


液體靜壓主軸回(huí)轉精度(dù)測試方法(fǎ)的研究
2017-3-29 來源:空軍勤務學院航空四站係 作者(zhě):浮燕,李想,王輝
摘要:在分析現有主軸回轉精度測試方法的基礎上,研究了(le)一(yī)種兩點法主(zhǔ)軸(zhóu)回轉精(jīng)度測試方法(fǎ)。該(gāi)方法(fǎ)首先在主軸(zhóu)空載(zǎi)條件下,采用“標準球(qiú)法”測(cè)得主軸回轉誤(wù)差,采用“垂直布置兩點法(fǎ)”在主軸軸(zhóu)頸上定(dìng)點采樣,從采樣數據中(zhōng)減(jiǎn)去對應位置的主軸回轉(zhuǎn)誤差,得出主軸圓(yuán)度誤(wù)差(chà);然(rán)後在主軸加(jiā)工條件下,利用第一(yī)步中的“垂直布置(zhì)兩點(diǎn)法”在(zài)主軸上定點采樣,從實時(shí)采樣數據中減去第一步測得(dé)的主軸圓度誤差,最終得出主(zhǔ)軸加工條件下的動態(tài)回轉誤差。結果表明:提出的兩點法主軸回轉精度測試方法是有效可行的。
關鍵詞:主軸;回轉(zhuǎn)精度;二點法(fǎ);誤(wù)差分離
0.前言
回轉精度是衡量超(chāo)精密機床主軸的關鍵技(jì)術指標,是影(yǐng)響機床加工誤差的重要因素。文中以(yǐ)高(gāo)速精密機(jī)床廣泛采用的液體懸浮式主軸為研究對象,測試其(qí)在加工條件下的回轉精(jīng)度。主軸空(kōng)載條(tiáo)件下,流體懸(xuán)浮電主軸誤差運動的重複性很好,以同步誤差為主,異(yì)步(bù)誤差近似為正態分布(bù)噪聲,可采用多個采樣值平均的方法減小和消除,利用誤差分離技(jì)術即可測得主軸回轉精度。主軸加工條件下,機床主軸回轉誤(wù)差運動受供油壓力、脈動轉矩等動力學因素及環境噪(zào)聲等隨機因素的影響,往往表現出較強的非周期性、非平穩特性,傳統的主(zhǔ)軸回轉誤差測試技術不再適用,需要尋找(zhǎo)更合適的數據處(chù)理(lǐ)和分析(xī)方法(fǎ)。
1.主(zhǔ)軸回轉軸線(xiàn)和回(huí)轉誤(wù)差的定義
要實(shí)現(xiàn)對主(zhǔ)軸回轉精度的測試,首先要明確主軸(zhóu)回轉軸線(xiàn)和回轉誤差的(de)定義。根據“cIRP統(tǒng)一文件”規定,主軸回轉軸線是指主軸繞其轉動的直線,該直線與主軸固定連接,並與主軸一(yī)同相對於另一(yī)條稱為軸線平均線(xiàn)的直線做軸向、徑向和角(jiǎo)度運動,軸線平均(jun1)線是(shì)固(gù)定不動的,它處於回轉軸線(xiàn)的平均位置上‘¨。主軸實際回(huí)轉軸線相對於其理想回轉軸(zhóu)線的位置變(biàn)動,被定義為主軸回轉(zhuǎn)誤差,其基本運動形式如圖(tú)1所示。
