


關鍵詞:UG; 模具零件(jiàn);數控車削加工
1 、引言
模具零件為軸套類零件,該(gāi)零件的三維模型如圖1所(suǒ)示,該零件的輪廓截(jié)麵如圖2所示(shì)。該零件長為135mm,直徑(jìng)為(wéi)ϕ200mm,材料為45鋼,毛坯為棒料(liào)。輪(lún)廓麵為回轉麵,需要(yào)加工的麵有右端麵、外圓麵、內孔、退刀槽、內螺紋。具體分為右端麵與外(wài)圓輪廓、右端內圓輪廓、左端內圓輪廓的數控車削加工。
2 、右端(duān)麵與外(wài)圓(yuán)輪廓車削加(jiā)工
2.1 初始(shǐ)化加工環境
(1)創建加工坐標係,機床坐標係指定MCS坐標為(140,0,0)車(chē)床工作平麵(miàn)為ZM-XM,設置XC軸為(wéi)機床主軸。
(2)創建車削加工幾何(hé),指定部件邊界,創建毛坯幾何,毛(máo)坯為棒料,長為140mm,直徑為ϕ210mm,設置安裝位置坐標為(-140,0,0)。
(3)創建避(bì)讓幾何,幾何體子類(lèi)型為AVOIDANCE, 名稱為(wéi)AVOIDANCE_OUT。出發點指定點坐標(200,135,0),運動點到起點為軸向-徑(jìng)向,點坐標為(wéi)(5,110,0),運動到進刀起點為軸向-徑向,運動到回零(líng)點為徑向-軸向,點選項為與起點相同。
(4)創建刀(dāo)具:①端麵車刀選擇OD_80_L,名(míng)稱為(wéi)OD_80_L_FACE,刀尖半徑為0.5mm,方向角度為(wéi)-15,刀具號為1,使用刀具夾持器,樣式為K樣式;②外圓粗加工車刀(dāo)選擇OD_80_L,名稱(chēng)為OD_80_L,刀(dāo)尖半徑為0.5mm,刀具號為2,使用刀具夾持器(qì);③外圓精加工車刀選擇OD_55_L,名稱為OD_55_L,刀尖半徑為0.1mm,刀具號為3,使用刀具夾持器。
2.2 右端麵車削(xuē)加工
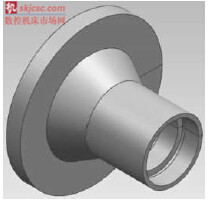
圖1 模具零件三維模(mó)型
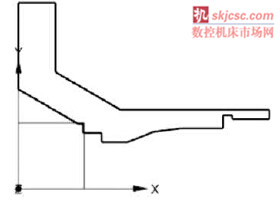
圖(tú)2 模具零件的輪廓截麵
(1)創建工序,工序子類型為FACING,刀具為OD_80_L_FACE,幾何體為AVOIDANCE_OUT,方法為LATHE_FINISH。
(2)設置切削區域(yù),給定軸向修剪平麵1 點的坐標。
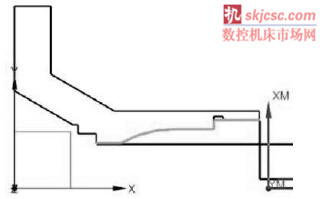
(3)切(qiē)削深(shēn)度為恒定,深(shēn)度為2mm,變換模式為(wéi)省略。進給率(lǜ)和(hé)速度中主軸速度為500轉/min,切削為0.3mm/轉,第一刀(dāo)切(qiē)削為0.3mm/轉。右端麵車削加工刀具路(lù)徑如圖3所(suǒ)示。
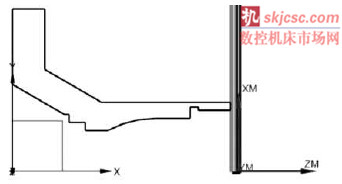
圖3 右端麵車削加工(gōng)的刀具路徑
2.3 外圓粗(cū)車加工
(1)創建(jiàn)工序,工(gōng)序子類型(xíng)為ROUGH_TURN_OD,刀(dāo)具為OD_80_L,方法為(wéi)LATHE_ROUGH。
