


一、機床基本(běn)情況介紹
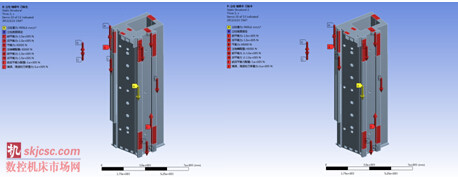
本機床采用(yòng)單柱移動結構,垂直刀架具(jù)有車銑(xǐ)複合功能,側主軸箱(xiāng)具有銑鏜功能,並在工作台上設有輔助夾爪,適應各種不同直徑工件的加工要求,具有較廣的加工範圍。機床由工作台底座、工作台、主傳動(dòng)箱、C軸分(fèn)度(dù)進給箱、立柱、床(chuáng)身、橫梁、垂直車銑刀架、側主軸箱、操作係(xì)統、電氣係統、液壓係統(tǒng)等部件組成(見圖1)。
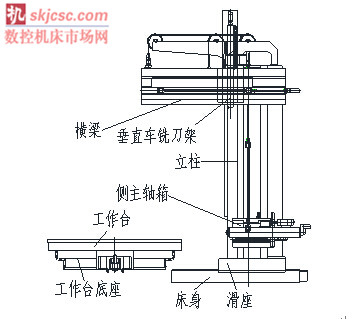
圖1:機(jī)床結構示意圖
床身固定在地基上,立柱固定在滑座上並隨滑座一(yī)起在床(chuáng)身上移動,立柱傳動箱安裝在床身端麵上,傳動箱由交流電機驅動,經(jīng)傳動齒輪(lún)和絲杠—螺母實現立柱移(yí)位運動。床身導軌為靜壓卸荷導(dǎo)軌,能夠確保立柱移動平穩、省力,立柱(zhù)移至所需位置(zhì)後自動夾緊在床身上(shàng)。
在立柱頂麵安(ān)裝橫梁升降傳動機構,由交流電機驅動,經蝸杆—蝸輪傳動副及絲杠傳動副,實現橫梁升降運動(dòng),在立柱上裝有橫梁(liáng)配重機構,使橫梁運行平(píng)穩。
床身及滑座均采用優質鑄(zhù)鐵製造,立柱采用優質鋼材焊接結構,並經二(èr)次時效處理消除內應力,以保持機床的剛度及精度穩定性。為驗證該(gāi)機床是否具備(bèi)高精度、剛度大、抗震性好、可靠性高,能否平穩高效運轉,通過分析該機床設計結構特點(diǎn),對(duì)其立柱設計結構的受力分析是保證該機床穩定運行的關鍵。
二(èr)、有(yǒu)限元分(fèn)析內容及結論
完成數控多功能(néng)單柱移(yí)動立(lì)式車床立柱結構的變形分(fèn)析,分析立柱部件在考慮自重與刀架、橫梁等重量(liàng)時,立(lì)柱的變形值(zhí)。
確定(dìng)不同工作狀況:橫梁在立(lì)柱移動狀態下, 計算(suàn)橫(héng)梁行程為3米、4米、5米(mǐ)、6米,考慮刀架在不同位置時立柱的變形值。橫梁底麵距立柱底麵9200mm,橫梁行程6000mm,刀架左極限位置時滑枕(zhěn)中心距橫梁左端麵880mm,刀架行程4420mm。
有限元分析的方案為,與立柱輔導軌相鄰的(de)右側筋板統一沿機床坐標係Y向移動180mm,橫(héng)筋立筋厚度均保持20mm不變。
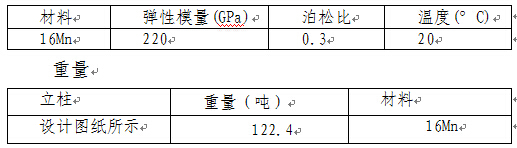
(一)零部(bù)件材料特性
(二)分析邊界條件
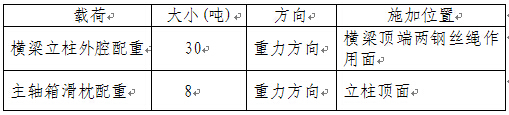
(三)模型圖、網格劃分和加載(zǎi)圖。
圖2:立柱有限元分析模型圖

