


摘要:提高(gāo)機床的數控化率主要有兩種方式:一是購置新的數控機床,二是對舊有機(jī)床進行(háng)數控(kòng)化改造(zào)。對這些機床進行數控化改造和更新,可形成上千億的更新市場需(xū)求,對(duì)保持經濟(jì)增長可發揮一定的作用(yòng)。本文對普通立車進行數控化改造,解決了企業先進設備缺乏的難題。
關鍵詞:立式車床;數控改造;電氣控(kòng)製
1.C5126數控改造的總體方案
C5126立式車床數控化(huà)改(gǎi)造主要包括三個方麵:機械傳動結構的改造,電氣驅動係統(tǒng)的改造,數控係統的改造。
機械結構的改造主要包括(kuò)主軸傳動係統的改造、進給係統的改造以及橫(héng)梁機械結構的改造。主軸傳動係統的改造目標(biāo)是實現無級調速;進給係統的改(gǎi)造主要是通過對立刀架水平和垂直絲杠的驅動係統改造,實(shí)現數控車床所必須的(de)X、Z軸的改造。將原車床立(lì)刀架的垂直絲杠(gàng)改造並定義為數控車床的Z軸,立刀架(jià)的水平絲杠改造(zào)並定義為數控車床的X軸。改造目標要實現與驅動電機的配合,同時(shí)考慮機械結構(gòu)的(de)安裝情況,合理利用空間;橫梁機械結構的改造目標是簡化夾緊機構,方便實現上升下降的控製。
電氣係統的改造需(xū)要拆(chāi)除舊機床的電氣控製元件,因為(wéi)改(gǎi)造後的設(shè)備(bèi)為數控(kòng)設(shè)備,許多電氣控(kòng)製(zhì)元件(jiàn)已經無法完成數控係統的控製功能,為了實現對改造後機床的控製必須全部換掉。改造後通過變頻器實現主軸的無級調速控製,並選擇與安裝編碼器等電氣元件,通過(guò)合理選擇驅動電機與驅動器控製進給(gěi)軸的運動。改造後的機床功能圖如圖1.1所示。
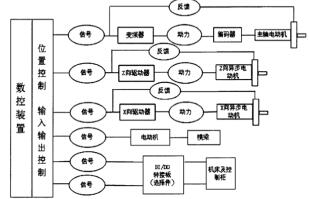
圖1.1改造後的機床功能圖
數控(kòng)裝(zhuāng)置發出信號分別控(kòng)製主軸、X軸、Z軸、橫梁等部(bù)件,主軸(zhóu)、X軸(zhóu)與Z軸的位置控製為(wéi)半閉環(huán)控製,通過指令(lìng)控製,輸出進給信號與方向信號到驅動器,驅動電動機(jī)運行,並將檢測到的位置信號反(fǎn)饋到驅動器,由自身部的位置比較模塊完成反(fǎn)饋位(wèi)置與要求位置(zhì)比較後,並修正下一周期的旋轉,不需CNC裝置(zhì)的位(wèi)置控製模塊進行反(fǎn)饋比較、速度修正。
2.電氣控製部分分析和改造
2.1主(zhǔ)軸電氣(qì)控製方案選擇
主軸通常有交流與直流兩種調速方式。直流調速一般采用直流主軸電動機配合全數字直流調速裝置實現,這種設計體積小,結構緊(jǐn)湊,調速控製力度較好,且調速性能穩定,但是成(chéng)本較高。交流主軸電動(dòng)機采用變頻調速控製,其特點是調速和起製動性能好,高效率、高功率因數和適用範圍廣泛。另外,采(cǎi)用變頻器調速的最大優點是(shì)可以利用機床原有的(de)主軸電機,實(shí)現轉速的方便調控,改造成本較低。結合改(gǎi)造設備的情況,完成主軸驅動(dòng)形式的改造,通過變頻調速實現對主軸轉速的無級調速。
2.2進給軸電氣控製方案選擇
進(jìn)給伺服機構的控製方式通常有開環控製、全閉環控製與半閉環控(kòng)製三種方式。開環控製(zhì)方式沒有反饋係統,此種控製方式的最大特點是控製方便,結構簡單,價格便宜。數控係統發(fā)出的位移指令信號流是單向的,不存在穩定性問題,由於機械傳動誤差不經過反饋校正,位移精度一般不高。
全閉環控製方式的反饋采用直線位移檢測元件,但是機床傳動(dòng)中的摩擦係數、剛性和間隙均為非線(xiàn)性,並且整個機械(xiè)傳動鏈的響應時間又非常大,這些(xiē)主要用在高精度的設備。半閉環(huán)控製方式把反饋元件直接安裝在伺服電動機或絲(sī)杠端部,由於(yú)大部分機械(xiè)傳動環節未包括在係統閉環環路內,因此可獲得較穩定的控製特性。根據本設備的改(gǎi)造要(yào)求選擇使用半閉環控製(zhì)方式,如圖1.1所示。X軸和Z軸的T型絲杠末端安裝編碼器,並安(ān)裝驅動(dòng)器、驅動電機和限位開關,按照電氣安裝(zhuāng)和(hé)原理圖的設計接好線,並依據實際需求和電氣樣本準確的完(wán)成電氣設備的(de)選型。
2.3數(shù)控係統的選型
