



圖1 PTS 2500的標配為一個Z軸,也(yě)可以(yǐ)根據應用要求配置X軸、Y軸和C軸。 應用於汽車(chē)工業中的(de)部件生產已經可以使用24把刀(dāo)具同時進行加工。
對一種(zhǒng)成功的產品來說,包裝(zhuāng)的重要性怎麽被誇大都不為過。 包(bāo)裝很大(dà)程度上影響著許多客戶的購買決策力。 因此,許多不同領域(yù)的公司對包裝設計的研發越來越精心。例如,通過壓花突出包裝的外觀。 然(rán)而,所需的壓花衝頭的(de)製(zhì)造卻(què)對工具和模具製造商提出了額外的要求。 作用到包裝上的衝頭具有(yǒu)非常精細的(de)浮雕和圖案。 同時還必(bì)須(xū)調(diào)試穩定才能使生產的(de)工藝過程具有成本效益。 怎樣有效地生產這些部件呢?位於德國Gaildorf 的EMAG ECM 有限公(gōng)司采用電子化學加工(ECM)的方(fāng)法,為包裝行業和其他領域提供一種能夠替代今天最常用的兩種加工方法:研磨雕刻法或 EDM 法(fǎ)的另外一種極具吸引力的方法(fǎ)。 這種新(xīn)型技術的應用將極(jí)大地降低各種檔次的生產成本。
隻要看(kàn)看包裝(zhuāng)行業最常使用的壓花工具就會立即明白此類工具要求非同尋常(cháng)的金屬加工的精度。首(shǒu)先要在衝頭表麵需要繪製複雜的3D 圖案或文字。每一個細節都要加工進工具鋼中,加工精(jīng)度需要達(dá)到微米的程度。之後才能使嵌入到紙板箱或包(bāo)裝紙表(biǎo)麵(miàn)的圖案達到(dào)要求的精確細致。然(rán)而,除了(le)較(jiào)軟的包裝材料,對數以百萬計的筆劃進行非常迅(xùn)速的處理最終會導致加工工具達到其極限,尤其是使用研磨(mó)或電火花(huā)加工工具時(shí)。導致這種現象的原因可以在加工方法中找到:銑削加工(gōng)會導致形成毛刺,因此必須在後續的加工步驟中去除這些毛刺。如果使用EDM法(fǎ),很高的溫度會對壓花衝頭材料的結構造成影響。這樣就不能(néng)避免(miǎn)在(zài)模具中產生細微裂紋的風險。
提高了工件的穩定性
出於這些需要考慮的因素,製(zhì)造壓花工(gōng)具、模具、和衝頭的替代方法引起(qǐ)了合同製造商和包裝專(zhuān)家的關注。精密的(de)電子化學加(jiā)工(PECM)在這方麵提供了非常好的機會,按照 EMAG ECM公司執行經(jīng)理 Richard Keller 的說法:“多年來,我們一直在使用(yòng)這種方法,在汽(qì)車工業和航空領域不斷地取得成功,同時我(wǒ)們正(zhèng)在不斷地(dì)改進(jìn)PECM方法。通過(guò)新的 PTS 係(xì)列方法,現在我們開辟了全新的使用空間。即使加工要求嚴格的(de) 3D 結構,也能在這(zhè)些機器上順利完成,而刀具幾乎沒有磨損。 這樣大大降低了刀具的成本,且(qiě)生產出的工件的穩(wěn)定性也隨之得到極大提高。”
高品質的表麵
電化學工藝以非常溫和的方式去除材(cái)料。工件變成正(zhèng)極,而工具變成負極。 電解質溶液(yè)在兩者之間流動,金屬離子從工件中分離出來。由於(yú)陰極(工具)是反向繪製的圖案,因此僅在所需的位置(zhì)去除工件材料。 高強度的合金,如鎳基合金和硬質材料,通常可以使用 ECM 方法進行加工,不會有任何困難。 最終的加(jiā)工效果就是(shì)獲得高品質(zhì)的(de)表麵,並且沒有毛刺(cì),不會引起材料結構的變化。EMAG工程師(shī)們已經對 PECM(精密電化學加工)的工藝技術進行(háng)了改進。例如,電(diàn)解質(zhì)溶液的流(liú)動(dòng)間隙(xì)可以變得異常狹窄。除此(cǐ)之外,通(tōng)過振動機械運動,優化了電解質的輸(shū)送。這樣就確保了特別有效和精確地去除材料。
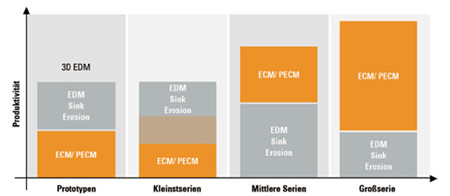
