


電火花成形機床裝配中主軸自動移動方法
2017-8-1 來源:江蘇工程職業技術學院 作者:丁錦宏
摘要(yào):電火(huǒ)花成形機床在裝配(pèi)過程中需要(yào)由裝配人(rén)員反複手動(dòng)轉動絲杆,移動主軸進行精(jīng)度檢測(cè),根據檢測結果調整主(zhǔ)軸座,從而(ér)達到主軸與工作(zuò)台(tái)的垂(chuí)直度裝配精度要求。根據這一特(tè)點,提出一種(zhǒng)利用直流伺服電(diàn)機驅動主軸絲杆,從而達到自動移動主軸(zhóu)的方案,改變由裝配人員手(shǒu)動操作的傳統方法,減少勞動強度、提高精度檢測的可信度。
關鍵詞:電火花成形機床;主軸;直流伺服(fú)電機;自動移動
0.引言
電火花成形機(jī)床將電極安裝在(zài)主軸下方,通過主軸的上下運動,帶動電極做上下運動從而實現放(fàng)電加工(gōng)。在裝配電火花成形機床時,需要保證主軸與機床工作(zuò)台的垂直度。在(zài)裝配階段,裝配人員需要不斷使主軸做上下運動,檢測(cè)主軸與機床工作台在 X—X 和Y—Z 平麵內的垂直度數(shù)值,然後調(diào)整(zhěng)主軸座,直到主軸(zhóu)與機(jī)床 工作台的垂直度在(zài) 規定的範圍(wéi)內。在 裝 配時,然絲杆已經安裝在主軸上,但控製機床的數控係統等電氣係統還沒有和(hé)機床本體相聯接,所以,無法使用數控係統(tǒng)控(kòng)製機床主軸的上下運動。一般(bān)地都是由裝配人(rén)員(yuán)轉動絲杆,使主軸(zhóu)做上下運動。由於機床主軸是在垂直方向上安裝(zhuāng)的,裝配人員需要在較高的(de)位(wèi)置轉動絲杆,勞動強度較大。同時,由於手動移動主軸時,主軸的移(yí)動速度不均勻,會使檢測(cè)數值不穩定,影響(xiǎng)檢測(cè)效果。針對這一現狀,本文設計了一種主軸自動(dòng)移動方法,可大大降低裝配強度、提高精度檢測的(de)穩定性。1 機床結構與(yǔ)主軸裝配要求電火(huǒ)花成形機床主要有立柱式和滑枕式兩(liǎng)種結構形式[1]。其中立柱式電火花成形機床(chuáng)主要(yào)由床身、工作台、立柱、主軸座和(hé)主軸組成,如圖1所示。電火花成(chéng)形機床是一種利用放電原理實現(xiàn)工件加工的機床,與人們所熟知的車床和銑床相比,電火花成形機床的主軸(zhóu)有以下三個特點:
1)主軸是做上下直線運動的,而一般意義上的主軸(zhóu)是做(zuò)旋轉運動的。
2)主軸(zhóu)的作用是用來安裝電極,在機(jī)床工作時,在電極(jí)與工(gōng)件之間產生電弧,從而做無切削加工,主軸受力較小。因而,一般地,電火花成形機床的主軸重量不大。以 CNC450電火花成形機床(chuáng)為例,其主軸重量為25kg。
3)主軸和工作台需要相互垂直。其垂直度不得大於(yú)國家標準規定的數值。以 CNC450電火花成形機床為例,主軸和工作台的垂直度(dù)要求為:在 X—Y 平麵內和X—Z 平麵內的(de)垂直度均為0.015mm。
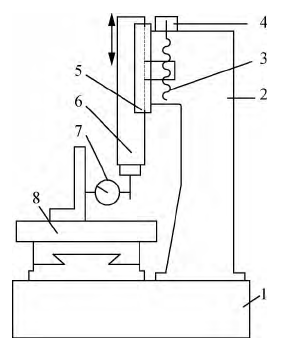
圖1 機床結構示例圖
1.床身 2.立柱 3.絲杆 4.電機座5.主軸座 6.主軸 7.指示器 8.工作台
2.主軸裝配與檢測
