


消(xiāo)除數控車床Y向偏差修正技術方法研究
2016-8-1 來(lái)源(yuán):遼寧省建平縣職業教育(yù)中心 作者: 張(zhāng)俊義
【摘要(yào)】文章對數控車床有刀偏(piān)與無刀偏狀態中的Y向偏(piān)差變化情況進行了(le)對比論述,通過分(fèn)析與研究Y向偏差的相關內容,進而應用合理的(de)方法進行(háng)解決。將Y向偏差(chà)的(de)計算公式總結了出(chū)來,總結出了車削比基圓大或者小時的Y向偏(piān)差的相應改變規律,目(mù)的(de)是將工件的(de)加工精度提升上來。
【關(guān)鍵詞】數控(kòng)車(chē)床(chuáng);Y向偏差(chà);修正技術
在試驗的時候,通過數控車床加工零件,能夠發覺工件Y軸處的具體尺寸同程序的對應理論數據會存(cún)在一定的差(chà)異。也就是我們在研究中(zhōng)所稱之的Y向(xiàng)偏差,但是,在解決這種偏差時,刀偏補償的方法在其(qí)中根本不會發揮作用。所以,需要不斷的分析和(hé)研究Y向偏差,進而製定對策解決其中可能出現的問題,為促進我國生產製(zhì)造行業的發展奠定良(liáng)好基礎(chǔ)。
一、Y向(xiàng)偏差的相關闡述
在很多行業的發展中,都離不開數控車床的支撐(chēng),並且,很多工程中所應(yīng)用的零件都是通過數控車床加工(gōng)出來,所以說,它是促進生產(chǎn)的關鍵所在,對於其技(jì)術技巧不容忽視。但是,在具體的應用中,因為多方(fāng)麵因素的製約,還經常會有(yǒu)問題出現,例如,有不規則的偏差會經(jīng)常的出現在工件的Y軸中,所以,對於零件的加工精度必然會帶來很大的影響,因此,就需要采(cǎi)取有效的對策進行解決。
首(shǒu)先利用這樣一個案例先了解和掌握下Y向偏差的相關內容。如下圖所示:
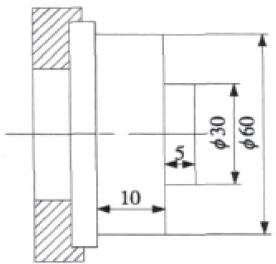
圖一
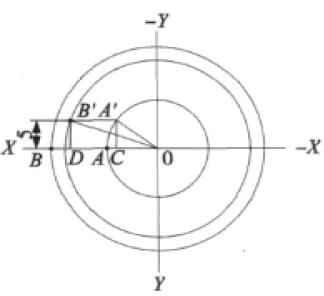
整個圖為數控臥車加工圖,其中基(jī)準圓就可(kě)以用Φ60和Φ30表示,圖(tú)二表示以刀(dāo)架出發看工件方(fāng)向的視(shì)圖。在-Y向,刀尖同X軸會存在(zài)5毫米的(de)偏差,並(bìng)且車削Φ60的幾何關(guān)係也會被呈現出來。在圖示中,OA和OA丿的值(zhí)都為15毫米,並(bìng)且半徑為Φ30;OB為半(bàn)徑Φ60,長度為30毫米。AB=A丿B丿=CD=15毫米,是Φ30和Φ60的(de)半徑差,
B丿D=A丿C=5毫米,刀具的Y向(xiàng)刀偏就可以通過它被表示出來。因為有5毫(háo)米Y向的刀偏存在於刀尖中,而且OB丿才(cái)是(shì)車出的外圓半徑(jìng),而(ér)不是OB。
而且通常選(xuǎn)擇(zé)出一把刀作為多刀加工(gōng)時的基準刀,這樣(yàng)可以用零表示其Z和X向的刀偏量,並且,通常都是在基(jī)準(zhǔn)到偏量的基礎上(shàng)確定出其他刀具(jù)的刀偏量的,進而在設定刀具的補償時,也可以按照這樣的方式去做。並且,這種刀補方式基礎上的(de)Y向偏差為我(wǒ)們所要重點研究(jiū)的內容。
圖二
二、對於有刀偏(piān)的Y向偏差與Y向無刀偏