被改造機床的控(kòng)製功能要求是選(xuǎn)擇合適的數控係統首先要(yào)考慮(lǜ)的問題。在選用時第一要考慮各項功能是否滿足要求,第二要確保係統(tǒng)工作可靠性。通過性能與價格比,選取物美(měi)價廉的數控係統,並要考慮數控係統的售(shòu)後(hòu)服務和故障維修等(děng)情況。目前國內采用(yòng)比較多的數控係統有:FANUC數控係統、SIEMENS數控係(xì)統、三(sān)菱(líng)數控係統、華中數控係統等(děng)。
3.電氣(qì)控製部分的安裝調試
3.1電氣(qì)控製部分安裝要點
電氣控製(zhì)部分的安裝是接線與控製元器件的布置(zhì)。電氣櫃是電氣控製部分的安裝主要(yào)部分(fèn),它裏麵涵蓋了幾(jǐ)乎所有的強(qiáng)電與弱電控製。按照線路圖以(yǐ)及電氣櫃的設計,尺寸和接(jiē)線原則把電氣控製原件安(ān)裝到(dào)位,安裝中要詳(xiáng)細閱(yuè)讀元(yuán)器件的說明書,按照安全的操作規範(fàn)來(lái)進(jìn)行安裝。安裝中認真仔細,特別注意變頻器、驅動器等主要元器件的安裝,選擇正確的接線端子來安裝並注意線序,以防接錯位置損(sǔn)壞(huài)元器件。
3.2安裝調試
電氣控製部分要逐一檢查(chá)變頻器連(lián)線,驅動器連線,行程開關,交流接觸器,繼電器,熔斷(duàn)器等元件,按照電氣原理圖完成電氣櫃布局和整(zhěng)體接(jiē)線,安裝好後就是進行(háng)動作檢驗。
(1)正麵櫃內的元件(jiàn)的安裝:先安裝核(hé)心部分數控操作麵板,並連(lián)接電纜,接下來再安裝伺服驅動器以及電機編碼器,隨後安裝(zhuāng)塑料殼斷路器(qì)、小型斷路器、交(jiāo)流接觸器、電機編碼器、互感器、開關電源、中間繼電器、熔斷器、端子排等其它相關的電氣元件(jiàn),在接線的過程中在線上標上記號,便於連(lián)接其它櫃內的接線也便於引出線,在接線的過程(chéng)中要認真謹慎,避免誤接線引起的元器件損壞。
(2)反(fǎn)麵櫃內電器(qì)元(yuán)件的安(ān)裝:根據(jù)變頻器安裝所需的位置,安裝好變頻器。把需要的電(diàn)纜一(yī)端接在變頻器所要使用的端子上,一端(duān)引出並做上記號;並進一步安裝隔離變壓器、軸流風扇(shàn)、製動單元、隔(gé)離(lí)變壓器(qì)、製(zhì)動電阻,連接好相互之間的(de)連線(xiàn),把要引出的線做上記號,便於(yú)按(àn)照線(xiàn)路(lù)圖進行安裝。安裝好後要注意所有電氣元器件上的連線是(shì)否充分連接,避免有短路和未連接的情況出現,按照功能要(yào)求接好線。
(3)麵板元件布局的安裝:麵板元器(qì)件主要是數控裝置的報警以及信號顯示裝置,主要(yào)是電流表、電壓表、紅色指示燈、綠色按鈕、急停按鈕、三位旋鈕等顯(xiǎn)示與(yǔ)控製按鈕,這(zhè)部(bù)分接線一定要注意線的位置(zhì)不能接錯,否則會影響信(xìn)號的判斷。
(4)加裝限位開關,限位開關的(de)位置一定要安裝比較準確,以(yǐ)免(miǎn)出現(xiàn)控製與實際運行距離的差別。
接下來進行送電檢測:
1)確認電源電壓相序切斷各分路空(kōng)氣開關或熔斷器,閉合(hé)機床(chuáng)總開關,檢查輸入電源電(diàn)壓相序正確與否。其方(fāng)法可用相序表或示波器判斷,特別是伺服(fú)驅動采用晶閘管控製的電(diàn)路。如(rú)相續不符,一通電(diàn)就會燒斷熔絲,甚至造成器件損壞。
2)接通(tōng)強電櫃交流電源。
3)接通直流電源。
檢查測量(liàng)各直(zhí)流電源是否正常,檢(jiǎn)查時需結合(hé)當地供電電壓的峰穀值情況,其(qí)偏差值是否超出其允許範(fàn)圍。
結論
本文對普通立車進行了數控化改造,改造後的機床通過圓弧等指(zhǐ)令的數控(kòng)編程可以很方便地加(jiā)工出普通立(lì)式車(chē)床無法(fǎ)加工的複雜曲麵類零件。
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
金馬(mǎ)")

- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金(jīn)屬切削機(jī)床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據