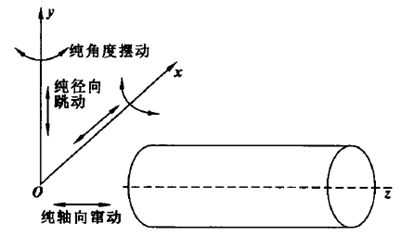
圖1 主軸回轉誤差運動示意圖
2.現有主軸回轉精度測試方法
2.1傳統測試方法
2.1.1單點法
單點法使用一個傳感(gǎn)器在被測截麵的一個方向上獲取數據,在理想測試條(tiáo)件下,其測(cè)量結果是(shì)主軸回轉誤(wù)差在傳感器軸線(xiàn)方向上的分量與被測截麵形狀(zhuàng)誤差的疊(dié)加。
2.1.2垂直布置式兩點法(fǎ)
垂直布置式兩點法使用兩個垂直布置的傳感器在被測截麵的兩個方向獲(huò)取數據,通過合(hé)成兩組數(shù)據,在平麵內刻畫(huà)主軸軸心軌跡。該方法不能實現誤差分離,多在被測截麵形狀誤(wù)差遠小於主(zhǔ)軸回轉誤差測試條件下使用。
此外,伍良生教授等口1開發了(le)一(yī)種數理統計法誤(wù)差分(fèn)離技術(shù),該方法同(tóng)樣采用兩個垂直布置的傳(chuán)感器進(jìn)行測量(liàng),結合了高速高精度主軸的特點及主軸軸心運動(dòng)的統計(jì)規律特性,運用數學(xué)統計理論實現誤差分離。
2.1.3反(fǎn)向法
反向法是Donald8叫【31在1972年首先提出(chū)的,它使用一(yī)個傳感器在被測截麵的兩個相反(fǎn)方向上獲取數據,其工作原理如圖2所示。
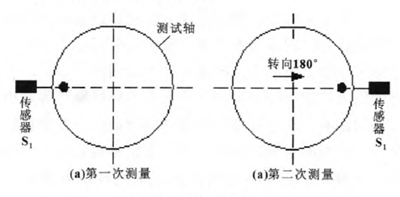
圖2反向法原理圖
首先使用一個傳感器對安裝在主軸上(shàng)的標準球進行第(dì)一次測量(liàng),得到反向前讀數值(zhí)s。(p),然後軸係不動,標準球和傳(chuán)感(gǎn)器各(gè)自(zì)相對於軸係轉動1800,再進行第二次測量,得到(dào)反向後讀(dú)數(shù)值S:(p)。其中|s。(p)和S:(口)均包含被測截麵(miàn)形狀誤差和主軸回轉誤差,並有如下關係:
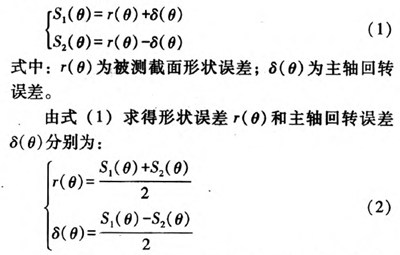
在理想測試條件下,反向法能夠實現誤差分離,得出主軸(zhóu)回轉(zhuǎn)誤差在傳感(gǎn)器軸線方向上的分量,但其對傳(chuán)感器及標準球的轉位精度要求較高。
2.1.4對稱布置式兩點法
對稱布置式兩點法㈨使(shǐ)用兩個對稱布置的傳感器(qì)在被測截麵的兩個相反方向上獲取(qǔ)數據,其工作原理如圖3所(suǒ)示。
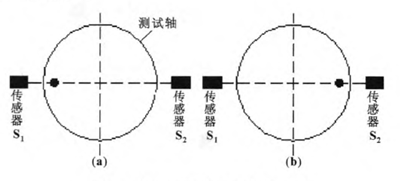
圖3對(duì)稱布(bù)置式兩點法原理圖
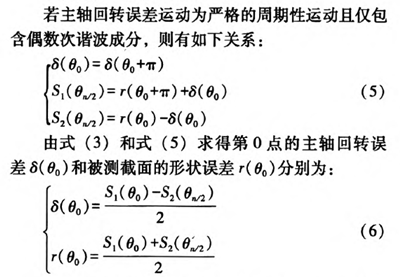