為了達到主軸與工作台的垂直度要求,裝(zhuāng)配人員需要(yào)完成以下幾個步驟:(1)將主軸安裝在主軸座上;(2)檢測主軸和工作台的垂直度;(3)如果檢(jiǎn)測的垂直度數(shù)值大於規定的(de)數值(zhí),則調整主軸座。一般地需(xū)要(yào)反(fǎn)複檢測與(yǔ)調整,才能滿足要求。在檢測主軸和工作台的垂直度(dù)時,需要手動轉動(dòng)主軸絲杆,使主軸做上下運動[2]。這種移動主軸的方法使(shǐ)得裝配人員非常不方便(biàn),在檢測時裝配(pèi)人員需要觀察檢測數據,常常需要另一(yī)個人(rén)員幫助轉動絲杆,增加了勞動強度。另一方麵,人工移動主(zhǔ)軸的速度也不穩定,影響檢查效果。
3.主軸自動移(yí)動方法
針對以上情況,本文設計了一(yī)種(zhǒng)采用直流伺(sì)服電機驅動主(zhǔ)軸絲杆的方法,從而實現自動移(yí)動(dòng)主軸。
3.1 組成
主軸(zhóu)自動(dòng)移動方法由直流伺服電機、控製櫃、操作麵板等組成。在選擇驅動電機時,分別對三相異步電機、交(jiāo)流伺服電機和直流伺服(fú)電機的(de)使(shǐ)用特點進行了對比分析(xī)。三相異步電機控製簡單,成本低,但運行不平穩,不適合驅動主軸運(yùn)動做精度檢(jiǎn)測。交流伺服電機運行平穩(wěn),是常用的數(shù)控機床運動件的驅動元件,但需要驅動器及控製元件(如控製(zhì)係統或 PLC 等),使用成本高,控製電路(lù)聯接不方便,不適合在機床的機械裝配時使用。直流伺服電機避免了上述兩者的不足之處。該(gāi)電機隻要輸入直(zhí)流(liú)電壓便可運行,其轉速與輸入電壓成正比[3]。依據電機扭矩選擇計算方法,通過計算,選用型號為 M818T—031的(de)直流伺服電(diàn)機,其額定電壓為48V,額定轉速為3 000r/min,功率為 180W。當輸入額定電(diàn)壓48V 時,電機轉速為3 000r/min。一般地,在做主軸垂(chuí)直度檢測時,移動速度以S=5 000mm/min左右為宜。若絲杆螺(luó)距 P=5mm,則電機轉速
據此,選用數控機(jī)床廣泛(fàn)使用的開關電源作為電(diàn)壓變換 元 件。 該 電 源 輸 入 AC220V 交 流 電 壓,輸 出DC24V 直流電壓。輸出電壓穩定,抗幹擾能力強,用(yòng)方便。雖然輸(shū)出電壓比計算的要高一些,但可以通過電位器(qì)將電壓(yā)調低(dī),同時,適用於當絲(sī)杆螺距發生變化或者操作(zuò)者需要增加(jiā)主軸移動速(sù)度的情況,擴大了該方法的適應範圍。該方法配有一個專用的控製櫃,用以安裝與該方法(fǎ)配套(tào)使用的控製電路。該(gāi)控製櫃大小為 400mm×300mm×500mm,體積小,便於使用(yòng)。操作麵板安裝在控製櫃上,供裝配人員操(cāo)作。操作麵板(bǎn)上設有電位器,用(yòng)以調整供電機使用的電(diàn)壓;設有(yǒu)按鈕 SB0、SB1和 SB2,分別用作主軸停止、主軸向上移動和主(zhǔ)軸向下移動的控製。
3.2 控製電路
當直流伺服電機(jī)的 A 相與直流電壓的正極相聯時,電機正(zhèng)轉,此時主軸向上運動;當直流伺服電動的B相與直流電壓的負(fù)極相聯(lián)時,電機反轉,此時主軸向下運動。根據這一原理,設計的電機控製電路如圖 2所示。
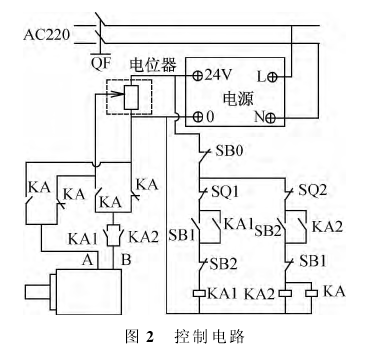
