


摘要:為了解決當前零部件加工問題,筆者在此對數控車床加(jiā)工工藝進行了分析研究。數控車床(chuáng)是一種(zhǒng)高精(jīng)度、高性能、自(zì)動化設置的技術設(shè)備,因此需要全麵了解數控車床的工作(zuò)性能、類型以及操作流程,如此才能更有(yǒu)效(xiào)地對數控車床進行詳細的工藝研究,從而確定合理的操作工藝,達到更有效的工藝改進(jìn)。其中在硬限位調整結構(gòu)上,一般都在Z軸的兩端設置硬限位調整(zhěng)的開關按鈕(niǔ),防止出現刀架與(yǔ)卡盤相互撞擊。筆者在此進行了詳細分析,以便於提供可參考性的依據。
關鍵詞:數控車床 加(jiā)工 工藝分析
原有數控車床在加工處理過程中存有一定的問題,其(qí)中包(bāo)括:軸類零件加工後有錐度、加工螺紋件誤差問題、刀具加工(gōng)參(cān)數(shù)偏差大等,該常見問題限製了當(dāng)前數控技術的發展。但通(tōng)過(guò)現有模式的(de)改善,不但提高了加工工藝的精確度,而且(qiě)在改進措施方(fāng)麵也有逐步的改善。
1 、數控車床加工存在的問題(tí)
1.1 軸類零(líng)件加工後有錐(zhuī)度
在數控(kòng)車床的(de)加工過程中,軸類(lèi)零件經常會出現錐度問題,而造(zào)成這種現象的原因主要有三種:一是車床所加(jiā)工零件主(zhǔ)軸所在的回(huí)轉中心線和車床的導(dǎo)軌不在一個平行線上,這種問題一般是車床的裝配出現了問題(tí);二是加工零件的導軌出現了嚴重的磨損現象(xiàng),導致產生讓刀的問題(tí);三是數控車床的卡盤出現了(le)嚴重的磨損現象。在軸類零(líng)件的加工過程中(zhōng),右邊卡盤的使用頻率比較高,經過長時間的使用之後就(jiù)很容易出現磨損情況,使得車床的卡盤變成圓錐的形狀,大大降(jiàng)低了零件的夾緊程(chéng)度,從而影響零件的質量。
1.2 加工螺紋(wén)件誤差問題
數控車床在加工螺紋件的過程中也很容易出現一些(xiē)誤差問題,而(ér)出現這種誤差的主要原因有(yǒu)兩個(gè):一是由於裝刀過程存在誤(wù)差而引起的配合(hé)幹擾(rǎo)問題,因為普通(tōng)螺紋(wén)件一(yī)般以60°角作為牙型(xíng)角,但是大部分數控(kòng)車床的安裝刀具都會采用手工方法進行裝刀工作,用到的輔助工具也隻有對刀片而已,這就(jiù)使得數控車床的裝刀過程極易(yì)出(chū)現誤差問題;二是由(yóu)於螺紋刀受到嚴重(chóng)磨損而導致無法精確地加工出螺紋所需要的大徑尺寸。螺紋刀出現磨損的話,切製(zhì)出來的螺紋就會出現(xiàn)不規(guī)則形狀,從而影(yǐng)響產品的使用。
1.3 刀具加工參數偏差大(dà)
在數控車床的加工過程中,刀具加工參數(shù)很容易出現(xiàn)偏(piān)差(chà)問題。出現這種情況(kuàng)的原因主要有(yǒu)兩個:一(yī)是數控車床在加工產品的過程中存在一個間隔時間,這段時(shí)間需要進行刀具補償操作,而工作人(rén)員在輸入補(bǔ)償值後“本能”地按下了測量鍵,使得測量刀具(jù)的(de)實際位(wèi)置出現了較大(dà)的偏差,從而影響產品的質(zhì)量;二是數控車床的程序會影響刀具加工參數。在數控車床的加工程序中有一些程序需要工作人員進行實際測量,所采用的程序一般是G00程序,這種程序不會對整個加工過程產生影響(xiǎng),但如果采用G28程序的話(huà),那(nà)麽就會使機床回到起(qǐ)點(diǎn)的工作狀態,造成較大的刀具加(jiā)工參數誤差(chà)。
2 、數控車床加(jiā)工解決對(duì)策
2.1 刀具的選(xuǎn)擇問題(tí)
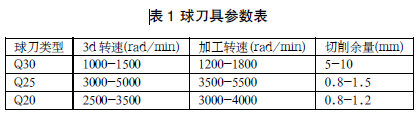