由上述原(yuán)理類推,可求出第l,2,⋯,n一1點的結果。對稱布(bù)置式兩點法多在主(zhǔ)軸回(huí)轉誤(wù)差以偶數次諧(xié)波成分為主測試條件下使用,在理想測試條件下,其測量(liàng)結果(guǒ)是主軸回轉誤差在傳感器軸線方向上的分量。
2.1.5傳統三(sān)點法圓度(dù)誤差分離方法
1966年日本學者青木保雄(xióng)等”1提出(chū)三點法圓度誤差分離技術。其工作原理如圖4所示。
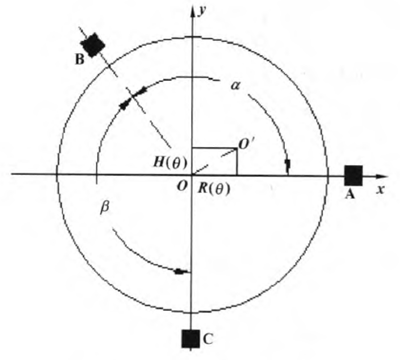
圖4 傳統三點法原理圖
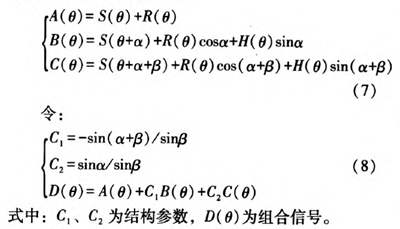
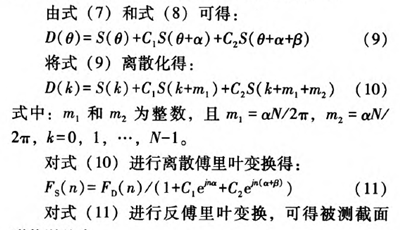
為主(zhǔ)軸(zhóu)回轉中心(xīn),D為3個(gè)傳感器A、B、c軸線的交點,且(qiě)。處於o’的平均位置上,a、JB為傳感器安(ān)裝角,.s(p)為被測截麵形狀誤差,R(口)、日(一)分別為主軸回轉誤差在菇軸和y軸上的分(fèn)量。3個傳感器同時采(cǎi)樣。主(zhǔ)軸轉動一周,傳感器在被(bèi)測截麵上均角采樣Ⅳ點,獲(huò)得的測量信號分別為A(p)、B(p)和c(口(kǒu)),其輸出為:
傳統三點法能夠實現誤(wù)差分離,測試快捷,滿足實時(shí)在線測量要求,但存在原理誤差,對傳感器的安裝定位精度(dù)要(yào)求較高。萬德安、劉海江哺1在傳統(tǒng)三(sān)點法的基礎上通過重新布置(zhì)3個傳感器的安(ān)裝角(jiǎo)直接獲得(dé)主軸回轉誤(wù)差的各次諧波分量j洪邁(mài)生、鄧宗煌等門1提出了精確的時域三點法圓(yuán)度誤差分離(lí)方法,該方法基於誤差分離技術的原則,僅需在時域(yù)上直接對實測數據按簡便代數式進行遞推即可進(jìn)行分離運(yùn)算,因而(ér)更為方便,實時性也更強,但是,初值(zhí)問題(tí)會影響時(shí)域三點法的分離(lí)精度。
3.兩點法主軸回轉精度測試方(fāng)法
以高速精密機床(chuáng)廣泛采用的液(yè)體(tǐ)懸浮式主軸為(wéi)研究對象,測試其加工條件下的主軸回轉精度。非(fēi)加工條件下,流體懸浮主軸回轉誤差運動的重複性很好,以同步誤差為(wéi)主,異步誤差近似為正態分布(bù)噪聲。加工條(tiáo)件下,流體懸浮主軸回轉誤差運(yùn)動受供油壓力、脈動(dòng)轉矩等動力學因素及環境(jìng)噪聲等隨(suí)機(jī)因素的影響,往往表現出較強(qiáng)的非周期性、非平穩(wěn)特性¨1,傳統的主(zhǔ)軸回轉精度測試(shì)方法不再適用。文(wén)中提出一種簡便、準確的(de)兩點法(fǎ)主軸回轉精度測試方法,有效地解決了這一問題。
