì)一種回轉式工作台機床,因而特別適於高效生產加工(gōng)。這一特性也體現在機(jī)床的名稱中:縮寫“HP”代表“High Performance”(高性能(néng))或者“高效(xiào)率”。轎車變速箱中典型齒輪的生產節拍時間大約為 10 秒 (!)。
對於回轉式工作台機(jī)床的原理,已沒有什麽新穎之處。相反,更靈活的機床設計(jì)在許多領域內已悄然取代了回(huí)轉式機床。
在這個方麵,ELC 160 HP 真正展示出它的創新性:ELC 160 HP 機床配備埃馬克已獲專利(lì)的自動換裝工件夾緊技術,因此可以靈活地加工各種不同的工件、進行批量加工。
四道工序同時進行——工序節(jiē)拍更智能化,性(xìng)能更高
機床結構(gòu)可(kě)以用“集成”來形容:機床(chuáng)配備一個中央立柱,所有部件都安裝在這個中央立柱上。中央立柱(zhù)周圍安置有回轉工作台,用於(yú)將工件(jiàn)傳輸到 4 個加(jiā)工工位(wèi)。通過一係列特殊的結構設計,即使在回轉工作台高(gāo)速切換的(de)情況(kuàng)下,也能確保工件在加工工位中達到所需的定位精度。ELC 160 HP 可裝備埃馬克(kè)自行研發的夾緊技術,因此能達到極高的機床精度,也適合用於(yú)要求極高、極其狹窄的焊縫。
加工過程從上下料(liào)工位開始。兩個配備氣動式夾爪的機械手單元負責在輸送料道和回轉式工(gōng)作台之間來回運輸工件。工件從這裏被(bèi)送往壓裝工位。壓裝工位上可以裝備(bèi)多達三個(不同的)壓裝工裝,通(tōng)過數控指令(lìng)可選擇(zé)換裝其中一個壓(yā)裝工裝,完全沒有時間損失(shī)。因此,在例如需要加工一個變速箱的整套齒輪時,也能保障(zhàng)完全的靈活性以及換裝自由度。
壓裝本身可以由伺服壓機精確快速地完(wán)成,過程監控任(rèn)務則(zé)由集(jí)成的力值/行程監控裝置完成。
在節拍的下(xià)一步中,工(gōng)件被送達(dá)第三(sān)個加工工位,即感應預熱(rè)工位。在這裏也為(wéi)用(yòng)戶提供帶最多 2 個感應線圈的滑軌單元,並且也可以自動換(huàn)裝。之後,回轉工作台稍微旋轉,工件最後到達設備的核心部分,即激光焊接工位。此工位也獨具特色:根據埃馬克的(de)設計,工件在焊接時大多采用軸向夾緊的方(fāng)式,這不僅能避免變(biàn)形,同(tóng)時也能保護工件,防止被焊接飛濺物損壞非焊接(jiē)麵。針對不同的工件(jiàn)的幾何形狀,可以按機床的加工節拍自動調整夾具和夾具係統。機床提供多達三種不同的夾具供選用,一般情況下(xià)已足以滿足加工的需要。因(yīn)此,在這個工位上也能保證(zhèng)最大的靈活性和換裝自由度。
自動換裝原理(埃(āi)馬克專利)能確保 ELC 160 HP 機床達到最高的效率,這(zhè)不僅可以避免手動換裝(zhuāng)過程,而且能免除對手動換(huàn)裝後焊接的第一個工件進行檢查的等待時間——這項檢(jiǎn)查是對工(gōng)件進行破(pò)壞性測試,但卻必不可少。
由於可以同時(shí)進行上下料、壓裝(zhuāng)、預熱和激光焊接工序,因此, ELC 160 HP 可(kě)達到最高的生產效率:一般來說,轎車變速箱中齒輪的生產節拍時間(jiān)大(dà)約隻有 10 秒。通過自動換裝可以抵消(xiāo)回轉式機(jī)床靈活性(xìng)較低的(de)不足之處,使(shǐ)整個工藝流程(chéng)更為順暢(chàng)。
與之前兩(liǎng)個工位一樣,這個工位也裝備(bèi)有一個滑台單元,上麵可安裝多達 3 個反軸(zhóu)承工裝,從而能(néng)夠保證自動換裝(zhuāng)。焊接頭(tóu)配備有一條用於調整焊縫位置的 X 軸以及一條用於調整焦點位置的 Z 軸。此外,該工位還可以選裝一個精準定位十字線相機。
上述 4 道工序全部可同時進行(háng),創紀錄地將節拍時間縮短到絕無僅有的 10 秒。
緊湊型結構——完美符合人體工學原理
