


摘要:激光切割機床在切割板材(cái)時不同的聚焦鏡(jìng)焦點位置對穿孔和切割效果有較大(dà)影響,因此需(xū)要頻繁調整聚(jù)焦鏡的焦點位置來實(shí)現板材90T中快速穿孔和切割。如果進行手動焦點調整,則(zé)操作(zuò)繁(fán)瑣,而且影響效率。變形鏡的曲率變(biàn)化可以使激光光束在傳導至聚焦鏡時焦點(diǎn)隨之(zhī)變化,因此可以將變形鏡應用在激(jī)光機床上作為自動調整焦點裝置,從
而提升機床使用效率。
關鍵(jiàn)詞(cí):變形鏡(jìng);焦點;激光機床
0 引言
激光切割機在板(bǎn)材加工中的應用越來越廣(guǎng)泛,但由於(yú)早期機床技術(shù)薄弱,機床功能不太完善,僅僅能夠勉(miǎn)強滿足使用(yòng)。而目前激光技術發展突飛猛進(jìn),機床(chuáng)原有功能已不能適應當前需要,如果能在相關功能上進行(háng)改造,可以(yǐ)提高機床性能,在花費盡可能少的情(qíng)況下就可以滿足客戶的需要。某公司欲(yù)對早期購買的(de)數控激光切割機在提高機床加(jiā)工效率上進行(háng)相關改進。
1、背景技術
該機床為2008年的激光切(qiē)割機,該機床采用FANUC C02的4 kW激光器,數控係統為FANUC 18i—L。通過對該機床的結構(gòu)、性能、精度等進行(háng)全麵分析,我們發現機床性能良好,切割速度快,工件的切割斷麵光潔。但是切割頭的(de)焦點調整為手動調整,比較繁(fán)瑣和費時(shí);同(tóng)時機床(chuáng)在加工6 mm厚以上的碳鋼板(bǎn)材,穿孔時間過長(zhǎng),嚴重(chóng)影響了機床的加工效率(lǜ)。因此僅(jǐn)需縮(suō)短機床切割時的穿孔時間和焦點自(zì)動調整改進就可以提高機床整個加(jiā)工效率。
2 、設計原理
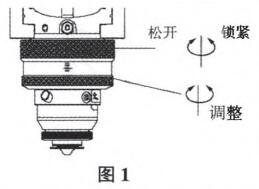
由(yóu)於激光切割機床(chuáng)在切割(gē)板材時不同的聚焦鏡焦點(diǎn)位置對穿孔和切割(gē)效果(guǒ)有較大影響,因此需要頻(pín)繁調(diào)整聚焦鏡的焦點位置。早期(qī)機床一般采用的是通(tōng)過手動調
整切(qiē)割頭焦點,如圖1。
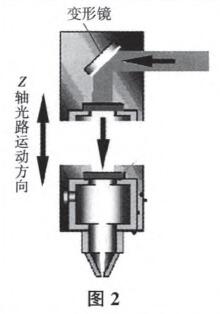
在切割碳鋼板材時,切割(gē)時焦點在板材表麵左右(yòu),而實際上穿孔(kǒng)時焦(jiāo)點在板材下則更易(yì)穿透,如果(guǒ)通過采用(yòng)變形鏡能自動調節焦點位置,就可以使穿孔時間大大縮短,提高碳鋼穿孔的加工效(xiào)率,如(rú)圖2。
同時在加工不(bú)鏽鋼(gāng)材料(liào)時,以前隨著板(bǎn)厚不(bú)同而頻繁手動調節切割頭焦點,通過采用變型鏡可以自動控製聚焦鏡焦點位置,也就提高了不鏽鋼材料的加工效率。因此可以通(tōng)過采用0~10 V模擬量電壓控製比例閥的氣壓使變形鏡(jìng)的曲(qǔ)率變化,從而使聚(jù)焦(jiāo)鏡的焦點隨之(zhī)變化。
3、線路整改
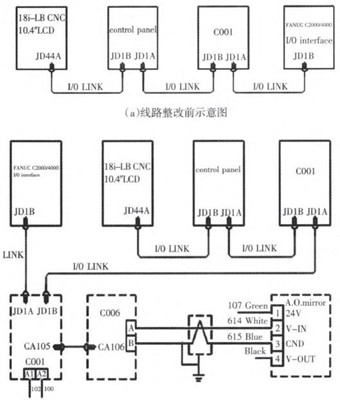
在FANUC 18i—LB係(xì)統上增加變(biàn)形(xíng)鏡(jìng)穿孔功能需增加一個端子型I/0模塊基本模塊和(hé)擴展(zhǎn)模塊E,具體的(de)線路整改詳見圖(tú)3。
4 、PLC軟件設計、變形鏡的設定及子程序
根據設(shè)計要求,我們將控製(zhì)地址按如(rú)下定義:
X40:200 1/8
Y40:2001/4
通過對宏變量數值(zhí)的(de)設定來改變變形鏡的曲率,從
而達到調(diào)節焦點(diǎn)的目的:
#530當前變形鏡數值
#53 1第一次變焦時變形鏡數值推薦數值:1.0
#532第二次變(biàn)焦時(shí)變形鏡數值推薦數值:1.2
#533第三次變焦時(shí)變形鏡數值(zhí)推薦數值(zhí)=#534
#534切(qiē)割時變形鏡數值具體焦點數值
表1焦點位置及宏數值對應關係

宏參數#530=0.67是焦點為0,宏參數+0.08焦點位置向下移(yí)動約l mm,宏參數加.08焦點位置向上移動(dòng)l mm。
5、改造效果
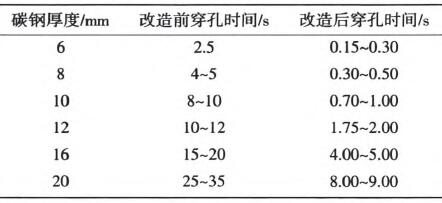
當我們對機床的硬件和軟件進行改造後,在(zài)穿孔效率上提高明顯,表2為改造前後的時間對比。
表2 改造前後的時間對比
6、結語
此次(cì)改(gǎi)造,通過在已有舊機床局(jú)部(bù)進行了改進,用戶僅僅花了較少的費用,機(jī)床使用效率卻得到很(hěn)大(dà)的(de)提升,取得了很(hěn)好(hǎo)的經濟效益。
如果您有機床行業、企業相關新(xīn)聞稿件發表(biǎo),或(huò)進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽(qì)車產(chǎn)量數據
- 2024年(nián)11月 新能源汽(qì)車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況(kuàng)
- 2024年10月 分地區金屬(shǔ)切削機床產量數據(jù)
- 2024年10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年9月 新能源汽車(chē)銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精度的(de)幾種辦(bàn)法(fǎ)
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做了十多年,為何還是(shì)小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡(wáng)
- 智(zhì)能時代,少(shǎo)談點智造,多談點製造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要(yào)從(cóng)機床
- 一文搞懂數(shù)控(kòng)車床加工刀具補償功能(néng)
- 車床鑽孔(kǒng)攻(gōng)螺紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別