該控製電路的工作原理如下[4]:1) 開 關 電 源 輸 入(rù) AC220V 交 流 電 壓,輸 出(chū)DC24V 直(zhí)流電壓。通過電位器(qì)的調節,使其輸出電壓在0~24V 之間變化,從而調整電機的轉速。2)開關電源輸出(chū)的 DC24V 在為電位器提供電壓的同時,也為中(zhōng)間繼電器的線圈提供電(diàn)壓。3)原理圖中直流伺(sì)服電機上方的電路的作用(yòng)是直流電 壓 換(huàn) 相 電 路。 當 KA 線 圈 不(bú) 得 電 時,電 機 A相與 DC24V 的正(zhèng) 極 相聯,電機正轉;反 之,當 KA 線圈得 電 時,電 機 A 相 與 DC24V 的 負 極 相 聯,電 機反轉。4)初始狀(zhuàng)態時(shí),電機 A 相與電源的 24V 正極相聯,但 B 相與電源(yuán)的(de)0V 之間(jiān)是斷(duàn)開的(KA1與 KA2均失電),此時電機停轉(zhuǎn),主軸處於靜(jìng)止狀態。5)當按下 SB1按鈕時,通(tōng)過 KA1使電機(jī) B 相與電源的0V 接通,電機正(zhèng)轉,主(zhǔ)軸向上運動,當主軸運動(dòng)到上限位開關SQ1時,KA1失電,使電機停轉。6)當按下SB2按(àn)鈕時,KA 得電,電機的 A 相與電源0V 之 間相聯,通過 KA2 使(shǐ) 電機 B 相 與 電 源 的24V 接通,電機(jī)反轉,主軸向下運動,當主軸運動到下限位開關SQ2時,KA 和 KA2 均失(shī)電,KA 失電使電機的 A 相的電壓(yā)極性又改變成與 24V 相聯,但 KA2斷開了電機的 B相(xiàng),電(diàn)機停轉。7)在 電 機 運 轉 過 程 中 按(àn) 下 SB0 按 鈕(niǔ) 時,KA、KA1、KA2均失(shī)電,電機停止運轉。
4.方法(fǎ)應(yīng)用
將(jiāng)機床主軸安裝在(zài)主軸座上後,在主軸運行的上、下兩個(gè)極 限 位 置 安 裝 相 應 的 行 程 開(kāi) 關 SQ1 和 SQ2。同時將直(zhí)流伺服電機安裝在電機座上,並與絲杆相連接,如圖3示。
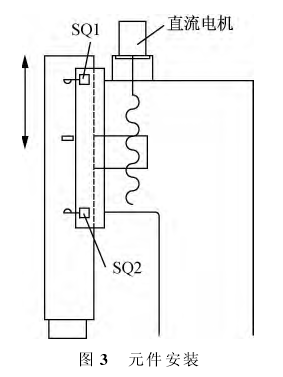
然後(hòu)按照圖2的電(diàn)氣原理,在電器櫃中和操作麵板上安裝相(xiàng)應的控製元件,並按照原理圖完成控製電路的(de)聯(lián)接。在上述(shù)工作(zuò)的基(jī)礎上(shàng),按照主軸垂直度檢驗規(guī)範,調(diào)整好檢驗儀器,按下對應的按鈕(niǔ),控(kòng)製主軸向上(shàng)運動(dòng)和向下運動,進行精度檢查。
5.結論
在電火花成形機床產品裝配中,成功使用上述方法。實踐證(zhèng)明,該方(fāng)法具有(yǒu)以下幾個優點:(1)方便了裝配人員。原有的方法在做精度檢(jiǎn)測時,由裝配人員觀察指示器的情況,需要另一個人員幫助轉動(dòng)絲杆,效率低下。(2)由於電機運行平穩,避免了人工轉動絲杆時產生的(de)主軸運(yùn)動不平穩現象,使精(jīng)度(dù)檢查數值更加可信。(3)該方法成本(běn)低,同時可以作為一種(zhǒng)設備,在其它類似機床裝配(pèi)時使(shǐ)用(yòng)。
投稿(gǎo)箱:
如果您有機床(chuáng)行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量(liàng)數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據