在糾正所出現的偏差(chà)時,需要對兩個大方麵進行掌握,首先,對於整個機床的機械機構要有一個全方位的了解,同時對於各個部件的結構原理也要明確;尤其(qí)是Y軸的結構形式。其次,對於機床(chuáng)設備的操作規範及機床設備在工作時(shí)的動(dòng)作次序等也應該進行詳細的了解(jiě)與掌(zhǎng)握。同時,對於其中可能存在的安全隱患必須要預先進行考慮和分析(xī),再者,明確其中的報警情況(kuàng)。
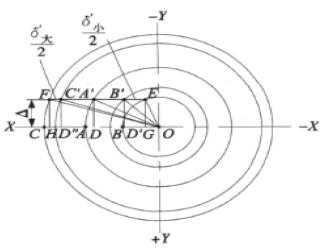
如圖三所示,展現出了(le)用有Y向偏差與(yǔ)無Y向刀偏的刀(dāo)具車削會分別的大於或者小於對刀的基準圓。
在(zài)這個圖中能夠清晰的發現,OA`=OA等於R基礎。而且是對刀的基礎圓半徑(jìng);其中,無Y向(xiàng)刀具車削出的大圓半徑和小圓半徑OC和OB表示,其中有Y向刀偏的刀具車削大(dà)圓半徑和小圓的(de)半徑就 可以通過(guò)OB`和OC`表示。
其中R基-R小=DD`=AB=A`B`
R大-R基=DD"=A`C`=AC
△為Y向(xiàng)刀偏(piān)=C`D"=B`D`=A`D
R小於(yú)R大是通過無Y向刀偏的刀具車削出來的,並且同圖紙的相關標準(zhǔn)是相吻合的,並且R`小與R`大是通過有Y向刀偏的刀具車削出來的。因此,可以按照圖中所示的幾何關係完成相應的計算。
車削的大圓與小圓的Y向偏差即為:
2(R`大-R大)(負值(zhí))=S大;對應的,2(R`小-R小)(正值(zhí))=S小。
那麽,在設備裝具體運行的時候,為了將其中存在的這一偏差消除掉,在修正中,可以利用更改X軸坐標的進刀量來完成,同時,通(tōng)過圖三也能夠導(dǎo)出修正值S`大和S`小的具體數值。並且,通過表格列(liè)出R基、R小 和R大賦值計算(suàn)得出的R`大和R`小的數值。
首先,在對較基準圓R基小的圓R小進行加工的時候,車(chē)削出的R小會小於R`小。當存在相等的R基時,這樣(yàng),隨(suí)著R小的數值(zhí)的不斷增大,Y向的偏差就會不斷的減小,在R小的數值穩定不變時,這樣在增大了△之後,也會相應的增大。
其次,在對R大加工時,因為它要比R基大,車削出的R大會比R`大要大(dà),存在相同的R基時,隨著R大的增大,Y向偏差會不斷的減小,存在(zài)著相同的R大時,在增大了△之後,對應的就會減小。再次,當存在相同的R小時,越大的R基,就會有越大的Y向偏差,當R大相同時,越大的R基,相反就會有越小的Y向偏差。
三、修正Y向偏差的具體方法
為了將各(gè)個加工件的加工精度(dù)提升上來,就需要將各個刀具的Y向刀偏△消除掉,進而將存在的Y向刀偏消除掉。在(zài)1毫米之內(nèi)調整臥車的Y向刀偏是比較容易的。通過上述分析能夠得知(zhī),當1≥△時,就(jiù)會有很(hěn)小的(de)Y向偏差存在於其中。
但(dàn)是,當難以有效的消除刀具的Y向刀偏時,(特征是精車(chē)刀),可以對這樣的方法(fǎ)進行應用:
首先,隻存在1個刀幹精車時(shí),能夠劃分成兩種可能:①、隻是對一個精車圓進行車削時,可(kě)以用對刀使用(yòng)的(de)基準圓R基來定義此圓。在對刀的時候能夠得到R基,同時,也能夠在已車完畢(bì)的工件中獲(huò)取到。②、對兩個以上的精車圓進(jìn)行(háng)車削時(shí),車基準圓就是其中的一個,剩下的能夠按照試切調刀是的得(dé)出的圓大小,將Y向刀偏的具體(tǐ)數值求得出來,然後,在通過計算,將X周的坐標修正值計算出來(lái),然後,在(zài)修改程序的基礎上,完成相應的補償。為了能夠更加透徹的闡(chǎn)述清楚,我們可以(yǐ)通過這樣的案(àn)例加以說明:
Φ100Φ50為精車外圓的半徑,要求合理的控(kòng)製其偏差值,基準圓(yuán)為um.Φ100.當(dāng)車削控製在Φ99.990的時候才算是合格;超(chāo)差維持在Φ50.500。
一(yī)旦在-4 0 u m之內(nèi)控製Φ50的偏(piān)差,這樣0.0 4 0+0.520=0.560mm即為-X向的修正值。換句話說,多向(xiàng)精車Φ50的程序段內進刀0.560的直徑量,以毫米為準。
其次,在(zài)精車的時候,應用兩把以上的刀也會存在著(zhe)兩種可能。①、當各個刀隻對單獨的精(jīng)車圓進行(háng)車削的時候,這時(shí),就可以對多基準的方(fāng)式進行應用(yòng),這種方式非常的特殊,通常為各對各(gè),就是(shì)在定刀偏量的(de)時候,不會按照基準(zhǔn)刀去定義,而(ér)是將每(měi)個單獨的精車圓視作自身的(de)對(duì)刀(dāo)圓。通上文所述的相同,可以通過車削好的工件中得(dé)到這些圓。②、當兩個以上精車圓(yuán)被各個刀車進行車削時候,也可以按照上文所述(shù)的方式進行處理。
結語:
綜上所述(shù),一旦有Y向偏差問題出現在數(shù)控車(chē)床(chuáng)中,對其加工出的零(líng)件必然帶來很多影響,導致零件和原來(lái)設計的標準尺寸間存在較大差異(yì)。我們知道,當同一把刀存在Y向偏差時,對不同直徑的圓進行車削的時候,會(huì)展現出不同的Y向偏差,存在著越大的直徑,就會有越大的偏差。所以(yǐ),需要在(zài)較(jiào)高(gāo)的標準內控製車削的精度值。當存在較大(dà)的上下底麵直徑時,應該向著最小的(de)範圍內(nèi)調整所用刀具的Y向刀偏,隻(zhī)有這樣,才能夠確保在標準內控製Y的方(fāng)向,消除其中(zhōng)存在的一些偏差(chà)。
參考文獻
[1]王亞(yà)玲,胡輝,魏紅根.數控機床維修實例(lì)[J].製造(zào)技術與機床(chuáng),2010(01):131-132.
[2]謝東,丁傑雄,杜麗等.高速加工運動性能預測方法研究(jiū)[J].農業機械學報,2014(06):896-898.
[3]李侯強(qiáng).經濟型(xíng)數控機床加工中誤差來源分(fèn)析及其對策[J].中國新技術新產品,2015(18):789-791.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信息
州金馬")
業界視(shì)點
| 更多

行業(yè)數(shù)據
| 更多
- 2024年(nián)11月 金屬切(qiē)削(xuē)機(jī)床產量數(shù)據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年(nián)8月(yuè) 新能源(yuán)汽車(chē)產量(liàng)數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多