(2)切削深度(dù)為變量平均值,最大值為3mm,最小值為1mm,變換(huàn)模式為省(shěng)略。進給率和速(sù)度中主軸(zhóu)速度為500 轉/min,切削為0.3mm/轉,第一刀切削為(wéi)0.3mm/轉。外圓粗車加工的刀(dāo)具路徑如圖4所(suǒ)示。
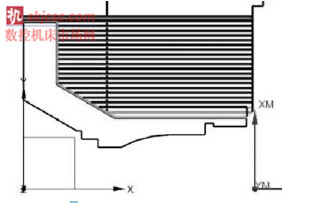
圖(tú)4 外圓粗車加工的刀具路(lù)徑
2.4 外圓精(jīng)車加工
(1)創建工序(xù),工序(xù)子類型為FINISH_TURN_OD,刀具為OD_55_L,方法為(wéi)LATHE_FINISH。
(2)進給率和速度中主軸速度為600轉/min,切削為0.5mm/轉。外圓精車加(jiā)工的刀具路徑如圖5所(suǒ)示。
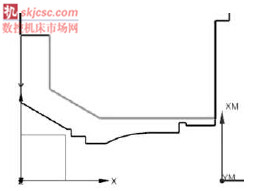
圖5 外圓精車加工的刀具(jù)路(lù)徑
3 、右端內圓(yuán)輪廓車削加工
3.1 創建避讓(ràng)幾(jǐ)何及刀具
(1)內圓輪廓避讓幾何與外圓輪廓有所不同,需重新創建。幾(jǐ)何體子類型為(wéi)AVOIDANCE,名稱為AVOIDANCE_RIGHT。出(chū)發點指(zhǐ)定點坐標(200,135,0),運動點到起點為徑向-軸向,點坐標(biāo)為(5,5,0),運動到進刀起(qǐ)點為(wéi)軸向-徑向,運動(dòng)到(dào)回零點為軸向-徑向,點選項為與起(qǐ)點相同。
(2)創建刀具:① 點鑽選擇SPOTDRILLING_TOOL,名稱為SPOTDRILLING_TOOL,直徑為5mm,刀具號為4;②鑽頭選擇DRILLING_TOOL,名稱為DRILLING_TOOL,直徑為45mm,刀具號為5;③粗鏜刀選擇ID_80_L,名稱為ID_80_L,刀尖半徑為0.5mm,刀(dāo)具(jù)號為(wéi)6,使用刀具夾持器;④精鏜(táng)刀選擇ID_55_L,名稱為ID_55_L,刀尖半徑為(wéi)0.1mm,刀具號為7,使用(yòng)刀具夾(jiá)持器;⑤切槽刀選(xuǎn)擇ID_GROOVE_L,名稱為ID_GROOVE_L,刀片寬度(dù)為2mm,刀具(jù)號為8;⑥螺(luó)紋刀選擇ID_THREAD_L,名稱為ID_THREAD_L,刀具號為9。
3.2 中心鑽孔
(1)創建工序,工序子類型為CENTERLINE_SPOTDRILL,刀具為SPOTDRILLING_TOOL,幾何體為AVOIDANCE_RIGHT,方法(fǎ)為LATHE_CENTERLINE。
(2)進給率和(hé)速度中主軸(zhóu)速度為300轉/min,切削為0.3mm/轉。中心鑽孔的刀具(jù)路徑如圖6所示。
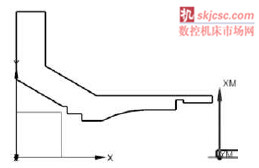
圖6 中心(xīn)鑽孔的刀具路(lù)徑
3.3 鑽孔
(1)創建工序,工序子類型為CENTERLINE_DRILLING,刀具為DRILLING_TOOL,幾何體為AVOIDANCE_RIGHT,方(fāng)法為LATHE_CENTERLINE。
(2)起點和深度中的(de)距離為135mm。