盡管機床結(jié)構複雜(zá),但在人體工(gōng)學和維護保養的可達(dá)性(xìng)方(fāng)麵卻非常優異。各個(gè)加工工位呈 90 度角布置(zhì),每一個(gè)加(jiā)工(gōng)區都(dōu)是獨立(lì)的,可達性極佳。理論上來說,可以同時對所有(yǒu) 4 個(gè)加工區進行維護保養。設備運行必不可少的所(suǒ)有技術裝(zhuāng)置(zhì)也緊湊的安(ān)裝在機床單元旁的(de)一個控製櫃中(zhōng),非常方便操(cāo)作。所有電氣裝置(zhì)、氣動係統以及感應電(diàn)源、傳感(gǎn)器、焊接(jiē)煙霧排放裝置和過濾器以及 CO2 滅火器都集中安裝在一個中心位置(zhì)。進行(háng)維護保養(yǎng)時,固定安裝的光束輸送(sòng)和焊接光學器件(jiàn)也同樣重要。這不(bú)僅能確保運行時的安全性(xìng),同時(shí)也能使調整和維護保(bǎo)養非常(cháng)易於執行。此外,固(gù)定(dìng)安裝的焊(hàn)接光學器件還能保證激光總是射入機(jī)床內部,從而進(jìn)一步提高工作安全(quán)性。機床布局不僅(jǐn)符合人體工學原理,而(ér)且對於操(cāo)作人員來說非常安全。
激光技術(shù)——僅使用固體激光器
ELC 160 HP 機床上僅使用固體激光器,例如 TRUMPF 公司提供的配有光纖的固體激光器 TruDisk(采用碟片式原理),或者(zhě) IPG 公(gōng)司的直接二極管激光係統。埃馬克是率(lǜ)先使用固體激光器進行動力總成元(yuán)件(jiàn)焊(hàn)接的先驅之(zhī)一,並確信其具有極大的優勢。“二極管泵浦的固體(tǐ)激光器效率高達 30%。這意味著,滿負荷運行的4 kW 機組(包括製冷機組在內(nèi))僅消(xiāo)耗大約 25 kW 能量。對於客戶來說,這代表可以節省大量(liàng)成本,就是說與傳統的激光係統相比,可以顯(xiǎn)著降低設備運營成本,”埃馬克自動化(huà)公(gōng)司的(de)銷售經理 Nikolas Meyer 解釋說。
此外,使用固體激光器焊接無需保護氣體,從而進一步降低(dī)了成(chéng)本(běn)。在許多應用場合中,固體(tǐ)激光器還能夠明顯加快焊接過程。對工件質量來說,每單位長度的熱量輸入減少了(le),,由此進一步降低(dī)了焊(hàn)接變形的可能性——再也不需要費時費力的後續返工。
顯而易見,ELC 160 HP 是當之(zhī)無愧的“高性能”焊接設備。整個設計,無(wú)論是工序流程(chéng)、所使(shǐ)用的技術(shù),還是符合人體工學的緊湊型結構,ELC 160 HP 機床的整個設計方案在性(xìng)能和生產率方麵都無與倫比。
埃馬克提供的激光焊接(jiē)係統節(jiē)拍時間極(jí)短,非(fēi)常適合生產動力總成元件,具有極大的吸(xī)引力,絕對會在市場上引起重大的反響。
圖片資料
圖:D155

埃馬克 ELC 160 HP 機床,適用於生產動力總(zǒng)成元件的高性能(néng)機床
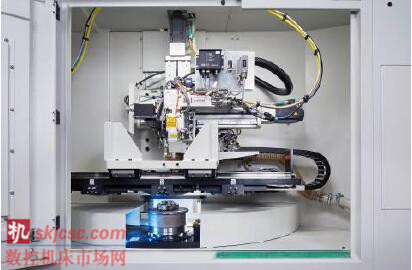
圖:D533 110

通過回轉工作台可在各個加工(gōng)工位之間快速輸送工件。這是預(yù)熱(rè)工位。
圖:D532
固定的激光光束輸送,確(què)保(bǎo)最高的運行安全性
圖(tú):D529

自動上料、結構緊湊和流程快速——ELC 160 HP 是當之無愧的高性能機床。
如果您有機床行業、企(qǐ)業相關新聞(wén)稿件發表,或進行資(zī)訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量(liàng)情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷(xiāo)量情(qíng)況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基(jī)本型乘用車(chē)(轎車)產量數據