


PLC、變頻器(qì)技術在車床係統改造中的運用與實(shí)踐研究
2016-8-5 來源:棗(zǎo)莊職業學院山東棗莊 作者:陳豔
摘(zhāi)要:工業(yè)生產需要大量有效的機械設備(bèi)協同運作,在有效的機械設備支持下,產品生(shēng)產的質量和效率得(dé)到大幅提升,傳統的繼(jì)電器(qì)控製係(xì)統用於工(gōng)業生產中經(jīng)常出現故障,影響生產的(de)進行,為了提(tí)升產品生產質(zhì)量,我們需要對傳統的(de)車床係(xì)統加以改造,並將PLC、變頻器技術(shù)應用於(yú)車床係統(tǒng)之(zhī)中(zhōng),從而保證車床的穩定與質量的提升。
關鍵詞:PLC;變(biàn)頻器技術;車床;係統;改造
由我國沈陽研製的CA6140 普通(tōng)車床廣泛應用於工業生產之中,在機床製造行業屬於熱銷機械設備,它是(shì)一種金屬(shǔ)切削機床,可以用於車削外圓、內圓(yuán)、螺紋、螺杆等,它的主軸電機係統是采用機械齒輪箱,實現有級的調速,運用機械(xiè)換向構造實施正反轉(zhuǎn)的調控。在當前企業生產形勢變化的條件下,傳統的CA6140 車(chē)床需要進行機械設備改造,采用PLC、變頻器技術相整合的手段,對普通車床的電氣控(kòng)製係統進行改造,從而從現實實踐應(yīng)用角度出發,提升機械(xiè)設備(bèi)的(de)利用率,確保機床的高效(xiào)、節(jiē)能、穩定和可靠。
1、傳統CA6140 普通車床的電(diàn)氣控製係統要求
在傳(chuán)統的CA6140 普通車床之中,由不同的構成部件,包括:主軸箱(xiāng)、進給箱、溜板箱、刀(dāo)架(jià)、絲杠等,其沿用已久的電氣控(kòng)製原理圖,如圖1 所(suǒ)示:
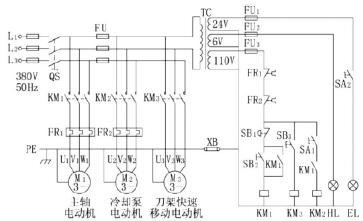
圖(tú)1 CA6140 型車床電氣控製原理圖
原有的控製係統是在三相鼠(shǔ)籠式異步電動(dòng)機的拖動(dòng)之下完成(chéng)的,由三台電(diàn)動機負責控製,它們分別是:主(zhǔ)軸電動(dòng)機M1,冷卻(què)泵電動機M2,刀架快速移動電動機M3,在這三台電動機設備中主要是依靠三個接觸器實現有效的車床係(xì)統控製,這三個接觸(chù)器分別為:KM1、KM2、KM3。
該傳統電氣控製係統(tǒng)的主軸(zhóu)電動機(jī)負責主軸主(zhǔ)運(yùn)動以(yǐ)及刀具的(de)縱橫向運動,在(zài)主軸電動機的驅動下,用機械換向機構實現(xiàn)正反(fǎn)轉動作。同(tóng)時,由於對速度有一定的(de)要求,因而,要采用機械變速的手段,並依賴於主軸箱的(de)齒輪變(biàn)速箱和主軸電動(dòng)機的鏈接,來實(shí)現(xiàn)對機械(xiè)的調速要求。
冷(lěng)卻泵電動機M2 主要(yào)是負責在車削加工時,拖動冷卻泵,再由輸出(chū)冷卻液對刀具(jù)和加工件的表麵進行冷卻。在實現冷卻動作的過程中,冷(lěng)卻泵電動機是呈單(dān)向旋轉,並(bìng)在主軸電(diàn)動機啟動運行之後才可啟動,待(dài)主軸電動機停車(chē)之後,冷卻電動機旋即停止。由此可見,冷卻電動機與主軸電動機之間具有一(yī)定的順序關係。
快速移動電動機負責拖動溜板箱,在點動(dòng)控製的前提下,操作機械手(shǒu)柄裝置,對刀架實(shí)現(xiàn)不同方位的改變,實現溜板箱(xiāng)的快速移動。
CA6140 普通車床之中的三台電動機都是全(quán)壓(yā)直接(jiē)起動,其容量較(jiào)小,並且要配備照明電路、信號指示電路及保護。
2、PLC 應用於車床(chuáng)電氣係統改造的設(shè)計思路
伴(bàn)隨(suí)著科技手(shǒu)段的不(bú)斷改進和提(tí)高,可編程控製器(qì)———PLC技術在電氣領域顯現出明顯的優勢和應用價(jià)值。在對工(gōng)業生(shēng)產的車床(chuáng)電氣係統(tǒng)實踐分析中發現,傳統的車床電(diàn)氣係統極易(yì)出現故障,因(yīn)而有必要對其進行改造。在將PLC 技(jì)術應用於車(chē)床電氣係統的改造之前,要進行實際情(qíng)況的具體分析(xī),首先(xiān)要對原有的繼電器、接觸器等實施嚴格有效的控製;然後,還(hái)要保證係統改造不能改變原有車床的加工工藝和性能,要使主軸電動機具有正反轉啟停的功能及正轉動(dòng)功能。同時,對原有係統的改(gǎi)造不能改變(biàn)傳統電器控製係統中的各個按鈕及其他元件的功能,采用較(jiào)好的電機保護措施,以確保其正常有效(xiào)運行。
3、變頻器對(duì)主軸電動機的改(gǎi)造控製設(shè)計
傳統(tǒng)的(de)CA6140 型車床主軸的正(zhèng)轉速度和反轉速度分別有24種和12 種,利用齒輪箱,實現機械控製下的有級調速。在車床運動的振動過程中,主軸電動機(jī)可以通過V 帶,將動力傳遞給主軸箱,從而減小振動。在用車床進行車削螺紋時(shí),是借助於機械(xiè)換向機構實現主軸的正反轉運動(dòng)。另外,齒輪箱、換向機構也在金屬材料成本、齒輪設計精(jīng)度、維護等方(fāng)麵,顯現出較大的缺陷。
將變頻(pín)器技術(shù)應用於車床係統改造之中,可以替代車床齒輪變速訂的機械傳動,實現電機起動、製動的自動控製及電機特性(xìng)曲線的調節。以三(sān)菱FR—A500 變頻器為例,主軸電動機在變頻(pín)電路(lù)通斷多段速端口的控製下,可以獲取更多的速度選擇。電機的正(zhèng)反(fǎn)轉控製也可以利用控製電路通斷變頻器實現正轉、反轉的起動。同時(shí),在變頻器技術之(zhī)下(xià),可以輸入電機的多種運行曲(qǔ)線,對電機進行特性(xìng)曲線的(de)科學而優化的(de)控製。值得一提的是(shì),變頻(pín)器技術還具(jù)有過電流、過電壓、過熱、缺相的保(bǎo)護功能,對於(yú)係統的故(gù)障實現了故障報警功能,為係統(tǒng)提供了穩定、安全的現代化調度、監控平台。
基(jī)於(yú)PLC、變頻器技術下的主軸(zhóu)電動機控製,由(yóu)圖2 可以顯示:
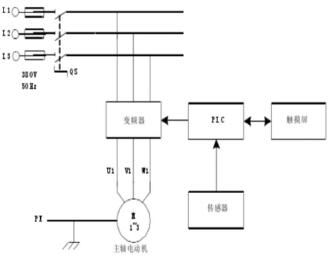
圖2 PLC、變頻(pín)器、觸摸(mō)屏結束結合對主軸電動機(jī)的控製(zhì)
4、PLC、變頻器(qì)技術對車床電路(lù)的改造設計(jì)
以三菱FX2N—32MR 型為例,利用PLC、變頻(pín)器技術對CA6140車床進行控(kòng)製改造:
4.1 運(yùn)用PLC 改造(zào)傳統車(chē)床中的控製電路
首先,我(wǒ)們需要對傳統車床的PLC 改造的電路端口配置進(jìn)行描述,其配置如表1 所示(shì):
表1

