


針對插齒機(jī)主軸精確(què)定位要求(qiú),先後嚐試了接近開關定位、編碼器(qì)零脈衝定位和NC回零定位三種定(dìng)位方式,對這三種方式的試(shì)驗方法、試(shì)驗(yàn)結果以及調試注(zhù)意事項進行了說明,最終(zhōng)確定通過係統NC回零方式的定位穩定性和準(zhǔn)確性最(zuì)好。
1. 問題(tí)的提出
插齒機在啟動、停止或進行調整時對主軸位置有比較嚴格的要求,如退刀時要求主(zhǔ)軸上停(tíng),在進行大行程自動調整時(shí)也要求主軸有固(gù)定的(de)停止位置(zhì)。下麵對我公司新產品YKW5165多功能插齒機(見圖1)的主軸精確定位方法進行探討。

圖1 YKW5165多功能插齒機(jī)
該新產品主軸采用了(le)西門子交流伺服(fú)電動機(jī)作為動力單元,由(yóu)於該電動機內置了增量式編碼器,故(gù)在每次斷(duàn)電重啟後(hòu),無論之前顯示的位置是多少,均會將其重新設置為零,故(gù)不(bú)能保持通電前後位置的統一,也就(jiù)無法滿(mǎn)足對主軸的精確定位(wèi)要求。為了解決此問題,在調試(shì)過程中,先後試驗了以(yǐ)下幾種定位方法。
2. 接近(jìn)開關定位
通常情況下,采用主軸JOG運行信號,使主軸運行(háng),當主軸與上停開關接觸時,開關發訊,從(cóng)而斷開主(zhǔ)軸JOG運行信號,主軸停止,實現定位。但(dàn)這樣定位的精度比較低,而且重複性不好,經(jīng)測試定位誤差在3°左右。另(lìng)外,接近開關(guān)定位方式(shì)受主軸(zhóu)速度的影響很大,主(zhǔ)軸(zhóu)衝程速度越高,定(dìng)位(wèi)誤差越大,故這種定位(wèi)方式不能滿足設計要求。
3. 電動(dòng)機編碼器的零脈衝定位
因主軸電動機自帶增量式編碼器,故(gù)可以將主軸電(diàn)動(dòng)機當成增量式伺服電動機,當檢測到外部開關信號後,電動機再找(zhǎo)零脈衝,實現定位。但是,該軸設計時的減速比為25∶9,不是整數,通過(guò)試驗證明該定(dìng)位方式也有較大的定位誤(wù)差,故該方法也不能滿足設計要求。
4. NC係統回零定位
當係統(tǒng)通電後,第一次實現主軸定位控製時(shí),首先利用外部開關發出的信(xìn)號,給(gěi)NC係(xì)統回零,保持每次零(líng)位一致,然後再進行定位控製。經過試驗表明,該控製方式(shì)精度高、效果好,完全滿足(zú)控製要求。在定位調試(shì)過程(chéng)中,需要(yào)注(zhù)意以下幾個方麵:
(1)元件選擇:要求(qiú)選擇高精度(dù)的感應式接近開關作為檢測(cè)元件,如施(shī)耐德XL118-BLPAL5C。
主軸定位的精(jīng)度主要取決(jué)於接近開關的精度,當(dāng)金屬與接(jiē)近開關接近時,接近開關產生上升(shēng)沿信號(電平+24 V DC)。
( 2 ) 與西門子(zǐ)840D sl 數控係統連接。將接近開關(guān)輸出接到NCU7×0.2的X122的12腳,並保持接近開關的地與X122的9腳共地(見圖2)。
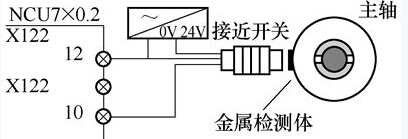
圖2 外部接近開關接線圖
( 3 ) 係統(tǒng)參數設置: 設定相關功能參數和軸參數。
MD34040=10,主軸以(yǐ)8 r/m in的速度定位;MD34060=720,搜索(suǒ)接近開關的最大距離是720° ;MD35300=10,主軸以8 r/min速(sù)度位置控(kòng)製;MD35350=3,主軸(zhóu)正向定位。
(4)控製(zhì)程序處(chù)理:自動方式下定位,編寫加工程序實現定位要求,如(rú)SPOS=0,即主軸以10 r/min的速度定位到0°位(wèi)置(zhì);手(shǒu)動方式下定位(wèi),通過PLC調用FC18,實現定位。PLC控製程序如下。
CALL “SpinCtrl”
Start:=M201.0
Stop:=M201.1
Funct:=B#16#1
Mode:=B#16#3
AxisNo:=6
Pos:=MD220
Frate:=1.000000e+001
InPos:=M201.2
Error:=M201.3
State:=MB244
主軸在(zài)進行回零、定(dìng)位時,屬於位置控製模式,主軸的減速比以MD31050[0]、MD31060[0]有效,需要正確設定相關參數。
通過係統N C回零的控製措施,主軸的定位得到了很(hěn)好的控製。
5. 結語
NC係統回零定(dìng)位這種程序控製方式(shì)不僅(jǐn)解(jiě)決了插齒機主軸上停的要求,也解決了該(gāi)新產(chǎn)品衝程長度自(zì)動定位調整(zhěng)問(wèn)題,而且其定位穩定(dìng)性和準(zhǔn)確性都(dōu)較好。
如果您有機床行業、企業相關新(xīn)聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年(nián)11月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機(jī)床產量(liàng)數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精度(dù)的幾種辦法(fǎ)
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數控係統和數控機床何去何(hé)從?
- 中國的技術工人都去哪裏(lǐ)了?
- 機械老板(bǎn)做了十多年,為何(hé)還(hái)是小(xiǎo)作坊?
- 機械行業最新自殺性營(yíng)銷,害(hài)人害己!不倒(dǎo)閉(bì)才
- 製造業大逃亡(wáng)
- 智能時代(dài),少談點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的(de)騰飛,要從機(jī)床
- 一文搞懂數控車床加工刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別