圖3:立柱有(yǒu)限(xiàn)元分析網絡劃分圖
在進行有限元分析(xī)的過程中,我們應注意刀架位於不同位置時,橫梁和刀架的重心位置不同,要注意區(qū)別刀架分別(bié)位(wèi)於左、中兩種情況時重心的作用位置(zhì),下(xià)圖左一為刀架位於(yú)左側加載情況,下圖右一為刀架位於中側加載情況。
針對不同位置的工作狀況對立柱部件進行(háng)有限元分析,橫梁和主軸箱采用力等效方式加(jiā)載,便於模型簡化和計(jì)算。等效力如下:
1. 橫(héng)梁、刀架(jià)和滑(huá)枕重力等效
2. 前鋼絲繩拉力等效
3. 後(hòu)鋼絲繩拉力等效
4. 前後鋼絲繩拉力的(de)配重
5. 主軸箱重力等效
6. 主軸箱平(píng)衡力等效
7. 主軸(zhóu)箱配重力等效(xiào)
將立柱與滑座接觸麵做固定約束,立柱頂麵(紅色區域)施加30噸橫梁配重載荷(前後鋼絲繩(shéng)拉力的配重)和8噸主軸(zhóu)箱(xiāng)滑枕配重載荷(主軸箱配重力等(děng)效)。
通過分析計算,下麵為橫梁行程為3米、4米(mǐ)、5米、6米,考慮刀架在(zài)不同位置時立柱的前導(dǎo)軌1、前導(dǎo)軌2和後導軌的變(biàn)形值。
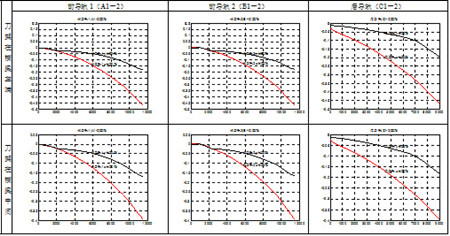
圖4:橫梁行程6米立柱各導軌變形值
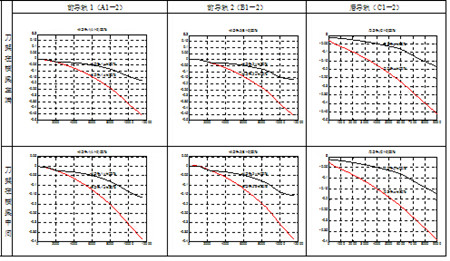
圖5:橫梁行程5米(mǐ)立柱各導軌變形值
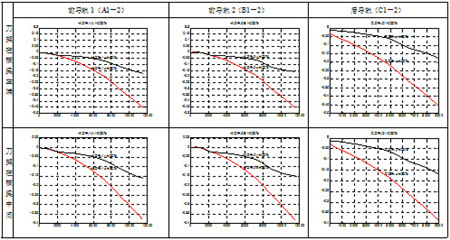
圖6:橫梁行程4米立柱各導軌變形值

圖7:橫梁行程3米立柱各導軌變形值
( 四)結論
分(fèn)析上述曲(qǔ)線圖,橫梁(liáng)在立柱移動狀態下,行(háng)程為(wéi)3米、4米(mǐ)、5米、6米,考慮刀架在(zài)不同(tóng)位置時立柱的變形值具體為(wéi):
橫梁行程6米,刀(dāo)架在橫梁左端,最大變形(xíng)值模型x方(fāng)向0.473mm,y方向0.195mm;刀架在橫梁中間,最大變形值模型x方向0.396mm,y方向0.183mm。
橫梁行程5米,刀架在橫梁左(zuǒ)端(duān),最大變形值模(mó)型x方向0.463mm,y方(fāng)向0.186mm;刀架在橫梁(liáng)中間,最大變形值模型x方向0.391mm,y方向0.176mm。
橫梁(liáng)行程(chéng)4米,刀架(jià)在橫梁左端,最大變形(xíng)值(zhí)模型x方向(xiàng)0.456mm,y方向0.179mm;刀架在橫梁中間,最大變形值模型x方向0.386mm,y方向0.170mm。
橫梁行程3米,刀架在橫梁(liáng)左端,最大(dà)變形(xíng)值模型x方向0.446mm,y方向0.170mm;刀架在橫梁中間,最大變(biàn)形值模型x方(fāng)向0.380mm,y方向(xiàng)0.162mm。
綜合對比分(fèn)析上述數據,與類似機床的標準變形量相(xiàng)比,該(gāi)立柱設計結構穩定(dìng),剛度大、抗震性好,能滿足機(jī)床使用要求。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com

牌(pái)調查")
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源(yuán)汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源(yuán)汽車產量數(shù)據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
- 機械(xiè)加工過(guò)程(chéng)圖示
- 判斷一台加工中心精度的(de)幾種辦(bàn)法
- 中走絲(sī)線切割機床的發展趨勢
- 國(guó)產數控係統和數控機(jī)床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少(shǎo)談點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業(yè)的騰飛,要從(cóng)機床
- 一文搞懂(dǒng)數(shù)控車床加(jiā)工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋(wén)加工方法及工裝設(shè)計
- 傳統(tǒng)鑽削與螺旋銑(xǐ)孔加工(gōng)工藝的(de)區別