其次,還要清晰展示(shì)出PLC 輸入輸出端口接線圖,如圖3 所(suǒ)示:
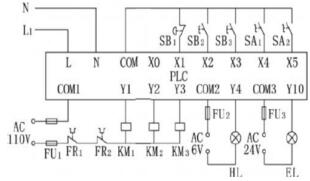
圖3 PLC 輸入輸出端口(kǒu)接線圖
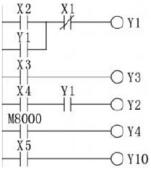
同時,我們(men)需(xū)要加以注意的是,運用PLC 輸出驅動技術,在(zài)車床係統的電路部分中,主要有繼電器(qì)、信號燈、照明(míng)燈,它們的電源(yuán)支持供電功率分別(bié)為:110V、6V、24V,鑒於這一考慮,需要在輸出端口上(shàng),加以分開:Y0~Y3 共(gòng)用COM1,其支持電源為AC110V;Y4~Y7 共(gòng)用COM2,其支持電源為AC6V;Y10~Y13 共用COM3,其支持電(diàn)源為AC24V。由(yóu)此可知(zhī),對於(yú)傳統車床的PLC 改造技術,可以實現梯形(xíng)的控製,如圖4 所示(shì):
4.2 PLC、變(biàn)頻器技術整合(hé)下對傳統車(chē)床(chuáng)的改造
運用PLC 端口配置,並添(tiān)加整合旋轉編碼器等傳感器(qì),在實(shí)時的主軸電動機運作過程中,實(shí)現轉速、方向等(děng)參數(shù)的實時監控和相關數(shù)據的采集,通常情況下(xià),速度信(xìn)號可以經由PLC高速計數器(qì)輸入接口,在(zài)參數的計算之後(hòu)進行PLC 程序(xù)的(de)編製加工。同時,PLC 輸(shū)出端口還要協同變頻器實現正(zhèng)轉、反轉方向的啟動,全麵改進傳統車床係統。
綜上所述,應現代化工業生產的要求,傳統的CA6140 車(chē)床係統需要加以改造和優(yōu)化,可以采用新(xīn)型的PLC、變頻器技術,對傳統(tǒng)車床的機械傳動部分和電路係(xì)統(tǒng)部分,加以精度的提升和穩定安(ān)全程度的提高,增(zēng)強(qiáng)現代化機床的自動化、智能程度(dù),優化數控車床的(de)性能。
參考文獻(xiàn):
[1]張(zhāng)文蔚.PLC、變(biàn)頻器技術在車床係統改造(zào)中的應用[J].機床電(diàn)器,2011(01).
[2]史國興.PLC 控製變頻器實現多段速控(kòng)製[J].職業,2011(05).
[3]韋建德.基於可編(biān)程邏輯控製器和變(biàn)頻器控(kòng)製的玻璃(lí)絲網印刷係統[J].電機與控製(zhì)應用,2011(03).
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相(xiàng)關信息

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車(chē)銷量(liàng)情況
- 2024年(nián)8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據