


車床上加工孔係的工藝裝備
2017-4-6 來源:江蘇清拖農業裝備有限公司 作(zuò)者(zhě):朱海燕(yàn),李軍
摘要(yào):文章介紹了一種在(zài)車床上使用工藝裝備加工孔(kǒng)係的加工方法,通過設(shè)計(jì)和調試,此工(gōng)裝保證了孔係的加工精度及要(yào)求。
關鍵詞:車床;工藝裝備;孔(kǒng)係
對於具有孔係的零件(jiàn)來說,特別是精度要求高的,多在鏜床上(shàng)或(huò)專機(jī)上加工,對(duì)於一般的零件(jiàn),多采(cǎi)用鑽、鉸(jiǎo)的工藝方(fāng)案來加工製造,就工藝成本來講,盡量安排在普通設(shè)備上加工(gōng),如普(pǔ)通車床、鑽床等,這樣才能使加工製造(zào)成本最低。
1.本工件在此工裝(zhuāng)的加(jiā)工
如圖(tú) 1 所示(shì),它是某農業機械上的一個零件(jiàn),其主要尺寸及形位公(gōng)差要求如圖。
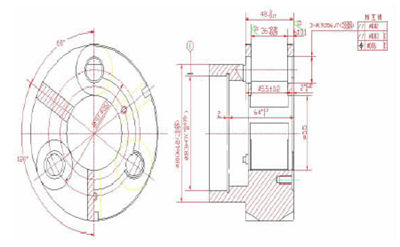
圖 1 零件(jiàn)的主要尺寸及形位公差要求示意圖
對於(yú)其上的孔係 3-φ19.056J7(+0.012-0.009)的加工就有較高的要(yào)求,當然,利用數控(kòng)鏜(táng)床或在加工中(zhōng)心上加(jiā)工 3 個孔,也不失為一(yī)種好方法,但其加工成本就會增(zēng)加。因此為了更好地利用普通車床,減小鏜(táng)床的負荷,並降低加工成本,設計了一套用在車床上的(de)工裝,以(yǐ)車(chē)床(chuáng)代替鏜(táng)床加工 3-φ19.056J7(+0.012-0.009),取得了很好的效果,同時也充分的利用了車床。工裝如圖 2 所示。該工裝由四部分組(zǔ)成:過渡連接盤部分、配重平衡部分、定位及夾緊部分、加工孔的粗定位部分。本工裝要求一次裝夾好工件(jiàn)後 ,通過分度裝置實現對3-φ19.056J7 孔(kǒng)的加工。
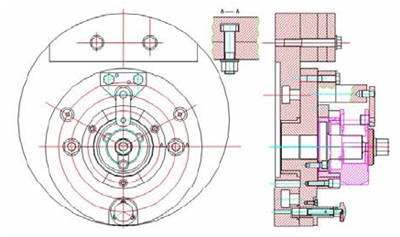
圖(tú) 2 車床的工(gōng)藝裝備
2.本工件利用此工裝的加工方法
除 3-φ19.056J73 及 3 螺孔(kǒng)外(wài)其餘均加工好,利用工裝加工前,粗鑽 3-φ19.056J7 至 3-φ17.5,加工時(shí),先(xiān)將工件(jiàn)按(àn)圖 2 所示裝在工裝(zhuāng)上,利(lì)用粗定位(wèi)塊,將工件定好位(wèi),再將工件、轉盤和工件緊固成一體。此時(shí)將(jiāng)錐形插銷鬆開使轉盤在過渡連接盤上定好位。最後(hòu)將 T 型螺栓上的螺(luó)母旋緊使轉盤和過渡連接盤緊固(gù)成為一體。現在拿去粗定位裝置,加工第一個孔。當第一個孔加工(gōng)好後,將轉盤上的兩個緊固(gù)螺母鬆開,將插銷拔出,使轉盤旋轉一個角(jiǎo)度(120°),再將緊固螺母旋緊即可加工此孔。按如此順序可(kě)以將三個孔加工(gōng)好。
通過使用(yòng)、分析、比較可(kě)得此工裝有三個優點:①利用車刀代替了鏜刀,從剛度上得到了(le)很好的(de)保證(因孔小,利用鏜床時,鏜杆較細,剛度較差)。②孔徑的尺寸在車床上易於控製,可以省去專用的粗、精鏜刀,降低了輔助成(chéng)本。③利用工裝上的分度裝置進行分度,可以避免象鏜床的坐標(biāo)輸入的失誤,同時降低了對操作工技術水(shuǐ)平的要求。
3.本工(gōng)裝在設計和調試中的技術要求
本工裝在設計和調試中的技術要求:①轉盤回轉中心(xīn)與過渡連接盤偏心距精度要高。②轉盤的回轉中心孔與過渡連接盤之間采用小間隙配合(H6/h6)。③三個定位銷孔對回轉中心的位置精度要高。④整個工裝的動平衡要有嚴格的要求,因此,在工裝調試時(shí),要對工裝的配重進行合理的配置,以(yǐ)使其在工作時轉動平穩。在本工裝中(zhōng)利用了粗定位裝置,可(kě)以(yǐ)使在車床上加工時孔的加(jiā)工餘量比較均勻,且使前(qián)一道工序(xù)的加工誤差能夠得到(dào)很好的(de)矯(jiǎo)正,誤差複映(yìng)小,這樣就能更好地保證所加工孔的精度。利用本工裝通過批量生產的驗證,其(qí)各檢驗項目均達到圖紙設計要求,該裝備裝夾方便,加工質量穩定,且很好地利用了普通車床。
投(tóu)稿(gǎo)箱:
如果您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘(chéng)用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據