(3)進給率和速度中主軸速度(dù)為300轉/min,切削為0.1mm/轉,進刀為0.1mm/轉。鑽孔的刀具(jù)路徑如圖7所示。
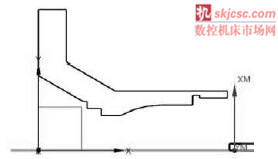
圖7 鑽孔的刀具路徑
3.4 右端粗(cū)鏜內孔
(1)創建工(gōng)序,工序子類型(xíng)為(wéi)ROUGH_BORE_ID,刀具為ID_80_L,方法為LATHE_ROUGH。
(2)切削深度為變量平均值,最大值為3mm,最小值為1mm,變換模式為省略。策略中取消允(yǔn)許(xǔ)底切,進給率和(hé)速度中(zhōng)主軸(zhóu)速度為500 轉/min,切(qiē)削為0.3mm/轉,第一刀(dāo)切削為0.3mm/轉。右端粗鏜內孔的刀具路徑如圖8所示(shì)。
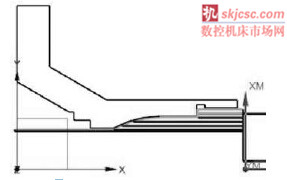
圖8 右端粗鏜內孔的刀具路徑(jìng)
3.5 右端精鏜內(nèi)孔
(1)創建工序,工序子類型(xíng)為FINISH_BORE_ID,刀具為ID_55_L,方法為LATHE_FINISH。
(2)切削區(qū)域,設置徑向修(xiū)剪平麵2的點坐(zuò)標,軸向修剪平麵1的點坐標。
(3)策(cè)略中取消允許底切(qiē),進給率和速度中主軸速度為600轉/min,切削為0.5mm/轉。右端精鏜內孔的刀具(jù)路徑如圖9所示(shì)。
圖(tú)9 右端精鏜內孔的刀具路徑
3.6 內孔切(qiē)槽
(1)創建工序,工序子類(lèi)型為GROOVE_ID,刀具為GROOVE_ID_L,方法為LATHE_GROOVE。
(2)切削區域(yù),設置軸向修剪平麵1的點坐標,軸向修剪平麵2的點坐標。
(3)步距為恒(héng)定,距離為1mm,常規拐角為延伸,淺角為延伸(shēn),進給率和速度中(zhōng)主軸速度為300轉(zhuǎn)/min,切削(xuē)為0.2mm/轉,第(dì)一刀切削、步距均為0.2mm/轉,非切削移動運動到回零點,運動類型為徑向(xiàng)-軸向,點選項指定點坐標(145,5,0)。內(nèi)孔切槽的刀具路徑如圖(tú)10所示。
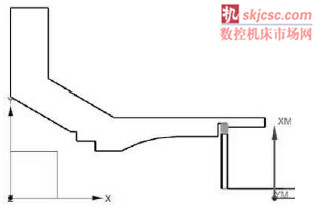
圖10 內孔切槽的刀具路徑
3.7 內螺紋加工
(1)創建工序,工序子類型為THREAD_ID,刀具為THREAD_ID_L,方法為(wéi)LATHE_THREAD。
(2)螺紋形狀:選取頂線,深度選項為深度和角(jiǎo)度,深度為2mm,與XC 的夾角為180,起始偏置為3mm,終止偏(piān)置為2mm。
(3)切削深度為恒定,深度為1mm,距離變化為恒定,距離為1mm,進給率(lǜ)和速度中主軸速(sù)度為300轉/min,切削為1mm/轉。內(nèi)螺(luó)紋(wén)加工的刀具路徑如圖11所示。
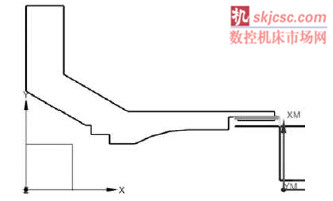
圖11 內螺紋加工的刀具路徑
4 、左端內圓(yuán)輪廓(kuò)車(chē)削加工
4.1 初始化加工環境
(1)創建加工坐標係,機床坐標係指定MCS坐標為(0,0,0)車(chē)床工作平麵為ZM-XM,設置XC 軸為機床主軸。
