


摘(zhāi) 要:汽輪(lún)機產品具有多(duō)形態、多規格的特點,但是在閥門、空(kōng)心軸、套筒等部件(jiàn)中,都存在大直徑、長深度的內孔,這些內孔(kǒng)加工要(yào)求精度都比(bǐ)較高,而且由於表(biǎo)麵硬度比較大,采用常(cháng)規車削的方式加工的時候(hòu)存(cún)在難(nán)以加工、切削讓刀、加工(gōng)發顫(chàn)等(děng)一些現(xiàn)象。文中所研究(jiū)的是一種加工該類內孔的(de)磨(mó)削工具(jù),能夠很好地解決這類加工製造問題。
關鍵字:汽(qì)輪機;深孔加工;電(diàn)磨頭
0 引(yǐn) 言
在汽輪機產品閥門、空心(xīn)軸、套筒等部件(jiàn)中,由於設計結構(gòu)及強度要求,這些產品的內孔是屬於細長結構定位內孔(kǒng),有比較(jiào)高的(de)精度要求。如以哈汽輪(lún)機公(gōng)司的某型式閥門而言,在閥門閥座尺寸(cùn)上會有一段定(dìng)位內孔,且為了提高結(jié)構耐磨性,該段閥門內(nèi)孔表麵進行滲氮處理,硬(yìng)度(dù)很高,采用車削方式難以加工,一般需要采用磨削的方式進行加工。本文所研究的即是一種自主設計的新(xīn)型磨削工(gōng)具,通過與普通車床相結合,采用車床刀架拖板作為磨削工具的進給(gěi)軸,進而進行該型式內孔的磨(mó)削。
1 、內孔磨削(xuē)工具的基本工藝過程安排
結合產品的加(jiā)工要求,由於磨削精度比較高,因此加工時間、成本都(dōu)會比較高,采用本磨削工(gōng)具時,用於對產品的精加(jiā)工,用於對產品最終狀態下的尺寸(cùn)的控製(zhì),加工餘量基本應該為0.2 mm左右。采用本方法的時候,基本(běn)工藝過(guò)程安排如下:1)第一步為測量加工餘量,得出需要采用(yòng)磨削工具加工時的磨(mó)削量;2)將(jiāng)本工具安裝在車床上,檢查各個接口位置的安裝合理性(xìng)及安裝(zhuāng)穩定性,檢查無(wú)誤後將待加工產品件裝夾在車床上找正各端(duān)麵及外圓,使得(dé)產(chǎn)品滿足加(jiā)工(gōng)的基準要求(qiú);3) 將本磨削工具與車床進行連接後,進行砂輪的安裝、對刀及磨削轉速、產(chǎn)品轉速、進給速(sù)度等參數的選擇;4) 采用邊(biān)測量邊加工的方式,對刀後對產品進行磨削加工,並注意控製參數的穩定性,應控製(zhì)砂輪的磨削量,以防止砂輪的磨損(sǔn)過大,導致磨削出現(xiàn)質量(liàng)問題(tí);5)記錄最終合格的(de)結果,並(bìng)清理毛刺及表麵雜質。
2 、內孔磨削工具的設計簡述
由上述工藝總方案可以看出,該磨削工具適用於剩餘加工餘量不大的磨(mó)削精加工,與(yǔ)車床配合使用,將產品安裝(zhuāng)在臥車上後,將(jiāng)本磨削工具安裝在車床刀架或者刀塔上,通過進給(gěi)絲杠及調整絲(sī)杠控製刀架的位置,進(jìn)而控製磨(mó)削砂輪的位置,從而進行磨削。
依據(jù)上述(shù)設計思路(lù)簡述,本設(shè)計方案圖樣結構簡圖如圖1。
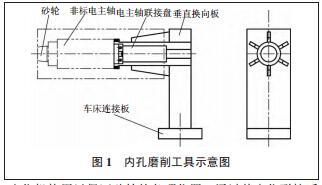
依據圖1所述,磨削工具的各部分功能如下:1)車床聯接板用(yòng)於與車床刀架或者(zhě)刀塔的聯接,內部設有聯接定位機構用以(yǐ)保證砂輪的各(gè)項位置,通過其定位聯接(jiē)後可以將刀架的橫向及進給運動轉化到該工具上,進(jìn)而實現砂輪的位置移動及進給,實現調(diào)整及切削;2)垂直換(huàn)向板(bǎn)及電主軸聯接盤是用於聯接磨削工具驅動裝置的機構及部件,通過機構保證(zhèng)驅動裝置的方向與待加工內孔的方向一致(zhì),即砂輪的軸線方向是沿著待(dài)加工內孔的軸線方向,設計時(shí)依據(jù)機構及重量確定垂(chuí)直換向板(bǎn)的重量及安裝法蘭(lán)螺栓的直徑,設計時需要計算剛性及強度(dù);3)非標電(diàn)主軸為本裝置的驅動部件,功能(néng)上設(shè)計時為(wéi)了實現砂輪的高速旋轉,進而實現磨削加工,在結構上該非標電主軸采用小(xiǎo)直(zhí)徑設(shè)計,使得加(jiā)工時的(de)內孔直徑範圍可以(yǐ)很大;電主軸采用變頻調速結構,使得可以(yǐ)實現不同轉速的調節,滿足加工參數需求;電主軸前麵采用標準的國標砂輪安裝接口,滿足大的通用性;4)砂輪采用(yòng)國標設計,可(kě)以采用不同(tóng)材質或者(zhě)直徑參數,且易(yì)於采購。
3 、結 語
通過以上方案(àn)可以得出,該磨削工(gōng)具采用與車床聯接的方式,可以實現在車削完成後不用二次(cì)裝夾直接(jiē)進行加工(gōng)的有點,減少了(le)工作量也(yě)提高了(le)精度;通過采用非標電主軸的結構(gòu)可以實現大範圍的速度調節,且配備的變頻(pín)調節器使得調整高效方便,可(kě)以(yǐ)滿足加工(gōng)要(yào)求;通過采用這(zhè)樣的附件工具,滿足內孔高精度的加工要求,經濟、高效地實現完成產品的磨削加工(gōng)。
如果您有機床行業、企業(yè)相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月(yuè) 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區(qū)金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據