第一步,在主軸空載條件下(xià),利用垂直布(bù)置的傳感器A和傳感器B在安裝於(yú)主軸軸端的高精(jīng)度標準球上采樣,如(rú)圖5所示。忽略標準球的形狀誤差,通過濾除基波消除偏心誤差,通過取多周采樣(yàng)數據的平均值消(xiāo)除隨機誤差,得到空載條件下的主軸回轉誤差。
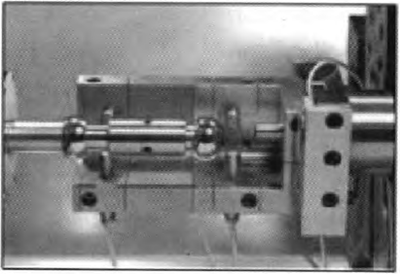
圖5標準球測試法
第二(èr)步(bù),在主軸空載條件下,利用垂(chuí)直布置的(de)傳感器A和傳(chuán)感器B在主軸軸頸上嚴格定點采樣,如圖6所示。通過濾除基波消除偏心誤差,通過取多(duō)周采樣數據的平均值(zhí)消除隨機誤差。從采樣數據中減去第一步測得的對應采樣位置上的主軸回轉誤差值,得出主軸被(bèi)測截麵圓度誤差。
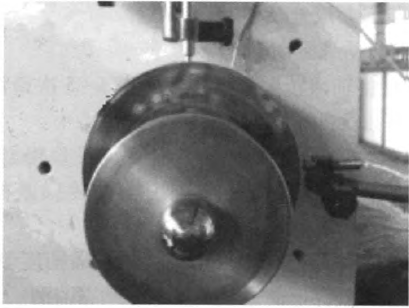
圖6兩點測試法
最後,在加工條件下,利用(yòng)第二步安裝好的“垂直(zhí)布置兩點法”在主軸上嚴格定點采樣,從實(shí)時采樣數據中減去第二步測得(dé)的對應采樣位置上的主軸圓度誤(wù)差(chà),即(jí)可得出加工條件下(xià)的主軸動態回(huí)轉誤(wù)差。
4.實驗研究
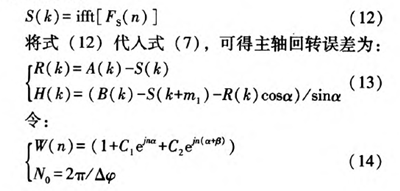
被測對象(xiàng)為自主(zhǔ)開發的35 kW/6 000 r/IIlin超高速磨削電機(jī)內置式液體懸浮電主軸試驗(yàn)台,如圖(tú)7所(suǒ)示。
圖(tú)7超高速磨削電機內置(zhì)式液體懸浮電主軸
測試係統采用美國雄獅精儀公司的CPLl90回(huí)轉測量儀,如圖8所示(shì)。

圖8主軸回轉精度測試係(xì)統
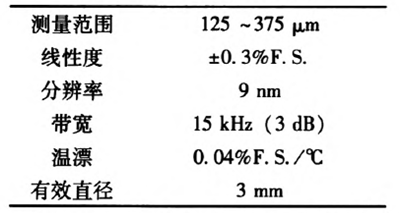
CPLl90回轉測量儀利用兩個垂(chuí)直布置的傳感器實現主軸徑向(xiàng)回轉誤差的兩點法(fǎ)測(cè)量,忽略了標準球(qiú)的形狀誤差,並通過濾除基波消除偏心誤差,其(qí)傳感(gǎn)器的主要技術參數如表1所示。
表1傳感(gǎn)器主要技術指標
利(lì)用(yòng)cPLl90回轉測量儀中的兩個傳(chuán)感器組成如圖6所示的傳(chuán)感器(qì)布置方式,直接在主軸外圓輪廓上采樣(yàng)。借助CPLl90回轉測量儀的硬件係(xì)統,即可實現兩點主軸回轉精度測(cè)試(shì)方法。
4.1 非加(jiā)工條件下主軸回轉誤(wù)差測量
降(jiàng)低環境(jìng)噪聲,僅用(yòng)液(yè)壓工作(zuò)站給(gěi)軸係供給穩定的油壓,液(yè)體(tǐ)懸浮主軸在油壓的作用下發生自轉,主軸此時的誤差運動主要由軸係的結(jié)構(gòu)因素確定,以周期性成分為(wéi)主。