在(zài)數控車床加工處理的過(guò)程中,刀具的選擇過程(chéng)是非常關鍵的一個(gè)部分。選擇合適的刀具不(bú)僅可以大(dà)幅度(dù)提高數控車床的生產效率,還可以確保數(shù)控車床產品的質量,同時還可以減(jiǎn)少刀具的磨損,節約(yuē)生(shēng)產(chǎn)成本。因(yīn)此,在(zài)數控車床(chuáng)加工的過程中一定(dìng)要重視對刀具的(de)選擇。其球刀具參數如表1所示,所以刀具的刀頭材料必須要與數控車床所加工的材料相符。
2.2 編程細節處理問題
G04操作(zuò)編程的增加能夠處理數(shù)控車床中的一些細(xì)節問(wèn)題,其中包括(kuò):孔底的尺寸及粗糙度、運行方向的改(gǎi)變、速率的(de)調整以及主軸的(de)轉速。該(gāi)操作編程命令,能夠調整刀具切削物料邊(biān)緣的弧(hú)度,保證切削尺寸在允許誤差範圍內(nèi)。當主軸運轉速率較快時,啟用該操作指令能夠提高車床加工的穩定性。減少(shǎo)車床刀具與零件基準不重合的現象。在零件加工過程中,不要連續(xù)的在車床輪廓切入或換刀環節中停頓,這樣容易造成彈(dàn)性形變,所以這種程序(xù)編程(chéng)能夠防止光滑連接處出現劃傷及(jí)形狀突(tū)變現象。
2.3 硬限位(wèi)調整問題
數控車床的加工處理工作存在一定的危險(xiǎn)性,所(suǒ)以為了確保數(shù)控車(chē)床(chuáng)加工(gōng)過程的安全性,數控車床生產商家一般都會在Z軸(zhóu)的兩(liǎng)端分別(bié)設置一個(gè)能夠進行硬限位調整的(de)開關按鈕,以(yǐ)防止出現刀(dāo)架與卡盤(pán)相互撞擊的事故以及(jí)尾座事故等。其中,設置的硬限位調整(zhěng)裝置應該符合相應的規格,否則達不到預期的調整效果。一般來說,數控車床生產商家在車床出廠的(de)過程中都不會將刀具夾安裝在刀(dāo)架上(shàng),而隻是大概估(gū)計一下硬限位所(suǒ)在的位置。因此,在將刀具夾(jiá)安裝到刀具上的(de)時候,必須重新對硬(yìng)限位的位置作(zuò)出(chū)調整,這(zhè)樣才能夠(gòu)對刀架起到保護(hù)作用。
3 、結語(yǔ)
數控車床技術作為現代(dài)工藝新型手段,已逐漸受到加工行業的關注(zhù)。在實(shí)際加工生產中,對數控車床進行高(gāo)精度的(de)測試,實時監控車床的工作狀態,做(zuò)好記錄(lù)工作,並結合加工(gōng)工藝的特點,對車床加工程序進(jìn)行相應調整,使其靈活運行,不僅可以降低(dī)生(shēng)產過程中(zhōng)因部分原因而帶來的誤差,也可以提高數控車床零件的加工精度。
如(rú)果您有(yǒu)機床行業、企(qǐ)業相關新聞稿件發(fā)表,或進行資(zī)訊合(hé)作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
馬")
查")
- 機械加工過程(chéng)圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切割機(jī)床的發展趨勢
- 國(guó)產數控係統和數控機床何去何從?
- 中國的技術(shù)工人都去哪(nǎ)裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人(rén)害己!不(bú)倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車(chē)床加(jiā)工刀(dāo)具補(bǔ)償功能
- 車床鑽孔攻(gōng)螺紋加工方(fāng)法及工裝設計
- 傳統(tǒng)鑽削與螺(luó)旋銑孔加工工藝的區別