圖2 EDM 利於加工樣品,因為它涉(shè)及的機械設備較為簡單並且鑽(zuàn)機和電極複雜性較低。由於單位(wèi)數量增加,ECM 方法因其對工具(jù)的磨損(sǔn)較低並能產生較長的使用壽命而(ér)具有顯著的優勢。
自2014年年底以來(lái),正是這些優勢(shì),EMAG 為一直使用 PTS 2500 機(jī)器製造壓花工具的中國的工具製造商創造了極(jí)大的效益。“開始,客戶隻是給我們發送了一(yī)個需(xū)要(yào)進行壓花的黃銅的陰極圖案。我們將其作為 PECM 的實際陰極,使(shǐ)用 PECM 加工第一批壓花成品模具。 這使得我們的中國客戶在技術(shù)和經濟影響方麵有了一個非常準確的認(rèn)識,這種(zhǒng)方法非常適合他們的應用領域。之後他們便對PTS 2500青睞有加,”Keller 解釋(shì)說。
實踐中的成本利器
顯而易見,在生產成本和生產質量方麵具有決定性的優勢: 在 PECM加工過程中幾乎不(bú)涉及陰極磨損,所以與銑削加工或 EDM 加工相比成本大幅度降低。 因(yīn)此幾乎不需要更(gèng)換加工工具(陰(yīn)極)。 同時,生產出的壓(yā)花(huā)工具、模(mó)具和衝頭的穩定性(xìng)和質量也大大提高,這是因為加工出的所有零部件都具有很高的表麵品質,沒有毛刺,不會改變(biàn)材料結(jié)構。PECM 法比較而(ér)言速度也很快,對於中國製造商來說,PTS 2500 對材料的去除(chú)率達到每秒0.15到0.2毫米。“對此類應用(yòng)來說,這是一個巨大的數字,” Keller說。 “一定記住,電化(huà)學在加工時,整個表麵(miàn)的材料同時被均勻地去除掉。另(lìng)一方麵,雕刻銑刀需要一行一行地清除材料,因此完成這個作業需要的時間相(xiàng)對(duì)較(jiào)長。”
模塊化概念提供了更多(duō)的可能(néng)性
在 AMB 2014 展會上,來自 EMAG ECM 公(gōng)司的專(zhuān)家(jiā)們第一次向公眾展出了(le)PTS平台。 隨後,該係(xì)列產品繼(jì)續在各個(gè)領域續寫成功的故事。EMAG 集團的綜合機(jī)械專(zhuān)業知識已經在市場上確立了決(jué)定性的優勢(shì)。其優(yōu)勢表現在(zài)產品(pǐn)創新,如Mineralit機身、智能軟件和硬(yìng)件接口以及(jí)高效的自動化係統中。另外在許多應用領(lǐng)域,高性能的刀具(jù)進給裝置:高達四軸的配置,可同時並(bìng)列加工20至30個零(líng)件等都卓顯其超群的技術特性。這樣(yàng)使(shǐ)成本效益從中級單位數量提高到高級(jí)單位數量(liàng)。“總而言之,我們對目前的發展很滿意,”Keller針對目前的情況總結說。
如果您有機(jī)床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡(huān)迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 軸承(chéng)出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽(qì)車銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示(shì)
- 判斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切割(gē)機床的發展趨勢
- 國產數控係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多(duō)談點製(zhì)造
- 現實(shí)麵前,國人(rén)沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻(gōng)螺(luó)紋加(jiā)工(gōng)方法及工裝設計
- 傳(chuán)統鑽削(xuē)與螺旋(xuán)銑孔加工工藝的區別