(2)創建車削加工幾何,指定部件邊界,創建毛(máo)坯幾何,毛坯為棒料,長為(wéi)50mm,直徑為ϕ200mm,設置(zhì)安(ān)裝位置坐標為(-50,0,0)。
(3)創建避讓幾何,幾何體子類型為AVOIDANCE,名稱為AVOIDANCE_LEFT。出發點指定點坐標(biāo)(200,135,0),運動點(diǎn)到起點為徑(jìng)向-軸向,點坐標為(5,-15,0),運動到進(jìn)刀起點為軸向(xiàng)-徑向,運動到回零點為軸向-徑向,點選項為與起點相同。
(4)創建刀具:①粗鏜刀選擇ID_80_L,名稱為ID_80_L_LEFT,刀(dāo)尖半徑為R0.5mm,刀具(jù)號為10,使用刀具夾持器,手為右手,夾持器角度為180°;②精鏜刀(dāo)選擇ID_55_L,名稱為ID_55_L_LEFT,刀尖半徑為0.1mm,刀具號(hào)為11,使用(yòng)刀具夾持器,手為右手,夾持器(qì)角度為180°。
4.2 左端粗鏜內孔
(1)創建工序,工序(xù)子類型為ROUGH_BORE_ID,刀具為ID_80_L_LEFT,幾何體為AVOIDANCE_LEFT,方(fāng)法為LATHE_ROUGH。
(2)切削區域,徑向修剪平麵1指定點坐(zuò)標,徑(jìng)向修剪平麵2指定點坐標。
(3)切削深(shēn)度為變(biàn)量平均值,最(zuì)大值為3mm,最(zuì)小值為1mm,變換模式為省略。策略中取消允許底切,進給率和速(sù)度中主軸速度為(wéi)500 轉/min,切(qiē)削為0.3mm/轉,第一刀切削為(wéi)0.3mm/轉(zhuǎn)。左端粗鏜內孔的刀(dāo)具路徑如圖(tú)12所示。
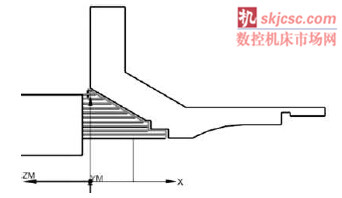
圖12 左端(duān)粗鏜內孔的刀具路徑
4.3 左端(duān)精鏜內孔
(1)創(chuàng)建工序,工序子類型為FINISH_BORE_ID,刀具為ID_55_L_LEFT,方法為LATHE_FINISH。
(2)策略中取消允許底切,進給率和(hé)速(sù)度中主軸(zhóu)速度為600轉/min,切削為0.5mm/轉。左端精鏜內孔的刀具路徑如圖13所示。
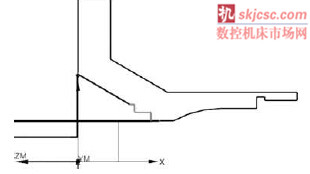
圖13 左端精鏜(táng)內孔的刀具路徑(jìng)
5 、結束語
UG軟件CAM模塊數控(kòng)加工(gōng)功能十分強大,數控車削加工零(líng)件(jiàn)時采用自動編程(chéng)可大(dà)大提高編程效率。利用本人自定義的後處理文件生成的NC代(dài)碼,可以一字不改直接用於該(gāi)零件的數控(kòng)加工。
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊(xùn)合作,歡迎(yíng)聯(lián)係本(běn)網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據
- 2024年9月 新能源汽車銷量(liàng)情(qíng)況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據