首先,利用(yòng)CPLl90回轉測量儀在標準(zhǔn)球上采樣(yàng),通過濾除基波消除偏心誤差,得到主軸回轉誤差,如圖9所示(shì)。
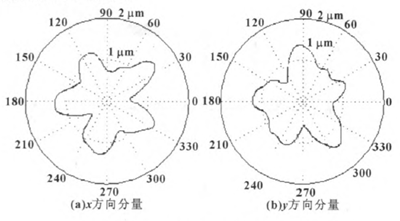
圖9主軸回轉誤差(chà)圖
然後,利(lì)用兩點(diǎn)法在主軸軸頸上直接采樣,並取多周采樣數據的平均值以消除隨機誤差的影響。從采樣數據中減去第一步測得的主軸回轉誤差,得到(dào)主軸被(bèi)測截麵圓度誤差,如圖10所示。
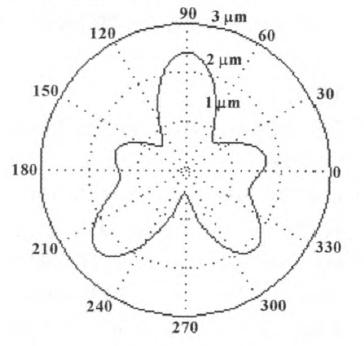
圖10主(zhǔ)軸被測截麵圓度誤差
4.2加工條件下主軸回轉誤差測量
利用VFD—B變頻器啟動電動機(jī),通過連續調節變頻器的頻率,增加電機的轉矩(jǔ)脈動(dòng),模擬主軸受動力學因素等隨機因素的影響情況。采用兩點法在主軸軸頸上直接采樣,利用(yòng)CPLl90回轉測量儀上的編(biān)碼盤,確保主軸被測截麵上的采樣點始終不變。從(cóng)采樣數據中減去之前得到的主軸被測截麵圓度(dù)誤差,即可(kě)得到加工條件下的主軸回轉誤差,如圖1l和圖12所示。
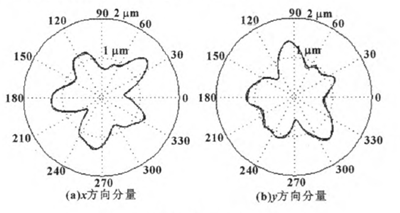
圖11 主軸回轉誤(wù)差極坐標圖

圖12主軸回轉誤差幅值譜圖
從圖11和圖12可看出:主軸回轉誤差以(yǐ)同步誤差(chà)成分為主,其中3次及5次諧波成分占(zhàn)有較大比重(chóng),異步誤差成分較小。
4.3實驗(yàn)結果分析
(1)主軸回轉誤差頻譜主要由(yóu)1~5次諧波分量組成,並以3次、5次為主(zhǔ)。
(2)主軸(zhóu)圓度誤差與主軸回轉誤差相似性強,說明主軸的(de)圓度誤差是造成主軸回(huí)轉誤差的重(chóng)要因素。
(3)利用兩點法測得主軸(zhóu)被測截麵(miàn)圓度誤差後,可實現加工條件下的主軸回轉誤差動態監測(cè)。
5.結束語
研究了一種簡便、準確(què)、能在主軸加工條件下對其進行回轉精度測試的兩點測量法,闡述了該測試方法(fǎ)的理論,給出了完整的測(cè)量方法及具體的數據處理(lǐ)方法。經理論與實驗研究(jiū)證實,提出的兩點法主軸回轉精度測試方法是有效可行的。
投(tóu)稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月(yuè) 基本型乘(chéng)用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年(nián)10月(yuè) 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據